Введение
Традиционные способы тепловой обработки занимают большую часть времени в общем цикле изготовления бетонных и железобетонных изделий, а коэффициент использования энергии не превышает 40%.
Попытки сократить продолжительность тепловой обработки и интенсифицировать производство сборного железобетона за счёт ускорения процесса разогрева приводят к нарушениям структуры бетона и существенному ухудшению его свойств.
При разогреве свежеуложенного бетона происходит расширение его компонентов. Это расширение не одинаково, у воды оно на порядок выше, чем у заполнителей, а у воздуха на два порядка. При температуре более 600
С вода интенсивно переходит в пар, из неё выделяется растворённый воздух, в итоге, из одного грамма воды образуется около 2 л паровоздушной смеси. В стеснённых условиях (в форме) это приводит к появлению внутреннего избыточного давления, разрыхляющего бетон, вызывающего образование капилляров, направленных к открытым поверхностям.
Эти дефекты необратимы, они усиливаются с ускорением разогрева свежеуложенного бетона. Прочность, непроницаемость, морозостойкость бетона падают в 2 раза и более.
Положительное решение этих вопросов может быть получено при предварительном разогреве бетонной смеси, впервые использованном в нашей стране в монолитном строительстве, а затем и в заводском производстве сборного железобетона.
Сущность метода, называемого также горячим формованием заключается в том, что бетонная смесь подвергается быстрому разогреву до 60…900
С в течение 1…10 минут с последующим уплотнением в форме. Это сокращает продолжительность тепловой обработки, т. к. отпадает необходимость в предварительной выдержке и существенно сокращается период разогрева бетона либо он полностью отпадает. Исследования показали, что электротепловой импульс, внесённый в смесь до начала структурообразования, ускоряет гидратацию и экзотермию, а виброуплотнение горячей смеси способствует образованию более плотной структуры бетона. Для электроразогрева применяют одно- и трёхфазный переменный ток с частотой 50 Гц, т. к. постоянный ток вызывает электролиз воды в бетоне.
Предварительный разогрев заметно уменьшает опасность деструктивных процессов в бетоне, что положительно сказывается на его свойствах и качестве изделий.
Реклама

Непрерывный способ разогрева наиболее эффективен в оборудовании непрерывного действия на технологических линиях с непрерывным или продолжительным процессом формования и интенсивным потоком смеси, т.е. на конвейерных линиях, линиях с вибропрокатным, двухъярусным и трёхъярусным станами, с кассетными установками. В ряде случаев этот способ применим при коротком цикле формования на конвейерных и агрегатно-поточных линиях.
По сравнению с цикличным непрерывный разогрев позволяет: обеспечить непрерывным потоком горячей смеси, уменьшить мощность или количество однотипного технологического оборудования благодаря одновременному выполнению всех технологических операций в одном агрегате, упростить регулирование скорости подъёма температуры смеси в процессе разогрева и осуществлять его в более широких пределах, уменьшить установленную для разогрева смеси электрическую мощность.
1. Теоретические основы
Предварительный разогрев бетонных смесей по способу осуществления процесса и характеру действия аппаратов подразделяется на порционный и непрерывный. По виду используемой энергии или теплоносителя и способу их подачи различают: электроразогрев, пароразогрев, предварительный подогрев исходных компонентов. По особенностям разогрева и горячего формования и спользуется предварительный разогрев в специальных аппаратах и непосредственно в формах.
Порционный разогрев заключается в разогреве определённого количества бетонной смеси, рассчитанного на весь объём или кратную часть объёма изделия.
Непрерывный способ заключается в том, бетонная смесь перемещается в зоне разогрева, разогреваясь к концу зоны до требуемой температуры.
Выбор способа и аппаратов для предварительного разогрева бетонных смесей определяется конструкцией изделий, особенностями технологий, требуемой производительностью и др.
Непрерывный разогрев целесообразен при конвейерной технологии и высокой производительности, как правило, более 10м3
/ч. Вопрос об использовании форсированного разогрева бетонной смеси непосредственно в форме должен решаться с учётом армирования изделий. В случае предварительного подогрева воды и заполнителей повышаются требования к соблюдению температурных режимов и качеству исходных материалов.
Во всех случаях для уменьшения теплопотерь аппараты для предварительного разогрева бетонных смесей необходимо располагать ближе к постам формования. Возможны варианты использования вторичных смесителей и д.р. аппаратов непосредственно на постах формования.
