1. Теоретическая часть
1.1 Описание устройства для обработки биологических тканей
На рис. 1 изображено устройство в собранном виде без рабочего инструмента. Устройство содержит: инструментальный фиксатор 1 с прижимными винтами 2, герметизирующую трубку гофр 3, соединяющую инструментальный фиксатор 1 и корпус прибора, подшипники скольжения 4, наковальню 5, установленную на штоке 6, соединенным с инструментальным фиксатором 1. Под наковальней расположена амортизирующая пружина 7, исключающая передачу удара на корпус прибора в конце рабочего хода наковальни 5, наковальня расперта относительно корпуса распорной пружиной 8, жесткость пружины выбирается равной жесткости контакта «инструмент-ткань», боек 9 жестко связанный с сердечником 10, установленным в подшипники скольжения 11, части магнитопровода 12, стальной трубчатый корпус 13, намагничивающую катушку 14, возвратную пружину 15, жесткость пружины 15 выбирается из условия возврата сердечника с бойком в исходное положение и максимальной частоты колебаний, герметизирующую втулку 16, питающий кабель 17, связывающий намагничивающую катушку с блоком питания, крышку 18, фланец выполненный из немагнитного материала (алюминия) 20.
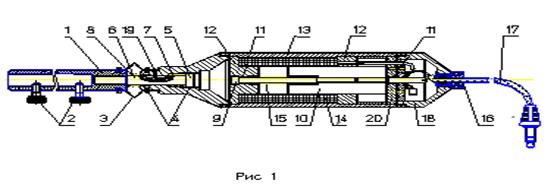
Устройство работает следующим образом: Трепанатор и сменные рабочие инструменты (долота, держатели штифтов) дезинфицируют в спецрастворах и сухожаровом шкафу. Хирург кнопками блока питания устанавливает нужную частоту и силу ударов, закрепляет в инструментальном фиксаторе 1 требуемый инструмент с помощью прижимных винтов 2. При нажатии на педаль управления на катушку ЛЕМД 14 с блока питания через питающий кабель 17 начинают поступать прямоугольные импульсы с заданной частотой и амплитудой. Под действием импульса сердечник 10 втягивается в магнитопровод, состоящий из частей 12,13, т.е. разгоняется в течение рабочего хода, затем ударяет бойком 9 по наковальне 5, передавая импульс удара на режущую кромку долота и перемещая наковальню 5 с инструментальным фиксатором 1 на минимальную величину рабочего хода, после чего сердечник 10 с бойком 9 возвращается в исходное положение возвратной пружиной 15, далее рабочий цикл повторяется. Подшипники скольжения 11, обеспечивают возможность перемещения сердечника 10 с бойком 9 относительно корпуса в осевом направлении. Подшипники скольжения 4 позволяют перемещаться штоку 6 с наковальней 5 в осевом направлении, винт 19 выполняет функцию направляющего штифта и исключает возможность проворота наковальни 5 с инструментальным фиксатором 1 в радиальном направлении. Трубка гофр 3 герметизирует подвижное соединение «корпус – инструментальный фиксатор». Герметизирующая втулка 16 обеспечивает герметичность соединения питающего кабеля 17 с крышкой корпуса 18.
Реклама

При необходимости более быстрого удаления костного материала, хирург нажимает на корпус прибора, т.е. прикладывает большее усилие вдоль оси долота, под действием этого усилия наковальня 5 с долотом отводится на большую величину рабочего хода, преодолевая сопротивление распорной пружины 8, и при следующем ударе бойка возвращается в исходное положение, т.е. амплитуда колебаний долота возрастает. Это совместно с увеличением усилия резания позволяет повысить производительность операции при удалении сравнительно больших объемов кости.
При соскальзывании долота с кости в мягкие ткани, амплитуда колебаний немедленно уменьшается до несущественной величины, так как осевое усилие в этом случае минимально, а энергия удара гасится амортизирующей пружиной 7. Это снижает травматизм при операции.
Таким образом, предлагаемое устройство позволяет оптимизировать процесс операции. Это соответствует развитию прогрессивных щадящих принципов операционного вмешательства, особенно важных, например, при выполнении операций на среднем ухе, в условиях глубоких и узких полостей. При этих операциях необходимо точно дозировать силу удара, чтобы избежать повреждений.
1.2 Вывод уравнения динамики линейного электромагнитного двигателя
Расчет динамических характеристик линейных электромагнитных двигателей (ЛЭМД) представляет сложную задачу, так как требует учета таких факторов, как насыщение стали, вихревые токи, паразитные зазоры, противодействующие силы.
К динамическим характеристикам относятся: зависимость от времени тока обмотки, потокосцепление, индукции в сердечнике якоря, тяговое усилие, величины хода якоря, скорости и ускорение его движения. В общем случае процессы, протекающие в ЛЭМД, описываются системой нелинейных дифференциальных уравнений:
1. Для электрической цепи:
Е=i·R+dYa/dta, (1.3.1)
где: E – ЭДС источника питания;
R – сопротивление обмотки;
Реклама

i – ток;
Y– потокосцепление;
t – время.
Уравнение механического равновесия:
 где ha
- глубина внедрения якоря в обмотку;
Fea
– тяговое усилие ЛЭМД;
Fna
– сила возвратной пружины;
Fta
– сила трения, знак которой зависит от направления движения якоря;
ma
– масса подвижных частей,
где  масса якоря; масса якоря;
 подвижная масса оснастки; подвижная масса оснастки;
g – ускорение силы тяжести;
a – угол наклона оси трепанатора;
Fp
g
a
– внешняя противодействующая сила.
Эти уравнения записаны в абсолютных величинах. Преобразуем уравнения (1.3.1) и (1.3.2), записав их в виде функций относительных геометрических размеров и параметром ЛЭМД. По определению, удельная магнито-движущая сила обмотки:
 , ,
ток, протекающий в обмотке:
 . .
Сопротивление обмотки:
R=r*lnp
*Spr
,
где lnp
и Spr
- длина и сечение провода;
r – удельное сопротивление провода обмотки.
 , ,
где r0
– удельное сопротивление при 00
С;
ar
– температурный коэффициент сопротивления;
Θос
– температура окружающей среды;
 – превышение температуры обмотки над Θос.
. – превышение температуры обмотки над Θос.
.
Длина провода определяется по формуле:
 . .
Сечение провода:
 , ,
где kz
– коэффициент заполнения обмотки;
r1а
– внутренний радиус обмотки;
r2а
– наружный радиус обмотки.
Следовательно, формула для R записывается:
 , ,
Ускорение движения якоря, запишем как вторую производную от относительной глубины внедрения якоря в обмотку (ha
).
где t, tb
– относительное и базисное значение времени,
h – относительная глубина внедрения якоря в обмотку.
Масса подвижных частей ЛЭМД:
где lb
- приведенная длина якоря в относительных величинах;
g– плотность материала якоря.
Силу трения, возникающую между направляющим стержнем и фланцем, в следствие одностороннего магнитного притяжения якоря к магнитным частям ЛЭМД, величина которого зависит от величины зазора между направляющим стержнем якоря, стопором и фланцем определяется по формуле [2]:
 , ,
где Ктр
– коэффициент трения;
 - величина эксцентриситета якоря; - величина эксцентриситета якоря;
Вс
– величина магнитной индукции;
rс
– радиус стержня;
hp
– толщина фланца;
l1
– высота стола;
Δ– величина нерабочего зазора;
Fb
– базисная сила, которая определяется по формуле:
  , ,
Сила возвратной пружины:
 , ,
где кnp
– коэффициент жесткости пружины;
h0
a
– начальная глубина внедрения якоря в обмотку;
F0
a
– сила начального сжатия.
Начальное сжатие обусловлено массой подвижных частей, следовательно:
 , ,
 , ,
Учитывая базисное значение или Fb
, в обобщенной форме получим:
 , ,
Внешняя противодействующая сила:
 , ,
Подставляя полученные формулы в уравнение (1.3.1) и (1.3.2), получим систему нелинейных дифференциальных уравнений третьего порядка относительно функций В, h, dh/dt, для ЛЭМД в обобщенной форме, которые позволяют определить любые динамические параметры ЛЭМД.
 E¢=p1
* f+p2
*(dy/dt), E¢=p1
* f+p2
*(dy/dt),
 , ,
гдеp1
= , ,
p2
= , где Fc
и f – статические функции. , где Fc
и f – статические функции.
2. Расчётно-конструкторская часть
2.1 Исходные данные для проектирования двигателя
Основной характеристикой двигателя является тяговое усилие, в нашем случае – максимальный импульс удара.
В медицинской практике применяется максимальный удар молотка весом 100 гр., со скоростью в момент удара примерно 2 м/с. Отсюда импульс в момент удара:
P=m*VÞP=0,2 кг. м/с.
Вычислим массу и объем сердечника электромагнита:
 ; ;  , ,
D – диаметр сердечника, D=2 см.;
h1
– высота сердечника, h1
=4.7cм.;
d – диаметр штока, d=0,6 см.;
h2
- высота штока, h2
=4.7cм.;
d1
– диаметр бойка, d1
=0,4cм.;
h3
– высота бойка, h3
=0,65cм.;
 , ,
 ÞQ= ÞQ= кг. кг.
Скорость, до которой должен разгоняться якорь. равна:
v =P/QÞv=1,81 м/с.
Ускорение, до которого разгоняется якорь:
  . .
Находим тяговое усилие электромагнита без учета сил сопротивления:
F1
=Q*a=360.36 H.
Cилы сопротивления:
F2
– cила трения, F2
=Q*0,25*9,8=0.27 H;
F3
– cила сопротивления пружины, F3
=3 H.
Найдем демпфирующую силу: F4
=C*V,
где С – коэффициент демпфирования.
t1
= cек., cек.,
где t1
– время движения.
V(t)=a*t, где t=0…0,0055
D – диаметр сердечника, D=0.02 м.
d=2*10 –4
м.,
где d – зазор между сердечником и магнитопроводом.
Коэффициент демпфирования вычисляется по формуле:

