Министерство образования Российской Федерации
Тульский государственный университет
Кафедра: “ Подъемно-транспортные машины и оборудование”
Курсовая работа
по курсу: “Эксплуатация и ремонт подъемно-транспортных машин и оборудования”
На тему: “ Проектирование работ по техническому обслуживанию и ремонту подъемно-транспортного оборудования предприятия"
Выполнил:
Проверил:
Содержание
Введение
1. Система планово-предупредительного ремонта
1.1 Содержание и сущность системы ППР
1.2 Составные части системы ППР и виды работ
2. Структура ремонтных циклов
2.1 Продолжительность и структура ремонтных циклов
2.2 Оптимизация структуры ремонтных циклов
3. Число ремонтных единиц ПТМ предприятия и категория сложности ремонта
3.1 Расчет числа ремонтных единиц по механической части ПТМ предприятия
3.2 Расчет числа ремонтных единиц по электрической части ПТМ предприятия
4. Планирование и расчет рабочей силы
4.1 Определение количества дежурных слесарей и станочников для обслуживания ПТМ предприятия
4.2 Определение общего количества рабочих для выполнения плановых ремонтов ПТМ предприятия
5. Планирование расхода материала
5.1 Расчет годовой потребности в основных материалах на ТО и ремонт ПТМ
6. Методы производства ремонта ПТМ
6.1. Определение оборотного фонда агрегатов ПТМ
7. Техническое обслуживание металлических конструкций
8. Разработка технологии ремонта элементов металлических конструкции
8.1. Общие положения
8.1.3 Технологические процессы ремонта металлоконструкций I класса разрабатываются на основании рабочих чертежей и настоящих технических условий
8.1.4 При ремонте металлоконструкций должны применятся 2 способа исправления деформированных элементов: правка и замена
8.2. Требования к материалам
8.3. Обработка деталей под сварку
8.4. Сборка под сварку
8.5. Сварка
8.6. Контроль качества и устранение дефектов
8.7. Примеры технологии ремонта трещин
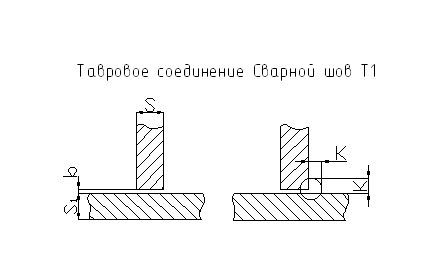
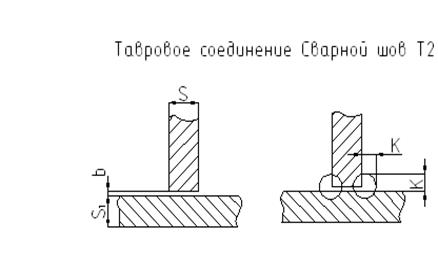
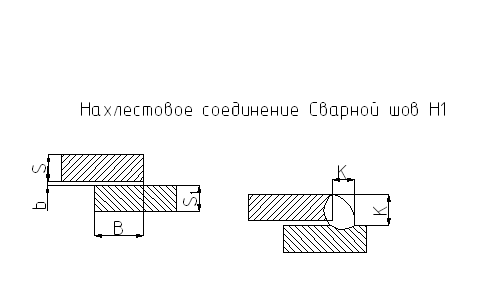
9. Схемы сварных швов
Заключение
Список использованных источников
Под сочетанием терминов "эксплуатация" и "ремонт" в курсе "Монтаж, эксплуатация и ремонт ПТМ" подразумевают комплекс вопросов, связанных с поддержанием и восстановлением работоспособности подъемно-транспортных машин, использованием и оптимизацией их парка на предприятии, обеспечением охраны труда и безопасной работы.
Реклама

В соответствии с ГОСТ 18322-78* (СТ СЭВ 5151-85) под термином техническое обслуживание подразумевают комплекс работ для поддержания исправности или только работоспособности изделия (машины) при подготовке к использованию по назначению, при хранении и транспортировании.
Ремонтом
называют комплекс работ для поддержания и восстановления исправности или работоспособности изделия.