Реклама

Непрерывный способ разогрева характеризуется постоянной в объёме электродной камеры температурой смеси, равной среднеарифметическому начальной и конечной температур разогрева.
Постоянство средней температуры обеспечивает постоянство электросопротивления разогреваемой смеси конкретного состава. Это позволяет использовать непрерывный разогрев в целях уменьшения максимально потребляемой мощности при нерегулируемой скорости подъёма температуры в смеси.
Разогрев и укладка бетонной смеси производится непрерывно. Поток смеси должен быть, как правило, равномерным, заданной интенсивности. Последняя определяется с учётом допустимых тепло- и влагопотерь, а так же скорости загустевания горячей смеси в процессе формования и должна быть не менее 10м3
/ч.
Смесь может нагреваться от начальной температуры 5 – 20 0
С до конечной 80 – 95 0
С. Конечная температура зависит от вида цемента, состава смеси и определяется для каждого случая опытным путём. При этом соблюдаются следующие условия:
а) количество дополнительно вводимой в состав бетонной смеси воды (для ликвидации возникающего при разогреве смеси снижения удобоукладываемости) не должно превышать 10 – 15% обычного водосодержания.
б) если дополнительная вода приводит к расслоению смеси, для сохранения связности в смесь вводят гидрофобнопластифицирующие, микропенообразующие, поверхностно-активные добавки (мылонафт, асидол-мылонафт, абиетат натрия, СНВ).
в) прочность бетона из разогретой смеси с увеличенным водосодержанием в месячном возрасте должна быть не меньше прочности бетона из холодной смеси с обычным водосодержанием, пропаренного в соответствии с принятым на конкретном производстве режимом. С целью уменьшения габаритов установки скорость разогрева смеси, определяемую по изменению температуры растворной части, следует принимать возможно большую, но не выше максимальной.
Для получения к концу разогрева смеси необходимой удобоукладываемости необходимо максимально сохранить введённую воду, а также пар, воздух и газы, пузырьки которых пластифицируют смесь.
Отклонение от температуры разогретой смеси от заданной не должно превышать  , отклонение показателя подвижности от заданного не допускается более минус 2 см для смесей с осадкой конуса не менее 5 см в горячем состоянии, отклонение от показателя жёсткости не должно превышать при жёсткой смеси плюс 15%. , отклонение показателя подвижности от заданного не допускается более минус 2 см для смесей с осадкой конуса не менее 5 см в горячем состоянии, отклонение от показателя жёсткости не должно превышать при жёсткой смеси плюс 15%.
Величина среднего удельного электросопротивления смеси может меняться: до 6 – 7 раз от состава цемента, до 20 – 30% от содержания воды и цемента, до 5 раз при введении электролитических добавок в количестве 1 – 2% веса воды. Среднее удельное электросопротивление тяжёлых смесей составляет 250 – 1450  , керамзитобетонных – 420 – 2050 . , керамзитобетонных – 420 – 2050 .
Из-за естественной электрической неоднородности цемента при неизменном составе смеси и стабильных составляющих удельное электросопротивление смеси может отклоняться от среднего значения на  . .
Для свободного прохождения смеси через электродную камеру расстояние между смежными электродами должно превышать размер наибольшей фракции заполнителя не менее чем в 3 раза.
С целью увеличения расстояния между электродами для лучшего прохождения смеси, а также с целью упрощения конструкции установки напряжение на электродах следует применять возможно большее, руководствуясь при этом только технико-экономическими соображениями и вопросами безопасности работ.
Предельно допустимое отклонение напряжения в сети от номинального в соответствии с нормами может составлять  . .
2. Анализ исходных данных и выбор базового аппарата
В соответствии с заданием по проектированию технологии предварительного непрерывного электроразогрева тяжёлой бетонной смеси завода ЖБК мощностью 65 тыс. м3
/год. Разработана установка для непрерывного разогрева вертикального потока бетонной смеси I – ого типоразмера. Установка разработана по индивидуальным параметрам, обозначенным в задании. Установка оснащена комплектом сменных блоков электродов, с различными расстояниями между электродами. Каждый блок рассчитан на различное удельное электросопротивление. Регулирование режима разогрева также осуществляется изменением напряжения на электродах регуляторами МА – 195 – 118/60. В связи с небольшим временем разогрева бетонной смеси в установке минимальны тепло-, влаго- и газопотери. Использование вертикального потока движения бетонной смеси под действием силы тяжести исключает применение специальных устройств для продвижения смеси через аппарат.