Таким образом,
F4
=0.00467*1,81=0,008 H.
Полное тяговое усилие: F=F1
+F2
+F3
+F4
=363.6 H.
Полный рабочий ход: S=0,01 м.
Число ходов в минуту: N=120
Частота колебаний якоря:  Гц. Гц.
2.2. Расчет двигателя и коэффициентов для уравнений динамики
Расчет коэффициентов для уравнений динамики произведем по методике изложенной в [7].
Введем относительные величины:
Ф = Фа
/ Фб;
U = Ua
/ Uб;
f = fa
/ fб;
l= la
/ lб
;
H = Ha
/ Hб;
X = Xa
/ Xб;
γ2 =
γ2
a
/ Xб,
где индекс «а» относится к абсолютным величинам, а ииндекс «б» – к базисным. В качестве Фб
выбираем значение магнитного потока, при котором относительная величина Ф выразится простыми числами.
Пусть,
Фб
=Вб
*π*r2
1а,
где Фб
– базисное значение магнитной индукции.
Из условия подобия магнитных полей, следует равенство величин индукции в сходных точках поля. Так как относительная индукция не должна зависить от абсолютных размеров, базисное значение должно быть постоянной величиной, Вб
=const. Полагаем Вб
=1Тл., при этом относительная величина магнитного потока станет равной относительному значению индукции якоря Фх
=Вх
и окажется независящей от абсолютных размеров для геометрически подобных систем.
2.3 Расчет магнитных проводимостей
Определим магнитную проводимость потоков рассеяния на единицу длины обмотки.
 , ,
где r1а
– радиус якоря, r1а
=0,01 м.;
r2
a
– внешний радиус обмотки, r2а
=0,017 м.;
μ0
– магнитная проницаемость в вакууме, μ0
=4π*10 –7
Гн/м;
Gs
=4,74*10 –7
Гн.
Проводимость рабочего зазора в относительной форме:
 , ,
где rса
– радиус направляющего стержня;
δ– начальный рабочий зазор.
 , ,
Рассчитаем проводимость нерабочего зазора:
 , ,
где lb
– ширина магнитопровода, lb
=0,01 м;
 – зазор между сердечником и магнитопроводом, = 0,0002 м. – зазор между сердечником и магнитопроводом, = 0,0002 м.
Определим относительное значение GII
магнитной проводимости нерабочего зазора:
 , ,
Рассчитаем относительные значения магнитных проводимостей для двух точек при х=0,015 м., GI
(х)=64,52;
при х=0,005 м., GI
(х)=192,5.
Найдем производную:
 ; ;  . .
Так как производная по нерабочему зазору равна нулю, можно сделать вывод, что сила тяги создается только в рабочем зазоре.
2.4 Рассчитаем положение нейтрали
LI
= , ,
где lk
– длина обмотки, lk
=0,05 м.
LI
=5 м.
 - перевод в базисные величины. - перевод в базисные величины.
Функции для расчета коэффициентов уравнения для определения нейтрали:
 , ,
 , ,
где rm
– магнитное сопротивление.
Напряженность в относительной форме:
 A/м, A/м,
где α, β,γ – коэффициенты аппроксимации; α=625; β=19,5; γ=44,5.
 ; rm
1
=2,822*10 –3
Гн –1
. ; rm
1
=2,822*10 –3
Гн –1
.
B1
=BI
– индукция не насыщенной «стали 3»;
Bc
=2 Тл – индукция потоков рассеяния;
B2
=1,75 Тл – индукция насыщенной «стали3»;
Фс
=rс
2
*Вс
– поток рассеяния;
rm1
– магнитное сопротивление не насыщенной «стали3»:
 Гн –1
; Гн –1
;
rm2
– магнитное сопротивление насыщенной «стали3»:
 Гн –1
. Гн –1
.
Коэффициент, входящий в уравнение нейтрали:
 . .
Рассчитаем положение нейтрали для рабочего зазора δ=0,015 м.

 =0,01 м.; l2
=0,02 м.; l3
=0,02 м. =0,01 м.; l2
=0,02 м.; l3
=0,02 м.
Определим магнитные потоки:
Результирующий поток:
Удельное МДС:
 f I
=6,963*10 –3
A/м. f I
=6,963*10 –3
A/м.
 iω=2,77*10 4
A/витков. iω=2,77*10 4
A/витков.
Рассчитаем число витков обмотки:
Выбираем  [1] если импульсы питания короткие и частота небольшая f ≤ 2 Гц. [1] если импульсы питания короткие и частота небольшая f ≤ 2 Гц.
Е I
=0,1
Е=27 В-напряжение питания.
Число витков обмотки:
 W=270 витков. W=270 витков.
Ток обмотки в коротком импульсе:
 i=20A. i=20A.
Сечение окна обмотки:
r1а
=0,01 м.,
r2а
=0,0125 м.,
 перевод в метры, перевод в метры, 