Ремонт можно выполнять с различными целями:
для поддержания исправности (работоспособности);
для поддержания ресурса изделия.
Ремонт, преследующий первую цель, является составной частью технического обслуживания. Такой ремонт, осуществляемый в процессе эксплуатации для гарантированного обеспечения работоспособности изделия и состоящий в замене и восстановлении отдельных его частей и их регулировке, называют текущим
[ГОСТ 18322-78* (СТ СЭВ 5151-85)].
Ремонт, преследующий вторую цель - восстановление исправности (работоспособности) изделия и полное или близкое к полному восстановление его ресурса, называется капитальным.
Техническое обслуживание и ремонт -
составные части единой системы поддержания и восстановления работоспособности машин, организационное построение которой основано на двух общих принципах: плановости и предупредительности. Они состоят в том, что все мероприятия по техническому обслуживанию и ремонту заранее планируются, а ремонт проводится не по потребности (при отказе), а планируется заранее и проводится до наступления ожидаемого (предполагаемого) отказа.
Капитальный ремонт
машин, часто называемый просто ремонтом, представляет собой отдельную отрасль техники.
Продолжительность использования многих видов ПТМ (эскалаторов, лифтов, некоторых видов кранов) исчисляется десятками лет. В течение этого времени необходимо бесперебойно снабжать машины запасными частями, обслуживать и ремонтировать их. Связанные с этим затраты средств и труда за полный срок эксплуатации машины иногда в 5-10 раз и более превышают затраты на ее изготовление. Расходы на ремонт и обслуживание некоторых типов мостовых кранов достигают их стоимости за 15 мес., башенных кранов и погрузчиков - за 1 год.
Опыт эксплуатации машин показывает, что при выполнении одних и тех же видов работ затраты на поддержание их в исправном и работоспособном состоянии различаются в 3-5 раз и более. Это указывает на большие резервы снижения затрат труда и средств на эксплуатацию ПТМ.
Реклама

Но этим не исчерпывается значение вопросов эксплуатации и ремонта. От правильного их решения во многом зависят сроки пребывания машин в неработоспособном состоянии, что часто имеет более важное значение.
Простои из-за неисправностей и некоторая часть простоев в ремонте (неплановом) связаны с прямыми потерями производительности ПТМ, простоями обслуживаемого технологического оборудования, снижением планового выпуска продукции, удлинением времени нахождения транспортных средств (вагонов, судов, автомобилей и др.) под погрузкой, т.е. со снижением показателей грузооборотов, с потерей добычи полезных ископаемых, а в отдельных случаях - с необходимостью выполнения работ вручную. Связанный с этим экономический ущерб часто намного превышает расходы на покупку ПТМ и поддержание их в работоспособном состоянии.
Крупный источник потерь связан с недостатком в организации эксплуатации ПТМ. Неумелое управление им небрежное обращение с грузами и транспортными средствами приводят к повреждению и порче их. Связанные с этим убытки огромны. Существенные издержки в народном хозяйстве связаны с недостаточной эффективностью использования и несовершенством парка ПТМ на предприятиях. Машины недоиспользуются по времени и техническим параметрам, а чрезмерное многообразие их на предприятии существенно усложняет эксплуатацию. Важная задача эксплуатации ПТМ - всемерное сокращение всех этих затрат и потерь при одновременном повышении производительности и полезной отдачи машин.
В процессе эксплуатации машин происходит потеря их работоспособности вследствие изнашивания и разрушения отдельных деталей. Восстановление работоспособности осуществляют путем ремонта, при котором заменяют или ремонтируют изношенные детали и регулируют механизмы. Ремонт можно проводить по потребности при отказе, т.е. при остановке, вызванной поломкой или предельным износом элемента машины. В этом случае ресурс долговечности каждого элемента будет исчерпан полностью, но отказы машины происходят часто и неожиданно в процессе выполнения ею производственных функций.
Вызываемый этим вынужденный простой связан с определенным материальным ущербом. Внезапная поломка одного элемента иногда влечет за собой поломки или повреждения других элементов машины, что вызывает дополнительный ущерб.