Исходные данные по проектированию:
1) Бетонная смесь предназначена для производства плит перекрытий
2) Прочность бетона характеризуется классом (маркой) В22,5 (М400).
3) Бетонная смесь – тяжёлая с плотностью  . .
4) Смесь нагревается от начальной температуры   до конечной до конечной  . .
5) Среднее удельное электросопротивление изменяется от 250 до 1450 .
6) Удельная теплоёмкость смеси –  . .
7) Время электроразогрева – 7 минут.
3. Структурная схема
| Бункерное отделение компонентов |
| Дозирование компонентов бетонной смеси |
| Приёмно-дозировочный бункер смеси |
| Транспортирование бетонной смеси к формовочному попосту |
| Электроразогрев бетонной смеси |
| Доведение до кондиции готового продукта. Формование изделий, транспортирование на пост формования, выдерживание до получения отпускной прочности |
4. Подбор состава бетона
Подбираем состав для бетона класса В 22,5 3100 кг/м3
3100 кг/м3
Для перехода от класса к марке бетона используем формулу:
 Мпа Мпа
Материалы для приготовления бетонной смеси
Портландцемент М 400 активностью  Мпа, нормальная густота цементного теста Мпа, нормальная густота цементного теста  , плотность цемента , плотность цемента  3100 кг/
3100 кг/ ,
средняя плотность цемента ,
средняя плотность цемента  1100 кг/
1100 кг/
Песок речной, плотность песка  2550 кг/,
средняя плотность песка
2550 кг/,
средняя плотность песка  1500 кг/,
влажность W=3%, модуль крупности
1500 кг/,
влажность W=3%, модуль крупности 
Щебень гранитный, наибольшая крупность Н , плотность щебня , плотность щебня 2650 кг/,
средняя плотность щебня
2650 кг/,
средняя плотность щебня  1500 кг/
1500 кг/
Пустотность 
Теоретический расчет состава на 1
бетонной смеси
Водоцементное отношение:

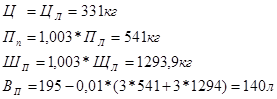
Расход воды. Принимая во внимание, что в качестве крупного заполнителя используется щебень с наибольшей крупностью зерен 40 мм, а удобоукладываемость бетонной смеси должна характеризоваться осадкой конуса 3–6 см, расход воды около 195 л/
(с учетом корректировок по нормальной густоте цементного теста 4*5=20 л).
Расход цемента. Определяют по формуле:
Ц=
Расход щебня определяется по формуле:
Щ=
Значение коэффицента a=1.404 принимаем по интерполяции табл. 2.8 (при  и количестве цемента 331 кг). и количестве цемента 331 кг).
Расход песка определяем по формуле:
П=
Делаем проверку правильности расчета компонентов по объему


теоретическую среднюю плотность бетонной смеси можно определить по формуле:

производительность состава материала на 1 бетонной смеси с учетом влажности W=3%:
Занесём полученные данные в таблицу.
Таблица 1
| Состав смеси |
На 1 м3
, кг |
| Цемент |
331 |
| Щебень |
1294 |
| Песок |
541 |
| Вода |
140 |
5. Материальный баланс технологического процесса
Исходные данные для расчёта материального баланса (на 1 м3
):
Цемент 331 кг
Песок 555 кг
Щебень 1329 кг
Вода 140 л
Всего 2306 кг
Принимаются расчётные потери материалов по этапам их переработки:
а) складирование:
Цемент – 0,5%;
Песок – 2%;
Щебень – 2%;
б) приготовление:
Бетонная смесь – 0,5%;
в) формование:
Бетонная смесь – 0,2%;
г) твердение:
Бетон – 0,5%;
д) складирование готовой продукции:
Бетон – 0%.
Данные коэффициенты, расход материалов бетонной смеси и бетона заносятся в таблицы с учётом этапов их переработки.