Коэффициент заполнения обмотки: kz
=0,4
Сечение меди: Sмед
=kz
*S; Sмед
=50.24 мм . .
Сечение провода: . .
Диаметр провода:  dпр
=0,48 мм. dпр
=0,48 мм.
Округляем до ближайшего большего числа и получаем: dпр
=0.5 мм.
Длина провода, выраженная через радиус витка:
 ; lпр
=19.07 м. ; lпр
=19.07 м.
Сечение, выраженное через средний радиус витка:
 . .
Сопротивление обмотки:  , ,
ρ=0,01 Ом – удельное сопротивление провода обмотки (справочные данные).
R=2.1*10 –5
Ом.
Расчет коэффициентов для уравнения динамики ЛЭМД:
δ=0,015 м. – начальный рабочий зазор.
 δ I
=1,5 – перевод в относительную форму. δ I
=1,5 – перевод в относительную форму.
 - базисное значение силы тяги; Fδ
=2,5*10 2
Н. - базисное значение силы тяги; Fδ
=2,5*10 2
Н.
Тяговое усилие от притяжения в рабочем зазоре:
 , ,
Тяговое усилие от потоков рассеяния:
Fе2
a
=0,145 H.
Полное тяговое усилие, в исходном положении якоря:
 Fla
=275,145H. Fla
=275,145H.
 - приведенное значение. - приведенное значение.
Якорь располагается эксцентрично в круглом отверстии фланца, в следствие чего возникает сила одностороннего магнитного притяжения, вызывающая трение между направляющим стержнем и фланцем; найдем ее:
 – функция преобразования абсолютного значения в относительное. – функция преобразования абсолютного значения в относительное.
Величина нерабочего зазора Δа=0,0002 м.
Δ=О(Δa); Δ=0.002 м.
Толщина фланца hna
=0,005 м.
hn
=O(hna
); hn
=0,5 мм.
Коэффициент трения якоря о втулку k=0,022.
Индукция направляющего стержня: Вс
=2 Тл.
Радиус стержня: rса
=2*10 –3
м.; rc
=0,2 м.
Сила трения Fт
:  Fт
=7,34*10 –3
H. Fт
=7,34*10 –3
H.
Сила сопротивления пружины в обобщенной форме:
 - жесткость пружины. - жесткость пружины.
  - начальная глубина внедрения якоря в обмотку. - начальная глубина внедрения якоря в обмотку.
 Fp
=0,535 H. Fp
=0,535 H.
Найдем демпфирующую силу:
 - диаметр сердечника; - диаметр сердечника;
 - зазор между сердечником и магнитопроводом. - зазор между сердечником и магнитопроводом.
Коэффициент демпфирования вычислим по формуле:

где v
= 0,9 м/с. – усредненное значение скорости за время движения якоря.
 Fd
=0.004 H, Fd
=0.004 H,
где Fd
– демпфирующая сила, зависящая от скорости движения якоря.
Рассчитаем коэффициенты выведения в пункте 1.3:
 p1
=2,411*105
, p2
=10,592 p1
=2,411*105
, p2
=10,592
Подставляя эти коэффициенты в систему уравнений (1.3.3) можно рассчитать любые динамические параметры ЛЭМД.
2.5 Расчёт напряжений, возникающих при ударе бойка по наковальне и жёсткости амортизирующей пружины
Исходные данные:
 , модуль упругости стали 40´; , модуль упругости стали 40´;
U = 1.54 м/сек, скорость бойка перед ударом;
Qб =0.11707 кг, масса бойка с сердечником;
Qp = 0.0186 кг, масса наковальни с долотом.
Определим максимальную силу удара в месте контакта бойка и наковальни, которая может возникнуть при работе прибора, если долото оперто в достаточно жёсткий материал (например чугунную плиту), используем формулы, выведенные на основе формул Герца.
 – коэффициент Пуассона. – коэффициент Пуассона.

R1 – радиус сферической поверхности бойка;
R2 – радиус сферической поверхности наковальни.
Для удобства обозначим:
m1= Qб,
m2 = Qp.
Найдём m – приведённую массу системы
 г г
Определим промежуточный коэффициент b

Зная b, найдём x макс – наибольшее сближение тел во воемя удара, соответствующее наибольшему значению ударной силы.


Теперь определим время соударения tcjel
Вычислим напряжения, возникающие при ударе в месте контакта, используя формулы, приведённые выше, определив радиус пятна контакта:
 - напряжения, возникающие во время удара. - напряжения, возникающие во время удара.
Допускаемое напряжение на усталость материала стали  , отсюда запас , отсюда запас 
Вычислим коэффициент жёсткости пружины, установленной между корпусом и наковальней (эта пружина исключает передачу удара на корпус прибора при ненормальных режимах работы), например при холостом ударе, когда долото не опирается на кость.
Исходные данные для расчёта:
m = Qб = 0.00707 кг – масса бойка;
m = Qр = 0.0186 кг – масса наковальни с долотом.
Начальную кинетическую энергию бойка определим из выражения:

а максимальное перемещение наковальни при холостом ходе определим 
Используя полученные данные, приравняем следующие выражения:
Выразив из него s, получим:

Найдя s, определим жёсткость пружины k

Максимальное усилие, возникающее в пружине в процессе удара:

2.6 Расчёт и обоснование элементов принципиальной схемы блока питания
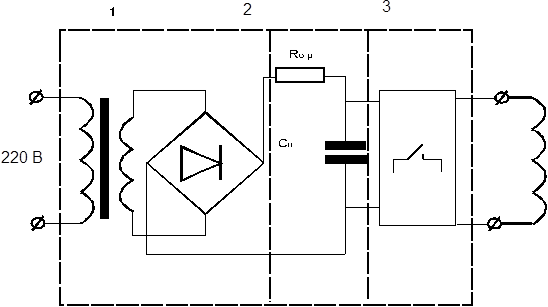
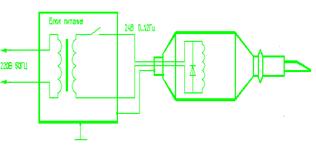
Для обеспечения эксплуатационных характеристик рассматриваемого модернизируемого устройства – трепанатора, его необходимо питать от автономного источника питания (аккумулятора) или от сети 220 В с хорошей гальванической развязкой; для обеспечения безопасности пациента и медицинского персонала.
Из анализа возможных схем питания устройства следует, что обеспечить требуемую развязку можно только использованием трансформатора. С другой стороны, для работы инструмента требуется значительная импульсная мощность (»20 А, 50 В), что исключает применение прямого простого подключения через трансформатор, т. к. габариты и масса трансформатора на 1 кВт исключает его применение в качестве переносной аппаратуры. Поэтому необходимо сконструировать источник питания, удовлетворяющий противоречивым требованиям.
В качестве элемента, обеспечивающего согласование противоречивых требований возможно в данном случае применение конденсатора – накопителя, обеспечивающего необходимую импульсную мощность.
Таким образом, схема блока питания будет содержать три основных элемента: Трансформатор с выпрямителем, накопительный конденсатор, прерыватель – формирователь импульсов.
В соответствии с этим расчёты проводятся в нижеприведённой последовательности.2.7 Расчёт трансформатора с выпрямителем
Определение мощности трансформатора производится исходя из мощности импульсов на выходе и скважности. Скважность q определяется соотношением:

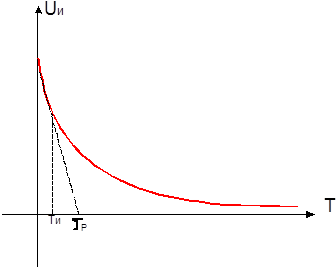
где  – период следования импульсов; – период следования импульсов;
 – длительность импульсов. – длительность импульсов.
В данном случае 

Мощность импульса определяется
В данном случае  , , 

Мощность трансформатора с выпрямителем получится в виде:
Коэффициент «3» взят с учётом потерь в ограничительном резисторе и не идеальности формирования импульсов.
Таким образом для расчёта трансформатора получаются следующие исходные данные:
Тогда
Площадь поперечного сечения сердечника определятся выражением:

 Сечение провода определяется из плотности тока Сечение провода определяется из плотности тока 
Проверяем заполнение медью
Коэффициент 1.7 учитывает реальное заполнение и изоляцию. В данном случае имеется большой запас сечения окна по меди, и можно в принципе уменьшить сечение, и это означает, что данные параметры трансформатора вполне реализуемы.
В качестве выпрямительного моста используем мост КЦ 402 В, с параметрами:
Как видно, имеются достаточные запасы по обратному напряжению и выпрямляющему току.
2.8 Расчёт накопительного конденсатора
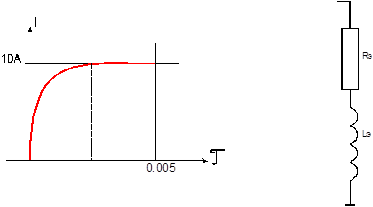
Расчёт проводится из основания обеспечения выходного импульса тока с параметрами:
Электромагнитные параметры:
Длительность импульса составляет  . .
Чтобы работа электромагнита была эффективной, переходный процесс должен закончиться в течении времени