Поскольку планово-предупредительный ремонт обычно приурочивают к перерывам в работе (ночное время, выходные и праздничные дни, межнавигационные периоды и др.), а замена элементов машин в нормальных условиях, как правило, не связана с поломками и повреждениями других элементов машин.
При ремонте по потребности стоимость нового элемента часто выше, чем при плановом, так как при отсутствии на складе его приходится срочно изготовлять или с дополнительными расходами приобретать на стороне. Выше и стоимость работ по самой замене, так как при плановом ремонте их выполняют в более удобных условиях и при лучшей технической оснащенности. Все это определяет существенное различие в сумме расходов.
Влияние величин на общие затраты при ремонте по потребности при отказе может быть различным. В одних случаях наиболее весом ущерб от простоя, в других - дополнительный ущерб, в третьих, - возрастание стоимости заменяемого элемента.
При плановом предупредительном ремонте все эти дополнительные убытки и расходы исключены.
При ремонте по потребности более часты отказы в работе машин, дезорганизующие производство, мешающие его нормальному ритму. Все это в совокупности и определило почти повсеместный переход на систему планово- предупредительного ремонта (ППР) машин взамен их ремонта по потребности при отказе.
Система ППР - комплекс взаимосвязанных положений, норм и мероприятий предупредительного характера, проводимых в плановом порядке, по техническому обслуживанию и ремонту машин для заданных условий эксплуатации с целью обеспечения показателей качества, предусмотренных в нормативной документации.
Сущность системы ППР состоит в том, что после отработки каждой машиной определенного количества часов (или выполнения определенного объема работ) проводят профилактические осмотры и различные виды плановых ремонтов (капитальный, средний, малый), чередование и периодичность которых определяется назначением машины, ее конструктивными и ремонтными особенностями и условиями эксплуатации. Система ППР предупреждает прогрессирующее изнашивание машин, уменьшает вероятность случайных отказов, позволяет предварительно подготовлять ремонтные работы и выполнять их в кратчайшие сроки, создает предпосылки для наиболее эффективного использования машин и оборудования, увеличения времени их полезной работы, повышения качества ремонтных работ.
Основными составными частями Единой системы ППР являются техническое обслуживание и ремонт.
Техническое обслуживание (ТО)
ПТМ включает следующие виды работ:
межремонтное обслуживание, смену и пополнение масел, профилактические испытания электрооборудования и периодическое освидетельствование машин, подконтрольных Госгортехнадзору.
В межремонтное обслуживание (МО) входит наблюдение за выполнением правил эксплуатации оборудования, устранение мелких неисправностей и регулирование механизмов. Его выполняют ежесменно во время перерывов в работе без нарушения процесса производства. Замену и пополнение масел проводят по специальному графику. Осмотр (О) проводят для проверки состояния оборудования, устранения мелких неисправностей и выявления объема работ, подлежащих выполнению при очередном плановом ремонте. Осмотры проводят в сроки, определенные месячным графиком (для кранов тяжелых режимов работы - не реже одного раза в 10 дней). Профилактические испытания электрооборудования и электросетей проводят по планам отдела главного энергетика (ОГЭ). Периодические освидетельствования оборудования, подконтрольного технадзору, выполняют по графикам составленным с учетом Правил Госгортехнадзора.
Согласно Единой системе ППР вторая ее часть-ремонт -
включает следующие виды ремонтов: малый, средний, капитальный и внеплановый. Малый ремонт - вид планового ремонта, при котором заменой или восстановлением изношенных деталей и регулированием механизмов обеспечивают нормальную эксплуатацию машины до очередного планового ремонта.
Средний ремонт - вид планового ремонта, при котором проводятся частичная разборка машины, капитальный ремонт отдельных сборочных единиц, замена и восстановление основных изношенных деталей, сборка, регулирование и испытание под нагрузкой.
Капитальный ремонт по Единой системе ППР включает полную разборку машины, замену всех изношенных деталей сборочных единиц, ремонт базовых и других деталей и сборочных единиц, сборку, регулирование и испытание под нагрузкой.
Внеплановый ремонт - вид ремонта, вызванный аварией машины или не предусмотренный годовым планом ремонта.
По системе ППР работы по техническому обслуживанию и ремонту машин планируют заранее и выполняют в определенной последовательности.