Таблица 2: Состав и структура потери материалов
| Материалы |
Этапы переработки и коэффициент потерь |
| 0 |
1 |
КП1 |
2 |
КП2 |
3 |
КП3 |
4 |
КП4 |
5 |
КП5 |
| Цемент |
- |
ΔЦо
|
0,005 |
ΔЦо
|
- |
| Песок |
- |
ΔПо
|
0,02 |
ΔПо
|
- |
| Щебень |
- |
ΔКо
|
0,02 |
ΔКо
|
- |
| Вода |
- |
ΔВо
|
0 |
ΔВо
|
0 |
Бетонная
смесь
|
- |
- |
- |
- |
0,005 |
ΔБсо
|
0,002 |
ΔБсо
|
0,005 |
| Бетон |
- |
- |
- |
- |
- |
ΔБо
|
0,005 |
Таблица 3: Потери материалов
| Материалы |
Этапы переработки |
| 0 |
1 |
2 |
3 |
4 |
5 |
| Цемент |
- |
0,005Цо
|
- |
| Песок |
- |
0,02По
|
- |
| Керамзит |
- |
0,02Ко
|
- |
| Вода |
- |
0 |
0 |
| Бетонная смесь |
- |
- |
0,005Бсо
|
0,002Бсо
|
0,005Бсо
|
| Бетон |
- |
- |
- |
0,005Бо
|
Таблица 4: Расходы материалов с учётом их потерь
| Материалы |
Этапы переработки |
| 0 |
1 |
2 |
3 |
4 |
5 |
| Цемент |
Цо
|
0,995Цо
|
- |
| Песок |
По
|
0,98По
|
- |
| Керамзит |
Ко
|
0,98Ко
|
- |
| Вода |
Во
|
Во
|
Во
|
| Бетонная смесь |
- |
- |
0,995Бсо
|
0,998Бсо
|
0,995Бсо
|
| Бетон |
- |
- |
- |
0,995Бо
|
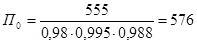
Рассчитываем расход материала на 1 м3
бетона с учётом всех потерь:
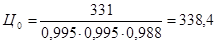 кг; кг;
 кг; кг;
 кг; кг;
 кг. кг.
Материальный баланс полного технологического процесса в расчёте на 1 м3
бетонных изделий.
Таблица 5. Материальный баланс полного технологического процесса
| Приход |
кг |
Потери |
кг |
| Цемент |
338,4 |
ΣΔЦ |
7,4 |
| Песок |
576 |
ΣΔП |
21 |
| Керамзит |
1379,5 |
ΣΔК |
50,5 |
| Вода |
142,4 |
ΣΔВ |
2,4 |
| Расход Бс |
2355 |
| Всего |
2436,4 |
Всего |
2436,4 |
Расчёт расхода материала на годовую программу
определяем требуемое количество бетонной смеси на годовую программу с учётом потерь 1,5% бетонной смеси:
Vб
=50000·1,015=17255 м3
/год
где Vб
– годовой расход материалов.
Определяем расход материала на годовую программу без учёта потерь материалов:
Ц=340∙50750=17255 т;
П= 599∙50750=30399,25 т;
К=660∙50750=33495 т;
В=160∙50750=8120 т;
Σ=89269,25 т.
Масса, идущая на изготовление изделий:
Σ/1,015=87950 т.
Находим потери бетонной смеси:
 т. т.
Определяем расход материалов на годовую программу:
Ц=17255·1,005=17341,27 т;
П=30399,25·1,02=31007,23 т;
К=33495·1,02=34164,9 т;
В=8120 т______________
Σ’=90663,41 т.
Находим потери материалов:
Σ’-Σ=90663,41–89269,25=1394,16 т.
На основе полученных данных составляем материальный баланс на годовую программу.
Таблица 6. Материальный баланс на годовую программу
| Приход |
т |
Расход |
т |
| Цемент |
17341,275 |
Расход смеси
на изделия
|
87950 |
| Песок |
31007,235 |
| Керамзит |
34164,9 |
Потери бетонной
смеси
|
1319,25 |
| Вода |
8120 |
| Потери материала |
1394,16 |
| Всего |
60663,41 |
Всего |
90663,41 |
Расчёт потребности сырьевых материалов
Принимаем режим работы предприятия по ОНТП-07–85.
Расчётное количество рабочих суток – 253 сут.
Рабочая смена – 8 ч.
Смены в сутки – 2 ч.
Расчёт в часовой потребности материалов производим по формуле:
 кг, (14) кг, (14)
где: kн
– коэффициент использования оборудования, kн
=0,8.
Полученные результаты заносим в таблицу.