Для этого индуктивность  должна быть должна быть  
Для разряда ёмкости на электромагнит необходимо будет выполнить следующие соотношения:
Принимая  получим
или 
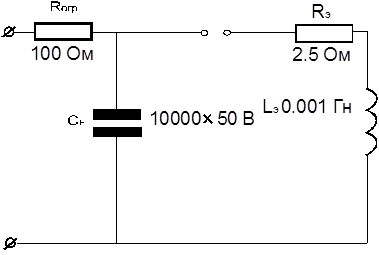
Тогда ёмкость конденсатора должна быть не менее
Таким образом необходима ёмкость

Этому требованию удовлетворяет ёмкость К50 – 18  . .
Ограничительный резистор выбран исходя из возможностей выпрямляющего мостика  . .
Примем 
Тогда постоянная времени заряда накопительного конденсатора будет равна:

Тогда постоянная, обеспечивающая заданную частоту следования импульсов
 
Мощность ограничивающего резистора  определяется соотношением через энергию заряда определяется соотношением через энергию заряда 

2.9 Расчёт прерывателя – формирователя импульсов
Для реализации данной схемы можно применить схему генератора одиночных импульсов на микросхеме 561 ЛН 1, управляющим терристорным ключом К 4202 Н. Для согласования мощности микросхемы и мощности терристором, используется усилитель на транзисторах КТ 315 В, КТ 817 Г.
Питание микросхемы и усилителя осуществляется от стабилизатора – эмитерного повторителя на транзисторе КТ 817 А.
Светодиод АЛ 307 Б сигнализирует о включении питания. Диод КД 202 А служит для защиты терристора от обратных импульсов с электромагнита при выключении (по окончании времени  ). ).
Резистор 1.1 к ( ) устанавливает ток управления терристором (25 мм). ) устанавливает ток управления терристором (25 мм).
Требуемая длительность импульсов обеспечивается подбором ёмкостей в цепи управляющей кромки  (в диапазоне до 10 мкф.) и резисторов в зарядно – резисторной цепочке ( (в диапазоне до 10 мкф.) и резисторов в зарядно – резисторной цепочке ( ) регулировкой 10к потенциометр. ) регулировкой 10к потенциометр.
Постоянная времени в данном случае оценивается как  , то есть сравнима с . , то есть сравнима с .
Т.О. Параметры элементов схемы обеспечивают требуемые параметры импульса на электромагнитный привод.
2.10 Расчет надежности и долговечности ЛЭМД
1) расчет надежности возвратной пружины
Материал пружины проволока 60С2 ГОСТ 9389–75.
σв
=1275·106
Па
– напряжение при однократном нагружении.
σ1=
σв
, σN
=300000000
– действующее значение напряжения.
Принимаем показатель усталости t=8
.
Средняя частота циклов:
ω=1,5 Гц
.
Для найденных значений принимаем:
F1
=0,99999969;
F2
=0,99999971
Вероятность безотказной работы:
Проверка
2) Расчет надежности распорной пружины
Материал пружины проволока 60С2 ГОСТ 9389–75.
σв
=1275·106
Па
– напряжение при однократном нагружении.
σ1=
σв
, σN
=350000000
– действующее значение напряжения.
Принимаем показатель усталости t=8
.
Средняя частота циклов:
ω=1,5 Гц
.
Для найденных значений принимаем:
F1
=0,9999996652;
F2
=0,9999997134
Вероятность безотказной работы:
3) Расчет надежности амортизирующей пружины
Материал пружины проволока 60С2 ГОСТ 9389–75.
σв
=1275·106
Па
– напряжение при однократном нагружении.
σ1=
σв
, σN
=318750000
– действующее значение напряжения.
Принимаем показатель усталости t=8
.
Средняя частота циклов:
ω=1,5 Гц
.
Для найденных значений принимаем:
F1
=0,99999968;
F2
=0,99999971
Вероятность безотказной работы:
4) Расчет надежности ударной пары боек-наковальня
Материал бойка сталь40ХН
σв
=2400·106
Па
– напряжение при однократном нагружении.
σ1=
σв
, – действующее значение напряжения.
σN
=1,1474
·109
Принимаем показатель усталости t=8
.
Средняя частота циклов:
ω=1,5 Гц
.
Для найденных значений принимаем:
F1
=0,9884;
F2
=0,99999971
Вероятность безотказной работы:
5) Расчет надежности подшипников скольжения направляющих бойка
hдоп
=0,2·10-3 м
– допустимый зазор
v=2
– средняя скорость скольжения
Jn
=10-9
– интенсивность изнашивания бронзы Брж80
Для найденных значений принимаем:
F1
=0,99999969;
F2
=0,99999971
Вероятность безотказной работы:
 – вероятность безотказной работы двух подшипников. – вероятность безотказной работы двух подшипников.
6) Расчет надежности подшипников скольжения направляющих наковальни
hдоп
=0,5·10-3 м
– допустимый зазор
v=2
– средняя скорость скольжения
Jn
=10-9
– интенсивность изнашивания бронзы Брж80

Для найденных значений принимаем:
F1
=0,9999996821;
F2
=0,9999997134
Вероятность безотказной работы:
 – вероятность безотказной работы двух подшипников. – вероятность безотказной работы двух подшипников.
Проверка