Наименьший, повторяющийся период эксплуатации изделия, в течение которого осуществляют в определенной последовательности установленные виды технического обслуживания и ремонта, предусмотренные нормативной документацией, называют ремонтным циклом. Перечень и последовательность выполнения этих работ в период между капитальными ремонтами (или между вводом в эксплуатацию и первым капитальным ремонтом), т.е. в течение ремонтного цикла, называют структурой ремонтного цикла.
Продолжительность и структуру ремонтного цикла устанавливают с учетом всех факторов, определяющих необходимость ремонтов. Главные в их числе - сроки службы элементов машин, обусловленные их изнашиванием или усталостным разрушением. При одинаковой их продолжительности ремонтный цикл имел бы простейшую структуру и все ремонтные работы можно было бы выполнять при капитальных ремонтах, а в период между ними проводить только работы по техническому обслуживанию. Однако сроки службы элементов реальных машин неодинаковы. Если ремонт или замену каждой детали приурочивать к моменту выхода ее из строя, то число ремонтов было бы чрезмерно большим и частый (хотя и плановый) вывод машин в ремонт привел бы к дезорганизации производства. Поэтому система ППР предусматривает группирование деталей с приблизительно одинаковыми и кратными сроками службы и проведение их совместного ремонта или замены. С увеличением числа ремонтируемых деталей растет и объем ремонтных работ, т.е. изменяется вид ремонта. Минимальным по объему он будет при замене (ремонте) только элементов с малыми сроками службы (такой ремонт называют малым-М или текущим-Т), более крупным- при замене этих и более долговечных элементов (средний ремонт - С) и максимальным - при одновременной замене всех элементов, имеющих ограниченные сроки службы (капитальный ремонт - К).
Продолжительность ремонтного цикла определяется наибольшим сроком службы ремонтируемых деталей, а его структура - кратностью сроков службы наименее и наиболее долговечных элементов с ограниченными сроками службы.
В ПТМ возможны самые различные соотношения между сроками службы элементов, а следовательно и различные структуры ремонтных циклов. В каждом случае время между последовательно проводимыми ремонтами машины, называемое межремонтным периодом, определяется сроком службы группы элементов, имеющих наименьшую долговечность.
Структура и продолжительность ремонтных циклов зависят от условий эксплуатации машин и показателей их надежности, формируемых на стадиях проектирования, производства и монтажа машин. На основе их улучшения можно удлинить ремонтный цикл и улучшить его структуру - уменьшить число технических обслуживании и ремонтов, удлинить межремонтные периоды, уменьшить объемы работ.
В основу оптимизации ремонтных циклов обычно кладут результаты статистических исследований сроков службы всей номенклатуры заменяемых элементов машин с одинаковыми (близкими) режимами работы. По ним детали и сборочные единицы (с близкими или кратными сроками службы) объединяют в ремонтные группы. Центрами группирования выбирают наиболее дорогие элементы, так как неполное использование срока их службы более убыточно, чем дешевых.
Виды и число грузоподъемных и транспортирующих машин предприятия.
Таблица 1.
| Машины |
Грузоподъемность |
Грузоподъемность, т |
| Количество шт |
| Мостовые электрические |
5-15; 15/3-50/10. |
12/15 |
| краны |
| крюковые |
| То же, магнитные |
5-15/3 |
10/20 |
| грейферные |
5-20 |
- |
| Ручные подвесные кран - |
0,5-1 |
1/20 |
| балки с кошкой |
| Электрические тали |
0,25-5 |
3/25 |
| Однобалочные краны с |
1-5 |
5/20 |
| электроталью |
| Лифты |
0,1-2 |
1,5/10 |
| Ленточные конвейеры |
М |
1500 |
Степень сложности ремонта машины в Единой системе ППР оценивают категорией сложности ремонта в ремонтных единицах. Ее обозначают буквой R (для механической части машины - Rм, для электрической части - Rэ, а значение в ремонтных единицах - числовым коэффициентом перед этой буквой.
Общее число ремонтных единиц раздельно по механической и электрической частям оборудования определяют суммированием ремонтных единиц по всему парку машин. Этот показатель служит основой для текущего планирования указанных работ: для определения необходимого числа рабочих, станков, материалов, общих затрат на ремонт и др.