Таблица 7: Потребность в сырьевых материалах
| Материалы |
Единица измерения |
Потребность в сырьевых материалах, т |
| в год |
в сутки |
в смену |
в час |
| Цемент |
т |
46183 |
151,42 |
75,712 |
9,464 |
| Песок |
78704,64 |
258 |
129 |
16,13 |
| Щебень |
188563,2 |
618,24 |
309,12 |
38,64 |
| Вода |
19129,6 |
62,72 |
31,36 |
3,92 |
6. Описание технологии и принципов работы аппарата
Разогрев вертикального потока бетонной смеси происходит непрерывно, проходящего между электродами под действием силы тяжести и побудительной вибрации. Установка состоит из приёмного бункера холодной смеси, двух блоков сменных электродных камер и затвора, обеспечивающего заданную интенсивность непрерывного потока смеси. Поперечное сечение электродной камеры в виде кольца, а так же затвор обеспечивают достаточную равномерность истечения бетонной смеси и надёжную управляемость скоростью её потока независимо от изменения реологических свойств смеси, вибрации и других факторов.
Для уменьшения числа переналадок установки (при изменении расстояния между электродами) и поддержания коэффициента использования мощности электрооборудования на достаточно высоком уровне количество сменных блоков электродов сокращено до двух, а диаметр камеры принят максимальным по конструктивным и компоновочным соображениям. Последнее позволило уменьшить разницу расстояний между электродами в сменных блоках и этим уменьшить диапазон необходимого изменения напряжения при изменении интенсивности потока, состава, температуры и электросопротивления смеси.
Поток смеси должен быть, как правило, равномерным, заданной интенсивности. Последняя определяется с учётом допустимых тепло- и влагопотерь, а так же скорости загустевания горячей смеси в процессе формования и должна быть не менее 10 м3
/час. Смесь нагревается от начальной температуры  до конечной до конечной  . Конечная температура зависит от вида цемента, состава смеси и определяется для каждого случая опытным путём. Прочность бетона из разогреваемой смеси должна быть не менее прочности бетона из холодной смеси, пропаренного в соответствии с принятым на конкретном производстве режимом. . Конечная температура зависит от вида цемента, состава смеси и определяется для каждого случая опытным путём. Прочность бетона из разогреваемой смеси должна быть не менее прочности бетона из холодной смеси, пропаренного в соответствии с принятым на конкретном производстве режимом.
С целью уменьшения габаритов установки скорость разогрева смеси, определяемую по изменению температуры растворной части, следует принимать возможно большую, но не более максимальной. Значения последней найдены по условию достаточного нагрева гранул крупного заполнителя. Для получения к концу разогрева смеси необходимой удобоукладываемости необходимо максимально сохранить введённую воду, а также пар, воздух и газы, пузырьки которых пластифицируют смесь.
Отклонение температуры разогретой смеси от заданной не должно превышать  , отклонение показателя подвижности от заданного не допускается более минус 2 см для смесей с осадкой конуса не менее 5 см в горячем состоянии, отклонение от показателя жёсткости не должно превышать при жёсткости смеси плюс 15%. Величина среднего удельного электросопротивления смеси меняется от 350 , отклонение показателя подвижности от заданного не допускается более минус 2 см для смесей с осадкой конуса не менее 5 см в горячем состоянии, отклонение от показателя жёсткости не должно превышать при жёсткости смеси плюс 15%. Величина среднего удельного электросопротивления смеси меняется от 350  до 1250 . Из-за естественной электрической неоднородности цемента при неизменном составе смеси и стабильных составляющих удельное электросопротивление смеси может отклоняться от среднего на до 1250 . Из-за естественной электрической неоднородности цемента при неизменном составе смеси и стабильных составляющих удельное электросопротивление смеси может отклоняться от среднего на  . .
Для свободного прохождения смеси через электродную камеру расстояние между смежными электродами превышает размер наибольшей фракции заполнителя не менее чем в 3 раза. С целью увеличения расстояния между электродами для лучшего прохождения смеси, а также с целью упрощения конструкции установки напряжение на электродах принято максимально возможное для данной типовой установки. Постоянный (заданный) расход электроэнергии достигается подачей напряжения на электроды через одинаковые промежутки времени, равные времени прохождения объёма разогреваемой смеси через электродную камеру. Электроды от сети отключаются автоматически после израсходования заданного, контролируемого счётчиком количества электроэнергии на единицу объёма потока смеси. Бетонная смесь при таком способе регулирования конечной температуры проходит через электродную камеру неразрывным потоком постоянной заданной интенсивности. Система автоматически обеспечивает заданную интенсивность потока смеси независимо от изменения начальной её температуры и электропроводности, а также колебаний напряжения в электросети. Регулирование скорости разогрева бетонной смеси осуществляется путём изменения расстояния между электродами и изменением напряжения на электродах.