Суммарная вероятность безотказной работы является произведение вероятностей ее отдельных узлов Р(
t)мех
=0,988442
, при этом самым слабым звеном является ударная пара «боек-наковальня».
Расчет надежности устройства обработки костной ткани можно разделить на две части: расчет надежности механической и электрической части. Расчет механической части на данном этапе проектирования произвести не возможно, так как величины интенсивности отказов элементов γi
, входящих в изделие известны не для каждого элемента.
Расчет электрической части трепанатора возможно произвести по методике, изложенной в []
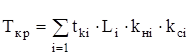
Вероятность безотказной работы определим по формуле:  . .
Средняя наработка до первого отказа: 
где λc
– интенсивность отказа системы,
 , ,
где Ni
– число элементов i-ого типа;
γ – число типов элементов;
t – время;
λi
– интенсивность отказа элементов системы.
Значение λi
берем из таблицы § 3 [8].
Cоставим таблицу для определения λс
.
Номинальная интенсивность отказов элементов электронной части трепанатора
Наименование и тип элементов Обозначение на
схеме
|
Количество элементов Ni
, шт. |
Интенсивность отказов λ
i
, 10 –6
1/час
|
Произведение λ
i
и
Ni
, 10 –6
1/час
|
Резисторы:
МЛТ – 0,125
R
1…
R
4,
R
ц
МЛТ –0.5
R
н,
R
5
Конденсаторы:
К53 –14В С1…С3
К10 – 7В – М750 Сн
КМ – 56 – Н90 Сф
Диоды:
КД105 (109) Б
VD
1…
VD
9
КД202А
VD
10
Транзисторы:
КТ315В
VT
1
КТ817А
VT
2
КТ817 Г.
VT
3
Микросхемы К561 ЛН1
DD
1
|
5
2
3
1
1
9
1
1
1
1
1
1
|
0,4
0,7
1,4
1.4
2,4
2,0
2
3,0
4,6
5,0
3,0
3.0
|
2
1.4
4.2
1.4
2.4
18
2
3
4.6
5
3
3
|
| Итого: |
27 |
28.9 |
50 |
λс
= 50*10 –6
1/час Рс 50*10 –6
1/час Рс  (1000)=0,856
(1000)=0,856
Тср
= 20000 20000
Вероятность безотказной работы всего прибора равна:
P
(1000)=
P
м
(
t
)
P
э
(
t
)=0.846
3. Технологическая часть
3.1 Описание электрической схемы пульта проверки короткозамкнутых витков катушки
Электрическая схема пульта состоит: из блока питания, включающего в себя понижающий трансформатор – ТР-1 и выпрямитель на диодах Д4 – Д7; фильтра из конденсаторов исключающих взаимное влияние напряжений транзисторов; стабилизатора напряжения Д 8 – Д11; генератора звуковой частоты, выполненного на лампах Л1 и Л2 (или полевых транзисторах Т1 – Т2); выходного транзистора ТР 2; мостовой схемы с измерителем ИП – 1 и измерительной катушки индуктивности l1 с сердечником, на который надевается проверяемая катушка.
Мостовая схема реагирует на изменения индуктивности в цепях измерительной катушки l1, вызываемые наличием в проверяемой катуше К3В.
Настроечная цепь питается через трансформатор ТР 2 и сопротивление R18. При измерениях сравнивается два напряжения:
1) выпрямленное диодом Д2 напряжение, пропорциональное напряжению настроечной цепи;
2) напряжение в цепи выходного трансформатора ТР 2, которое по величине равно выпрямленному напряжению с Д1, пропорционального напряжению питания.
Поэтому любое изменение напряжения, вызванного наличием КЗВ проверяемой катушки, вызывает отклонение стрелки микрометра ИП 1.
Напряжение настроечной цепи практически не зависит от емкостной составляющей полного сопротивления проверяемой катушки из-за низкой частоты (около 400 Гц).
Предварительная настройка схемы осуществляется резисторами R 10, R 16, R7, R 17; окончательная балансировка моста осуществляется потенциометром R20. Контроль работы схемы осуществляется кнопкой КН 1.
Исходя из предложенной схемы на лицевую панель пульта необходимо вынести: сердечник измерительной катушки L 1, измерительный прибор ИП 1, кнопку КН 1, ручку потенциометра R 20, выключатель сети В 1 и сигнальную лампу Л 3.
3.2 Описание конструкции пульта
Пульт представляет собой коробчатую конструкцию. На передней панели (поз. 1) располагается измерительный прибор – микроамперметр, выключатель питания, ручка регулятора подстречного резистора R 20 (см. электрическую схему), кнопка проверки чувствительности прибора КН 1 и сигнальная лампочка, сигнализирующая отключение пульта. На переднюю панель выведен также измерительный стержень катушки индуктивности (поз. 4).
Передняя панель соединяется с задней стенкой (поз. 6) двумя основаниями (поз. 5); в нижнем основании прикреплены четыре ножки (поз. 7). На внутренних сторонах панели (поз. 1) и стенки (поз. 6) закрепляется плита (поз. 2), на которой смонтирован блок питания пульта, фильтр, генератор и измерительный мост согласно электрической схемы.
На задней стенке закрепляется разъем (поз. 14); сверху и сбоку пульт закрыт кожухом (поз. 3).
3.3 Методика испытаний на коротко замкнутость витков катушки
1. Включить пульт в сеть ~ 220 В и прогреть в течение трёх минут.
2. Откорректировать ручкой потенциометра R 20 цепь измерительного моста, установив стрелку миллиамперметра на ноль.
3. Нажать и отпустить кнопку КН 1 для проверки чувствительности пульта: при этом стрелка миллиамперметра должна отклоняться на восемь делений, не менее.
4. Медленно одеть проверяемую катушку на измерительный стержень, следя за показаниями миллиамперметра.
5. При резком броске стрелки прибора передвигать катушку по измерительному стержню не следует, т. к. это свидетельствует о большом количестве коротко замкнутых витков в проверяемой катушке.
6. При работе с пультом рекомендуется сравнивать качество испытуемых катушек с эталонной.
3.4 Описание конструкции литьевой формы
Форма литьевая предназначена для изготовления каркаса и щеки катушки на литьевой машине для переработки пластмасс. Форма литьевая позволяет изготавливать одновременно два каркаса и две щеки.
В состав формы входят следующие основные детали:
– плита крепежная (поз. 12), которая центрируется фланцем (поз. 1) и кольцом (поз. 11) к неподвижной части литьевой машины и крепится на ней с помощью прихватов;
- плита крепежная (поз. 18), которая центрируется фланцем (поз. 2) и кольцом (поз. 11) к подвижной части литьевой машины;
К плите (поз. 18) винтами (поз. 37) закрепляется форма-плита (поз. 17) с четырьмя матрицами (поз. 21), формообразующими знаками (поз. 20, 28) и литниковой втулкой (поз. 23); здесь же крепится четыре направляющих колонки (поз. 4 и 5).
Плита (поз. 12) через два бруса (поз. 3) и колонок (поз. 8) винтами (поз. 38) соединяется с промежуточной плитой (поз. 15). По колонкам (поз. 8) через направляющие втулки (поз. 9) могут перемещаться соединенные между собой винтами (поз. 36) плита (поз. 13) и плита выталкивателей (поз. 14) с четырьмя толкателями (поз. 25) вместе с толкателями (поз. 29) для выталкивания готовых изделий. В центральной части плиты (поз. 13) ввёрнут хвостовик (поз. 10) и толкатель (поз. 24), которыми и осуществляется перемещение плит (поз. 13, 14) в осевом направлении.
Плита (поз. 15) соединена со знакодержателем (поз. 16), несущим знаки (поз. 19,27).
Внутри плит (поз. 16, 17) размещены трубки (поз. 26) для охлаждения готовых изделий.
Работа литьевой формы происходит следующим образом: в момент времени, когда половины литьевой формы сомкнуты, через литниковое отверстие втулки (поз. 23) и литниковые пазы матрицы (поз. 21) формообразующие полости заливается расплавленная пластмасса. После выдержки под давлением включается охлаждение – вода, текущая по трубкам (поз. 26) и пластмасса затвердевает.
Далее происходит разъем формы и извлечение готовых изделий. Для этого подвижная плита (поз. 18) вместе с форма – плитой (поз. 17) перемещаются колонками (поз. 4, 5) по втулкам (поз. 6, 7) вправо, обнажая готовые изделия.
Затем с помощью хвостовика (поз. 10) и толкателя (поз. 24) начинает перемещаться плита (поз. 14) с толкателями (поз. 25, 29), которые выталкивают готовое изделие.
4. Экономическая часть
4.1 Расчёт капитальных затрат при производстве устройства
Расчёты будут относиться только к модернизированным частям узлов прибора.