Категории сложности ремонта некоторых видов грузоподъемных и транспортирующих машин.
Таблица 2.
| Машины |
Грузоподъемность т |
Категории сложности ремонта |
| Механической части, rm. |
Электрической части, R3 |
| Мостовые |
| электрические краны |
| крюковые |
9-15 |
16-33 |
'
|
13-23 |
23-43 |
| 26-114 |
34-54 |
| То же, магнитные |
10-19 |
27-67 |
| грейферные |
11-24 |
22-63
i
|
| Ручные подвесные |
1 |
| кран-балки с кошкой |
| Электрические тали |
2 |
2-4 |
| Однобалочные краны с |
3-10 |
9-10,5 |
| электроталью |
| Автомобильные краны |
9-18 |
- |
| Лифты |
8-17 |
7-10,5 |
| Ленточные конвейеры |
0,1 - 0,45 на 1 м длина |
Решение. Принимая по табл.2 для каждой группы ПТМ (кроме автомобильных кранов, ленточных конвейеров и лифтов - для них приняты максимальные значения) среднее значение категории сложности ремонта, имеем общее количество ремонтных единиц по механической части:
по кранам
R1
=12*20+15*4+1*16+2*14+8*25=544;
по ленточным конвейерам
R2
=900*0,45=405;
по лифтам
R3
=8*17=136.
Общее (суммарное) количество ремонтных единиц, приходящееся на механическую часть ПТО предприятия:
 = R, + R2
+ R3
=1085. = R, + R2
+ R3
=1085.
Решение. Принимая по табл.2 для каждой группы ПТМ (кроме автомобильных кранов, ленточных конвейеров и лифтов - для них приняты максимальные значения) среднее значение категории сложности ремонта, имеем общее количество ремонтных единиц по электрической части:
по кранам
R1
=25*20+50*4+14*3+25*10=992;
по ленточным конвейерам
R2
=900*0,45=405;
по лифтам
R3
=8*10=80.
Общее (суммарное) количество ремонтных единиц, приходящееся на электрическую часть ПТО предприятия:
 = R, + R2
+ R3
=1477. = R, + R2
+ R3
=1477.
4. Планирование и расчет рабочей силы
Планирование и расчет рабочей силы для технического обслуживания и ремонта ПТМ проводят по нормативам.
Необходимое число дежурных слесарей и станочников для межремонтного обслуживания парка подъемно-транспортного оборудования рассчитывают по формуле:
К = ∑RK`/H,
где К - численность рабочих, необходимых для обеспечения межремонтного обслуживания;
∑R - сумма ремонтных единиц обслуживаемого оборудования;
К' - коэффициент сменности оборудования;
Н - норматив межремонтного обслуживания на одного рабочего в смену в ремонтных единицах (для слесарей-механиков Н =200, для электрослесарей Н =650, для станочников Н = 350).
Определяем количество дежурных слесарей, электрослесарей и станочников для двухсменного обслуживания подъемно-транспортного оборудования предприятия. Состав парка ПТО и сумму ремонтных единиц, приходящихся на механическую и электрическую часть, принимаем по данным рассчитанным выше.
Решение. Определяем количество дежурных слесарей:
Кс
= ∑RM
K`/H =1085*2/200=11.
электрослесарей:
Кэс
= ∑Rэ
К`/H =1477*2/650=5.
станочников:
К=1085*2/350=6.
Необходимое число рабочих для выполнения плановых ремонтов рассчитывают на основании годового плана ремонта оборудования раздельно для механической и электрической частей оборудования по формуле:
К = (τк
∑rк
+ τс
∑rс
+ τм
∑rм
) / (Фγ),
где К - необходимое число рабочих;
∑rк
, ∑rс
, ∑rм
- суммарное число ежегодно ремонтируемых единиц оборудования в ремонтных единицах) при капитальном, среднем и малом ремонтах;
τк
, τс
, τм
- нормативы времени на одну ремонтную единицу для капитального, среднего и малого ремонтов;
Ф - действительный годовой фонд времени рабочего, ч;
γ - коэффициент переработки норм, γ = 1,1.