Высокая температурная и структурная однородность бетонной смеси достигается при разогреве с вибрацией.
Надёжная электроизоляция электродов обеспечивается герметизацией электрических контактов и узлов крепления электродов и расположением их вне бетонной смеси. Конструкция установки легко позволяет выполнять демонтаж и замену электродного блока, что необходимо для изменения расстояния между электродами, чистки и ремонта электродной камеры.
Электрооборудование:
Индукционные регуляторы серии МА – 195, принятые для питания типовых электродных камер, представляют собой асинхронну. Машину с заторможенным фазным ротором. Поворот ротора, приводящий к изменению выходного напряжения, производят вручную или дистанционно сервомотором. Регулятор рассчитан на длительный режим работы, отсутствие подвижных контактов повышает его эксплуатационную надёжность.
Регуляторы серии МА – 195 рассчитаны на напряжение сети 6000 В (на стороне высокого напряжения), что позволяет использовать их в качестве понижающих трансформаторов при автономном питании установок.
Очистка установок:
Цементный камень, налипающий в процессе работы установки на внутренние поверхности приёмного бункера, электродной камеры и дозирующего устройства, ухудшает условия прохождения смеси, а загрязнение поверхности электродов приводит к нарушению режима разогрева. Уменьшить загрязнение и облегчить очистку можно, выполняя ряд конструктивных камер и эксплуатационных рекомендаций.
Для уменьшения площади загрязнения внутренних поверхностей установки, соприкасающихся с бетонной смесью, целесообразно покрыть их (исключая электроды) конструктивным, адгезионным и одновременно электроизоляционным материалом (например, теплостойкой резиной или фторпластом – 4). При конструировании установки предусмотрена возможность быстрой разборки её с целью очистки и замены электродов, а также возможность применения механических и химических способов очистки без разборки установки.
Если в процессе эксплуатации установка останавливается более чем на 10 минут, остатки смеси следует смыть струёй воды под напором. Загрязнённая налипшим цементным камнем поверхность электродов не должна превышать 5% общей площади их площади.
Очистку выполняют не разбирая установку, если электродную камеру можно наполнить жидким раствором. Раствор выдерживают в камере 25 минут, перемешивая его, включая вибраторы или пропуская через раствор сжатый воздух. Затем раствор сливают в специальную ёмкость, где 5 – 10 минут его нейтрализуют 10%-ым раствором кальцинированной соды равного объёма. После этого раствор сливают в промышленную канализацию. Таким образом нейтрализуют остатки раствора в установке, после чего установку промывают 5%-ым раствором соды, а затем струёй воды.
При применении очищающей пасты её наносят на загрязнённую поверхность шпатлем. При слое цементного камня толщиной 2 – 3 мм пасту оставляют на 25 минут, затем смывают струёй воды, а очищенную поверхность нейтрализуют как после очищающего раствора.
Контроль качества смеси:
Качество смеси контролируется при её изготовлении на бетоносмесительном узле и в процессе разогрева. Состав, однородность, консистенцию смеси следует обеспечивать и контролировать согласно требованиям соответствующих технических условий и государственных стандартов. Кроме того необходимо контролировать температуру, удельное электросопротивление смеси, отсутствие в ней случайных включений (металлических предметов, крупных камней и т.п.).
Удельное электросопротивление контролируется автоматическим устройством, датчик которого установлен на выходе из бетоносмесителя. Устройство оснащено предупредительной сигнализацией (световой или звуковой), включающейся, если электросопротивление выходит за пределы, на которые рассчитана установка для разогрева смеси.
Металлические включения в смеси выявляются специальным следящим устройством, автоматически останавливающим поступление смеси в электродную камеру при их обнаружении. Место установки этого устройства (в бетоносмесительном узле на выходе из бетономешалки или на входе в установку для разогрева) выбирается в зависимости от конструкции оборудования.