Материальные затраты к калькуляции себестоимости приведены в таблице 5.1.1.
Затраты на основные материалы рассчитываются по формуле:
 , ,
где mi
– норма расхода i-го материала на изготовление изделия;
Цi
– цена единицы измерения i-го вида материалов, руб.;
Стз
=7 – транспортно-заготовительные расходы, выраженные в% от стоимости материалов, %.
 27.90 руб. 27.90 руб.
Таблица 4.1.1 – Материальные затраты
| Наименование затрат |
Единица
измере-
ния
|
Норма
расхода на
изделие, mi
|
Цена
едини-
цы
измерения Цi
, руб.
|
Всего,
руб.
|
| Метизы |
кг |
0.124 |
50 |
6.2 |
| Кабели и провода |
м |
3 |
15 |
45 |
| Электроизоляционные материалы |
м |
2.70 |
9 |
24.3 |
| Латунный прокат |
кг |
0.150 |
67 |
10.50 |
| Итого |
90.55 |
Затраты на комплектующие изделия и полуфабрикаты рассчитываются по формуле:
 , ,
где Nj
– норма расхода j-го вида комплектующих изделий, полуфабрикатов на одно изделие;
Цkj
– цена единицы j-го комплектующего изделия, полуфабриката, руб.
 213.63 руб. 213.63 руб.
Себестоимость покупных изделий
Наименование комплектующих
изделий
|
Норма
расхода на изделие Nj
, шт.
|
Цена
единицы расхода Цkj
, руб.
|
Всего, руб. |
| Резисторы |
8 |
2.30 |
18.4 |
| Конденсаторы |
7 |
1.50 |
10.50 |
| Диоды |
10 |
2 |
20 |
| Микросхемы |
1 |
30 |
30.00 |
| Вилка |
4 |
4.00 |
16.00 |
| Розетка |
5 |
3.50 |
17.50 |
| Соединительный шнур |
1 |
15.00 |
15.00 |
| Переключатель |
1 |
1.50 |
1.50 |
| Итого |
110.5 |
Основная заработная плата:
 456.87 руб., 456.87 руб.,
где  – стоимость нормочаса i-ой операции, руб.; – стоимость нормочаса i-ой операции, руб.;
 – количество нормочасов i-ой операции, часы. – количество нормочасов i-ой операции, часы.
Расчёт дополнительной заработной платы производственных рабочих производится по формуле:
 , ,
где  – процент дополнительной заработной платы и премий, %. – процент дополнительной заработной платы и премий, %.
 90.74 руб. 90.74 руб.
Трудовые затраты
| Виды работ |
Трудоёмкость и зарплата |
| Нормо-часы Тk
, часы |
Стоимость нормо-часа Сk
, руб. |
Тарифная зарплата, руб. |
| Автоматные |
0.3 |
4.40 |
1.32 |
| Отрезные |
0.5 |
3.80 |
1.90 |
| Револьверные |
2.0 |
4.70 |
9.40 |
| Расточные |
0.2 |
4.90 |
3.65 |
| Фрезерные |
0.8 |
4.70 |
3.65 |
| Токарные |
2.0 |
4.50 |
9.00 |
| Шлифовальные |
0.6 |
5.00 |
3.00 |
| Штамповочные |
0.3 |
4.10 |
1.25 |
| Сверлильные |
0.5 |
4.50 |
2.25 |
| Программно-комбинированные |
1.2 |
4.90 |
5.90 |
| Прессовочные |
0.1 |
3.90 |
0.40 |
| Намоточные |
0.78 |
4.40 |
3.45 |
| Промывочные |
0.8 |
3.80 |
3.05 |
| Сборочные |
5.0 |
4.90 |
24.50 |
| Монтажные |
10.0 |
4.50 |
45.00 |
| Регулировочные |
2.0 |
5.20 |
10.40 |
| Проверочные |
1.3 |
5.00 |
6.50 |
| Итого |
25.22 |
129.72 |
Отчисления на социальное страхование определяется по формуле:
 , ,
где  – процент отчислений на социальные нужды, %. – процент отчислений на социальные нужды, %.
 86.836 руб. 86.836 руб.
Накладные расходы вычисляются по формуле:
 , ,
где  – процент накладных расходов, %. – процент накладных расходов, %.
 65.97 руб. 65.97 руб.
Полная себестоимость одного изделия:
 991.946 руб. 991.946 руб.
Оптовая цена определяется по формуле:
 , ,
где Р=20 – уровень рентабельности предприятия, %.
 1190.34 руб. 1190.34 руб.
Трудоёмкость конструкторских работ можно определить по формуле:
 , ,
где  – трудоёмкость конструкторских работ на определённый формат чертежа; – трудоёмкость конструкторских работ на определённый формат чертежа;
 – число листов чертежей соответствующего формата; – число листов чертежей соответствующего формата;
 – коэффициент новизны]; – коэффициент новизны];
 – коэффициент сложности. – коэффициент сложности.
 нормочасов. нормочасов.
Стоимость конструкторских работ вычислим по формуле:
 , ,
где Скр
=5 – цена одного часа конструкторских работ, руб.
Ккр
=1638.65 руб.
Вычислим капитальные затраты:
К=Ккр
=1638.65 руб.
Годовой экономический прирост:
 , ,
где Цс
– цена аппарата до модернизации, руб.;
Цн
=Цс
+Цм
– цена аппарата после модернизации, руб.;
N=1500 – количество аппаратов, выпускаемых за год, шт.;
e=30 – норма дисконта, %.
Эг
=209040 руб.
Чистый дисконтированный доход вычисляется по формуле:
ЧДД= , ,
где Кд
t
– коэффициент дисконтирования;
t– номер года.
 . .
t=1 Кд1
=0.77
t=2 Кд
2
=0.59
t=3 Кд
3
=0.46
t=4 Кд
4
=0.35
t=5 Кд
5
=0.27
ЧДД=54883,92 руб.
Оценку качества устройства, выступающего в качестве модернизируемого изделия, будем производить на основе комплексного показателя качества.
Составим иерархическую модель качества, в которой присутствуют все необходимые параметры и характеристики модернизируемого устройства:
Качество:
¾ Соответствие потребностям
¾ Цена
(1);
¾ Гибкость в управлении;
¾ Безопасность
(2);
¾ Перемещаемость
(3);
¾ Потребляемая мощность
(4);
¾ Удобство питания
(5);
¾ Время непрерывной работы
(6);
¾ Дизайн (7);
¾ Габариты
(8);
¾ Масса
(9);
¾ Гарантийный срок службы
(10);
¾ Наличие основных блоков и устройств
¾ Блок питания;
¾ Блок управления;
¾ ЛЭМД;
¾ Соответствие конструкции
¾ Материалы рабочих органов
(11);
¾ Точность деталей;
¾ Унификация элементной базы
(12);
¾ Взаимозаменяемость элементов;
¾ Точность выходных параметров
(13);
¾ Надежность
¾ Вероятность безотказной работы
(14);
¾ Средняя наработка на отказ;
¾ Ремонтопригодность;
¾ Долговечность.
Из всех существующих компонент выбираются наиболее важные (подчёркнуты). Выбранные компоненты будут использованы ниже в пунктах 4), 5), 7).
Для оценки качества аппарата были приглашены несколько экспертов. Последовательность проведения экспертизы:
1) Выявляется соответствие экспертов следующим требованиям:
а) достаточно высокий уровень общего интеллектуального развития;
б) квалификация исследуемой области;
в) способность адекватно отражать и описывать исследуемые категории и явления;
г) умение чётко и ясно выражать свои суждения и аргументировать их.
Все представленные эксперты соответствуют представленным выше требованиям.
2) Определение уровня компетентности каждого из экспертов.
Коэффициент компетентности каждого i-го эксперта определим по формуле:
 , ,
где kai
– коэффициент аргументации i-го эксперта;
koci
– коэффициент осведомлённости;
kamax
=kocmax
=1 – максимальные значения коэффициентов.
Данные о компетентности заносятся в таблицу 5.1.4.
Таблица 5.1.4 – Уровень компетентности i-го эксперта.
| Индекс |
Ф.И.О. Эксперта |
kai
|
koci
|
kki
|
| К1 |
Плотников П.К. |
0.8 |
0.7 |
0.95 |
| К2 |
Рамзаев А.П. |
0.9 |
1 |
0.75 |
| К3 |
Черепанов Д.В. |
0.7 |
0.4 |
5.5 |
3) Проверка представительности экспертной группы.
 , ,
где n=3 – количество экспертов, чел.
W=0.75.
Группа экспертов считается представительной, если выполняется условие: 0.66£W£1. Видно, что условие выполняется, следовательно группу экспертов можно считать представительной.
4) Степень весомости и важности показателя в изделии.
Оценка степени влияния показателя на уровень качества приведена в таблице 5.1.5.
В таблицу 5.1.6 занесены данные о степени весомости и важности показателей в изделии.
Кво
j
= , ,
где К0
j
– общий j-ый показатель для всех экспертов.
Оценка степени влияния показателя на уровень качества
| Степень влияния показателя на уровень качества |
Оценка
степени
|
| Практически не влияет на уровень качества |
0 |
| Слабо влияет |
0.3 |
| Влияет |
0.5 |
| Сильно влияет |
0.8 |
| Необходим |
1 |
5) Степень осуществления j-го показателя в аппарате до и после модернизации записана в таблице 5.1.7.
6) Обобщённый показатель качества после модернизации аппарата:
 , ,
где m=14 – число важных компонент.
 62.81 62.81
Koj
= . Обобщённый показатель качества до модернизации: . Обобщённый показатель качества до модернизации:
Степень весомости и важности показателя в изделии

где Kв
ij
– оценки i-го эксперта по j-му важному компоненту.
1£j£18 – диапазон изменения важных компонент;
Kво
j
– обобщённая оценка j-ой компоненты.
Степень осуществления j-го показателя до/после модернизации

где 0£Кij
£10 – значения j-ых показателей для каждого i-го эксперта;
Koj
– обобщённая оценка степени осуществления j-ой компоненты.
 . .
 =51.9 =51.9
Модернизация прибора оправдана, если выполняется следующее условие:
Цс
+Цм
£ , ,
где Цс
=870 – цена аппарата до модернизации, руб.
870+237.35£
1053.087£1107.35
Видно, что условие выполняется, следовательно проведённая модернизация устройства для обработки биологических тканей экономически целесообразна.
Таким образом, компьютер во многих случаях заменит работу.
Сводные технико-экономические показатели
| Показатели |
Единицы
измерения
|
Результаты |
| Материальные затраты |
руб. |
27.9 |
| Затраты на комплектующие изделия |
руб. |
74.85 |
| Основная заработная плата |
руб. |
149.72 |
| Дополнительная заработная плата |
руб. |
29.94 |
| Отчисления на социальное страхование |
руб. |
70.07 |
| Накладные расходы |
руб. |
24.97 |
| Себестоимость модернизации одного изделия |
руб. |
197.79 |
| Цена модернизации одного изделия |
руб. |
237.35 |
| Уровень рентабельности |
% |
20 |
| Стоимость конструкторских работ |
руб. |
1638.65 |
| Капитальные затраты |
руб. |
1638.65 |
| Годовой экономический прирост |
руб. |
209040 |
| Чистый дисконтированный доход |
руб. |
54883.92 |
| Цена аппарата после модернизации |
руб. |
44857.35 |
| Потребляемая мощность |
Вт |
<503 |
| Средний срок службы до списания |
лет |
4 |
| Масса |
кг |
0.340 |
| Средняя наработка на отказ |
ч |
2000 |
| Средняя интенсивность эксплуатации |
ч/сутки |
8 |
| Объём выпуска |
шт./год |
1500 |
5. Маркетинговые исследования
5.1 Общий анализ рынка и перспектив его развития
Устройство для обработки биологических тканей (в дальнейшем просто устройство) предназначен для хирургической обработки костных, хрящевых и мышечных тканей пациента.
Устройство изготавливается для нужд народного хозяйства и на экспорт.
Область применения – хирургические и стоматологические отделения клиник и больниц, частных стоматологических кабинетов и т.д.
Перспектива развития производства данного устройства в рамках Саратовской области:
- Саратов и Саратовская область богата крупными клиниками, специализированными больницами и другими специализированными медицинскими учреждениями, что позволяет судить о широком рынке сбыта данной продукции;
- существование в Саратове таких крупных приборостроительных предприятий как «Корпус», «Завода им. Серго Орджоникидзе», которые имеют в своей структуре отделы, занимающиеся непосредственно выпуском устройств медицинской техники, что позволяет использовать накопленный ими опыт и потенциал для освоения производства.
- В Саратове может вестись подготовка специалистов (И.Т.Р., производственных рабочих). Количество учебных заведений всевозможного уровня (ВУЗы, колледжи) как технических, так и гуманитарных направлений, и особенно интересующих нас медицинских, инженерных и стоматологических позволяет надеяться на успешное внедрение разрабатываемого устройства в сферу здравоохранения.
- Органы власти ведут поддерживающую политику в отношении внедрения производства новых изделий, что даёт возможность трудоустройства.
Негативные стороны развития производства:
- налоговая система тормозит развитие производства.
- Отечественная техника на несколько порядков уступает зарубежным аналогам (не учитывается дизайн изделий, особенности работы и условий эргономичности).
5.2 Мотивы и побуждения приобретения
Мотивом приобретения данного образца устройства для обработки биологических тканей являются следующие его достоинства:
1) масса аппарата (вместе с блоком питания и набором сменных инструментов) не превышает 300 грамм;
2) геометрические размеры устройства, его форма (разрабатывающаяся как более эргономичная и удобная) позволяют использовать его с наибольшей полезной отдачей в условиях хирургических и стоматологических операций;
3) в отличие от предыдущего образца, разрабатываемое устройство питается от бытовой сети (220 В, 50 Гц);
4) при том, что геометрические размеры устройства уменьшены почти вдвое, импульс удара не уменьшился, что не позволяет сомневаться в его используемости.
5.3 Методы и структуры сбыта
Данный прибор рассчитан на узкий круг потребителей, т. к. является специфическим товаром. Поэтому применительным является прямой метод сбыта, т.е. когда отсутствуют посредники, а связь идёт непосредственно между производителем и покупателем (потребителем).
Это связано с тем, что желательно избегать затрат на посреднические услуги.
5.4 Методы продвижения товара и рекламная поддержка
Для формирования положительного образа и товара, а также формирования спроса и стимулирования сбыта, используем также основные элементы коммуникативной политики как реклама и личная продажа.
Использование личной продажи в данном случае заключается в сокращении бесполезной аудитории, так как устройство не является товаром широкого потребления.
Для реализации личной продажи на предприятии вводится такая структурная единица, как отдел продаж, где работают люди, разбирающиеся не только в экономических дисциплинах, но и знающие технологию изготовления, производство в целом и каждую конкретную модель со всеми её параметрами.
Реклама медицинской техники должна давать полное представление о товаре, поэтому рекламные средства в данном случае могут быть следующими:
- Проведение различных семинаров и конференций медицинской тематики с раздачей бесплатных брошюр, прайс-листов, проспектов;
- Использование средств связи: почты, телеграфа и т.д. Печатная иллюстрированная продукция должна содержать полный комплекс информации о продукте;
- Участие в тематических выставках и ярмарках.
6. Безопасность разрабатываемого технического устройства
6.1 Техническая безопасность (электробезопасность) устройства для обработки биологических тканей
Известно, что электрический ток, проходя через организм человека, оказывает отрицательное (термическое, электролитическое и биологическое) воздействие. Это многообразие воздействия электрического тока нередко приводит к электротравмам, которые можно свести к двум видам: местным электротравмам и общим электротравмам.
Местные электротравмы – это четко выраженные местные повреждения тканей организма, вызванные воздействием электрического тока или электрической дуги. Различают следующие местные электротравмы:
– электрические ожоги – могут быть вызваны протеканием тока через тело человека (токовый или контактный ожог), а также воздействием электрической дуги на тело человека (дуговой ожог).
– электрические знаки – четко очерченные пятна серого или бледно – желтого цвета диаметром 1 – 5 мм на поверхности кожи человека, подвергшегося действию электрического тока.
– металлизация кожи – это проникновение в верхние слои кожи мельчайших частичек металла, расплавившегося под действием электрической дуги.
– механические повреждения являются следствием резких непроизвольных судорожных сокращений мышц под действием тока, проходящего через тело человека. В результате могут произойти разрывы кожи, кровеносных сосудов и нервной ткани, вывихи суставов или даже переломы костей.
– электроофтальмия – воспаление наружных оболочек глаз, возникающее в результате воздействия мощного потока ультрафиолетового излучения
электрической дуги.
На силу поражения электрическим током оказывает влияние частота электрического тока, сила тока и длительность воздействия. Наиболее опасной является промышленная частота (50 Гц). Человек начинает чувствовать ток данной частоты при значении 0,6 – 1,5 мА. Ток 10 – 15 мА вызывает сильные и весьма болезненные судороги мышц (неотпускающий ток). При силе тока 25 – 50 мА наступает нарушение дыхания. При 100 мА ток оказывает непосредственное влияние и на мышцу сердца, при длительности более 0,5 с ток может вызвать остановку или фибрилляцию сердца.
Отсюда следует, что для электробезопасности пациента и обслуживающего персонала необходимо предотвращение следующих явлений: протекания тока опасной величины через тело человека и воздействия электрической дуги на человека. Эти явления предотвращаются использованием низкого напряжения питания устройства (24В) и отсутствием в конструкции элементов, могущих вызвать явление электрической дуги при работе устройства. При проведении операции хирург и пациент непосредственно контактируют с металлическим корпусом прибора. Корпус прибора заземлен см. рис