Режим разогрева должен контролироваться по температуре смеси и потребляемой на разогрев электрической мощности. Температура смеси замеряется с помощью одного – двух безынерционных датчиков, расположеных в выпускном лотке установки.
Стабильность качества цемента обеспечивается регулярной проверкой поступающих партий на пригодность для горячего формования и соблюдением технических условий на хранение.
7. Техника безопасности и охрана окружающей среды
При изготовлении изделий из горячих смесей с применением оборудования непрерывного действия должны соблюдаться требования СНиП III – И.6 – 62 «Электротехнические устройства. Правила организации и производства работ. Приёмка в эксплуатацию», 1963 г., СНиП III – А.11 – 62 «Техника безопасности в строительстве», 1964 г. и «Правила технической эксплуатации и безопасности обслуживания электроустановок промышленных предприятий», 1967 г.
Защитные заземления следует выполнять в соответствии с «Инструкцией по заземлению передвижных строительных механизмов и электрофицированного инструмента» (СН 35 – 58), Госстрой СССР, 1959 г. Место работы оборудования непрерывного разогрева смесей должно быть освещено в соответствии с «Нормами электрического освещения строительных и монтажных работ» (СН 81 – 60), Госстрой СССР, 1960 г.
При приготовлении и использовании растворов и паст для химической очистки необходимо соблюдать особые меры предосторожности, обусловленные наличием в их составе соляной кислоты, и руководствоваться «Временными техническими условиями на применение химического метода очистки металлических поверхностей от цементного камня и ржавчины с помощью паст», ЦНИИЭП жилища, 1969 г. и «Инструкцией по очистке формовочного оборудования от цементного камня и ржавчины в кислотных растворах», ЦНИИЭП жилища, 1969 г.
Проект и монтаж установки оборудования электроразогрева должны быть согласованы с энергонадзором местного энергообъединения.
Установки непрерывного действия должны быть сконструированы с таким расчётом, чтобы вынос напряжения из электродной камеры через бетонную смесь был предотвращён или снижен до безопасного уровня.
Установка должна быть снабжена предупредительной сигнализацией (световой, звуковой), автоматически включающейся при подаче напряжения на электроды и действующей всё время работы установки.
Температура горячей смеси должна контролироваться дистанционно. Отдельные узлы установки должны ограждаться, если другие мероприятия не обеспечивают защиту обслуживающего персонала от поражения электрическим током.
Магнитные пускатели, кнопочные станции, шкафы управления, а также ограждения и рельсовые пути (в случае применения подвижных установок) должны быть надёжно заземлены.
Исправность оборудования, надёжность работы автоматики, целостность изоляции установки и проводов следует проводить ежедневно перед началом работы каждой смены.
На местах включения установок электроразогрева и у пульта управления должны быть установлены резиновые коврики. Обслуживающий персонал должен работать в резиновых сапогах или в специальных диэлектрических калошах и перчатках.
Лица, обслуживающие установки и контролирующие электроразогрев смеси, должны пройти обучение под руководством опытного инструктора. После проверки знаний квалификационной комиссией их допускают к работе, что оформляется приказом по предприятию.
На участке, где проводятся работы по электроразогреву смеси, должны быть вывешены предупредительные плакаты, правила по технике безопасности и правила оказания первой помощи при поражении электрическим током.
В виду особенностей технологии разогрева (электроразогрев, короткое время разогрева), установка является экологически чистой. Выбрасываемых наружу побочных материалов нет, вибрация в пределах допустимых значений, влияние электромагнитных волн не существенно.
8. Охрана труда на заводах железобетонных изделий
В процессе приготовления бетонных и железобетонных изделий необходимо соблюдать ряд основных правил, обеспечивающих безопасные условия труда. Транспортные механизмы (элеваторы, шнеки и.т.д.), а также узлы перегрузки материалов помещают в плотно закрытые кожухи и подключают к системе вытяжной вентиляции. Дозировочные устройства и другие пылящие агрегаты герметизируют. Крышки бункеров плотно подгоняют и запирают на замок. Нельзя чистить, смазывать и ремонтировать бетоносмесители во время работы. Все выступающие вращающиеся их части защищают сетчатыми ограждениями на жёстком каркасе.
Для предупреждения травматизма при подготовке арматуры правильно-отрезные станки устанавливают на отдельные фундаменты. Ножи ножниц укрепляют болтами, которые необходимо регулярно осматривать и подгонять до отказа. Зазор между плоскостями ножей не должен превышать 1 мм. Арматурную сталь длиной менее 0,3 м запрещается резать на приводных станках.
Вибрация, возникающая при формовании изделий с применением виброуплотнения, может вредно отражаться на здоровье рабочих. Систематическое воздействие на организм человека вибрации вызывает так называемую виброболезнь с поражением центральной нервной системы и желез внутренней секреции. Особенно вредно действие общей вибрации, воспринимаемой всем телом. По санитарно-техническим нормам предельно допустимые значения амплитуды колебаний на рабочих местах при общей вибрации составляют 0,003…0,007 мм, а при местной – 0,3…0,15 мм. Необходимо принимать меры, снижающие вибрацию рабочих мест до нормы, безопасной для здоровья работающих. Обслуживающему персоналу запрещается находиться на виброплощадке во время её работы. Для уменьшения шума необходимо виброизолировать колеблющиеся системы от остальных частей механизмов, своевременно менять подшипники, надёжно крепить формы с бетонной смесью к виброплощадке и.т. п. Эффективный способ предотвращения виброболезни – дистанционное управление оборудованием, исклбчающее необходимость пребывания рабочих в зоне интенсивной вибрации.
Широкий комплекс защитных мероприятий предусматривается при тепловой обработке железобетонных изделий. Двери и крышки пропарочных камер должны быть хорошо пригнаны. Двери туннельных камер уплотняют пароустойчивыми резиновыми прокладками, а крышки ямных камер – гидравлическими или песочными затворами. Ремонтировать паропроводы разрешается лишь после отключения их от паровой магистрали. Вход рабочих в камеру допускается только после остывания её до 40 0
С.
Автоклавы перед началом работы нужно проверять в соответствии с «Правилами устройства, установки и освидетельствования сосудов, работающих под давлением». Они должны быть снабжены предохранительными клапанами и манометрами, с нанесённой на циферблат красной чертой, обозначающей максимально допустимое рабочее давление. Особенно строго необходимо следить за исправностью болтов и гаек крышки. При неисправности хотя бы одной детали подавать пар в автоклав запрещается.
При электропрогреве находящиеся под напряжением формующие установки и конструкции ограждают барьером, в пределах которого при работе находиться не разрешается. Ограждённый участок защищают также сверху сетчатым накатом. Надёжно заземляются корпуса силовых щитов и автоматики, броня силовой разводки, металлический каркас, сетка и накат ограждения, стойки, свободные концы проводов, соединяющие клеммные щитки с электродами. По контуру ограждения в кассетной установке предусмотрена световая сигнализация, включаемая одновременно с подачей напряжения в бетон.
Список использованной литературы
1. Временные указания по непрерывному электроразогреву бетонных смесей на домостроительных заводах. ЦНИИЭП жилища Москва – 1971.
2. Правила техники безопасности и производственной санитарии в промышленности строительных материалов: Ч. II (разд. I–XVII)/Мин-во пром-сти строит. Материалов СССР и ЦК профсоюза рабочих стр.-ва и пром-сти строит. Материалов. – М.: Стройиздат, 1987. – 591 с.
3. Пчелинцев В.А., Виноградов Д.В., Коптев Д.В. Охрана труда в производстве строительных изделий и конструкций/ Учеб. Для студ., обучающихся по спец. «Производство строительных изделий и конструкций». М.: Высш. шк., 1986. 311 с., ил.
4. Безопасность жизнедеятельности. Учебник для вузов/ С.В. Белов, А.В. Ильницкая, А.Ф. Козьяков и др., Под общ. ред. С.В. Белова. – М.: Высш. шк., 1999. – 448 с: ил.
5. СНиП III – И.6 – 62 «Электротехнические устройства. Правила организации и производства работ. Приёмка в эксплуатацию»
6. СНиП III – А.11 – 62 «Техника безопасности в строительстве»
7. Сулименко Л.М. Технология минеральных вяжущих материалов и изделий на их основе: Учеб. для вузов. – 3-е изд., перераб. и доп. – М.: Высш. шк., 2000 – 303 с.: ил.
8. Справочник по производству сборных железобетонных изделий/ Г.И. Бердичевский, А.П. Васильев, Ф.М. Иванов и др., Под ред. К.В. Михайлова, А.А. Фоломеева. – М.: Стройиздат, 1982. – 440 с.
|