Заземление корпуса устройства, корпуса блока питания исключает поражение электрическим током пациента и обслуживающего персонала.
6.2 Экологичность устройства для обработки биологических тканей
Экологичность устройства заключается в отсутствии загрязнения окружающей среды отходами работы устройства и возможностью утилизации устройства по истечению срока службы.
Конструкция устройства предусматривает применение материалов, не выделяющих при работе вредных веществ в атмосферу. При стериализации устройства перед операцией не допускается использование химических растворителей и токсических веществ, вредных для здоровья. Также путем применения соответствующих технологий утилизации отходов возможна почти полная переработка компонентов устройства (радиодеталей с выделением драгоценных металлов, переплавка металлических деталей и т.д.). Электромеханические устройства обычно являются источником повышенного шума и вибраций. В данном устройстве для снижения шума применяются направляющие с подшипниками скольжения. Ударная пара боек-наковальня находится внутри герметичного корпуса. Такое конструктивное решение обеспечивает снижение уровня шума на величину порядка 10 дБ.
6.3 Устройство для обработки биологических тканей как источник чрезвычайной ситуации (пожаробезопасность устройства для обработки биологических тканей)
Пожары представляют большую опасность для работающих и могут причинить огромный материальный ущерб.
Пожарная безопасность может быть обеспечена мероприятиями противопожарной профилактики и активной пожарной защиты.
Причины пожаров технического характера и соответствующая им частота случаев (%) следующие:
Нарушение технологического режима 33%
Неисправность электрооборудования 16%
Самовозгорания 13%
Несоблюдение графика планового ремонта,
износ и коррозия 10%
Конструктивные недостатки оборудования 7%
Ремонт оборудования на ходу 2%
Видно, что наибольшее число возникновения пожаров происходит от нарушения технологического режима, т.е., нерушения правил использования оборудования, в связи с чем эффективной мерой предотвращения пожаров является допуск к работе с устройством только квалифицированного персонала и проведение регулярного инструктажа с персоналом. Также важной мерой является регулярная проверка и правильный монтаж электрооборудования. Технологически это достигается правильной изоляцией и подключением электросетей, выбором провода соответствующего сечения. Защита от самовозгораний сводится к своевременной уборке материалов, подверженных самовозгоранию (напр., промасленной ветоши) после очередной профилактики устройства. Недопустима также эксплуатация устройства в изношенном или поврежденном состоянии, необходимо регулярное проведение профилактики устройства и своевременного ремонта. Кабинет, где установлено устройство должен быть оборудован углекислотным огнетушителем и электрическая сеть кабинета должна иметь местный рубильник, пожарную сигнализацию и аварийное освещение.
Заключение
1. По разработанным чертежам изготовлен и апробирован блок питания и ЛЭМД
2. Устройство для обработки биологических тканей, модернизация которого проведена в процессе дипломного проектирования, приобрело такие положительные качества, отсутствовавшие у предыдущего образца, как меньший диаметр (около 60 – ти миллиметров у старого образца, и 30 миллиметров у нового), что делает его более удобным и применимым на практике в условиях хирургических операций на костных тканях, а также в стоматологии и даже в процессе проведения косметических операций;
Питание устройства происходит от стандартной сети (220 В, 50 Гц), для чего был спроектирован и рассчитан блок питания, включающий в себя также фильтр от помех в сети, делающий работу устройства более надёжной;
Устройство сохранило такие немаловажные положительные качества, как достаточный импульс удара, возможность замены инструмента;
Спроектированное устройство отвечает всем требованиям, предъявляемым к электро – медицинским приборам (выходное напряжение с блока питания – 27 В).
В пояснительную записку к проекту включены исследования по организационно – экономической части, безопасности устройства, технологии, а также произведён патентный поиск на предмет существующих трепанаторов и линейных двигателей.
Ещё одно немаловажное исследование экономических показателей модернизированного устройства показало, что его производство на малом приборостроительном предприятии более выгодно, ибо его себестоимость меньше (за счёт уменьшения расхода материала и трудоёмкости работы при его производстве).
Литература
1. Агаронянц Р.А. Динамика, синтез и расчет электромагнитов. – М.: Наука, 1967. – 269 с.
2. А.с. №540631 СССР, МПК А61В 17/16, Устройство для обработки костей / Болдырев Р.Н., Воинов В.П, Мулюков К.И., Кацнельсон Н.Б., Купряшкин Е.А., 1976.
3. А.c. №578062 СССР, МПК А61В 17/16, Устройство для обработки костей / Воинов В.П., Болдырев Р.Н., Мулюков К.И., 1980.
4. А.с. №688187 СССР, МПК А61В 17/16, Устройство для обработки костей / Воинов В.П., Ведерников Н.М., Болдырев Р.Н., 1981.
5. А.с. №860753 СССР, А61В 17/16, Устройство для обработки костей / Воинов В.П., Ведерников Н.М., 1981.
6. А.с. №895419 СССР, МПК А61В 17/16. Устройство для обработки костей / Воинов В.П., Бучин В.Г., 1982.
7. А.с. №925326 СССР, МПК А61В 17/16, Устройство для обработки костей / Шумада И.В., Яворский Ю.Д., Катонин К.И., 1982.
8. А.с. №836353 СССР, МПК А61В 17/16, Устройство для обработки костей / Ведерников Н.М. Воинов В.П., Бучин В.Г., 1982.
9. А.с. №950358 СССР, МПК А61В 17/16, Устройство для трепанации костей черепа / Зененов Е.С., 1982.
10. А.с. №969258 СССР, МПК А61 В 17/16, Ультразвуковое устройство для механической обработки костных тканей / Григорьев А.М., Крючок А.Г., 1982.
11. А.с. №1144695 СССР, МПК А61В 17/16, Устройство для обработки костных тканей / Цыбульский А.П., Репин В.А., 1985.
12. А.с. №1152577 СССР, МПК А61В 17/16, Двигатель колебательный пневматический ротационный для хирургических инструментов / Зененов Е.С., Кильнинов А.А., 1985.
13. А.с. №1153897 СССР, МПК А61В 17/16, Механизированный инструмент для резания костных тканей / Сабатов В.Х.; Репин В.А., 1985.
14. А.с. №1245304 СССР, МПК А61В 17/16, Устройство для разрезания костных тканей / Сабитов В.Х., Репин В.А., 1986.
15. А.с. №1245305 СССР, МПК А 61 В 17/16 А1. Устройство для разрезания костных тканей / Сабитов В.Х., Репин В.А., 1986.
16. А.с. №1498472 СССР, А61B 17/16, Зубоврачебный инструмент / Шаровецкий Г.Г., 1989.
17. Близняков Л.В. Краткий справочник технолога машиностроителя и мастера механических цехов. – Рязань: Рязан.книж. из-во, 1963. – 310 с.
18. Бочарова М.Д. Электротехнические работы Б.С. Якоби. – М.-Л.: Госэнергоиздат, 1959. – 232 с.
19. Волчек В.И. Основы отаринтологии. – Ленинград, 1939.
20. Гжиров Р.И. Краткий справочник конструктора. – Л. Машиностроение, 1984. – 480 с.
21. Заплетохин В.А. Конструирование соединений деталей в приборостроении. Справочник. – Л.: Изд-во Лен.ун-та, 1974.
22. Заплетохин В.А. Конструирование соединений деталей в приборостроении. Справочник. – Л.: Машиностроение, 1985. – 223 с.
23. Иванов В.И., Дуйденко Б.Н., Тлегенов Ш.К. Расчет энергии разрушения при дроблении кости // Известия ВУЗов «Пищевые технологии», 1988. – №2. – С117–118.
24. Кнетс И.В. и др. Деформирование и разрушение твердых биологических тканей. – Рига: Зинатне, 1980. – 319 с.
25. Пановко Я.Г. Основы прикладной теории колебаний и удара. – Л.: Политехника, 1990. – 272 с.
26. Патент №2012251 России, МПК А61В 17/16, Электромеханическое устройство для резания костных тканей, остетотомии, введения и извлечения штифтов при остеосинтезе и для массажа / Бородин В.В., 1992.
27. Патент №2102018 России, МПК А61В 17/16, Устройство для обработки тканей / Рамзаев А.П., Рогова Е.Г., Ходаковский А.В., 1998.
28. Тер-Акопов А.К. Динамика быстродействующих электромагнитов. – М.: Энергия, 1965. – 230 с.
29. 175.658.305 Хирургическое буровое долото программы маршрутизации.
30. 185.638.290. блок, составляющий шпиндель бора для расширения отверстий и бор для расширения отверстий для хирургии.
31. 195.591.170. Костно – мозговое рассечение кости.
32. 345.376.092. Бор для расширения отверстий для формирования углублений кости.
33. 485.055.105 Буровое долото костного сверла.
34. 594.884.571. Черепной перфоратор с повторно используемым режущим сегментом.
35. 694.600.006 Черепной перфоратор.
|