Значения ∑rK
определяют по формуле (формулы для определения ∑rc
, ∑rм
аналогичны формуле):
∑rK
= (R1
α1
+ R2
α2
+... + Rn
αn
) /100,
где R1
, R2
, Rn
-суммы ремонтных единиц для однородных групп оборудования;
α1
, α2
, αn
-процент ежегодно ремонтируемого оборудования для данной однородной группы.
Определяем общее количество рабочих для выполнения плановых ремонтов механической и электрической части подъемно-транспортного оборудования.
Решение. Определяем значения ∑rK
, ∑rc
, ∑rM
для механической части:
∑rK
= ∑Ri
αк
i
= (R1
α1
+ R2
α2
+... + Rn
αn
) /100 = (544*90+405*15+136*10) /100=574;
∑rc
=∑Ri
αci
= (544*30+405*25+136*16) /100=286;
∑rM
=∑Ri
αм
i
= (544*60+405*45+136*50) /100=576.
где αi
- процент ежегодно ремонтируемого оборудования.
Для механической части получаем: rк
=35 ч, rс
= 23,5 ч, rм
=6,1 ч.
Принимая годовой фонд времени Ф - ч и γ= 1,1, имеем количество рабочих для выполнения плановых ремонтов механической части:
Км
= (τк
∑rк
+ τс
∑rс
+ τм
∑rм
) / (Фγ) = (35*574+23,5*286+6,1*576) /2100*1,1=13 чел.
Определяем значения ∑rK
, ∑rc
, ∑rM
для электрической части:
∑rK
= ∑Ri
αк
i
= (992*90+405*15+80*10) /100=961;
∑rc
=∑Ri
αci
= (992*30+405*25+80*16) /100=411;
∑rM
=∑Ri
αм
i
= (992*60+405*45+80*50) /100=818.
Для электрической части получаем:
∑rк
=15 ч, ∑rс
=7ч, ∑rм
=1,2 ч.
Принимая годовой фонд времени Ф =2100 ч и γ= 1,1, имеем
Кэ
= (15*961+7*411+1,2*818) / (2100*1,1) = 8 чел.
Годовой расход основных материалов на ремонт и техническое обслуживание определяют по формуле:
Q= λHi
(∑rк
+ α∑rc
+ β∑rм
),
где λ - коэффициент, учитывающий расход основных материалов на техническое обслуживание, λ= 1,15;
Нi
- норма расхода материала на один капитальный ремонт на одну ремонтную единицу;
α, β - коэффициенты, характеризующие соотношения количеств материалов,
расходуемых при среднем и капитальном ремонтах, α =0,6 β =0,2;
∑rK
, ∑rc
, ∑rM
- суммарное количество ежегодно ремонтируемых единиц оборудования (в ремонтных единицах), при капитальном, среднем и малом ремонтах.
Определяем расход легированной стали на ремонт и обслуживание парка ПТМ.
Решение. По формуле
Q = λHi
(∑rк
+ α∑rc
+ β∑rм
) =1,15*6,1 (574+0,6*286+0,2*576) =6038 кг.
Наиболее распространенным методом капитального ремонта ПТМ в промышленности (особенно в машиностроении) является комплексный метод, при котором единовременно осуществляют весь комплекс работ по восстановлению ресурса машины, для чего ее полностью разбирают и единовременно ремонтируют все ее элементы. Часто комплексный ремонт выполняют необезличенным - индивидуальным, т.е. восстановительные операции проводят с учетом принадлежности восстанавливаемых элементов к данной конкретной машине. Он связан с наименьшими затратами труда, но требует остановки машины на длительный срок.
Сокращение периода пребывания машины в капитальном ремонте обеспечивают применением скоростных методов его ведения.
Еще большее сокращение периода простоя в капитальном ремонте достигают применением агрегатного метода. Агрегатный метод предусматривает замену износившихся сборочных единиц новыми или заранее отремонтированными ремонтными агрегатами. В отличие от комплексного, являющегося часто индивидуальным, агрегатный выполняют как обезличенным, т.е. без учета принадлежности деталей и сборочных единиц к данному экземпляру машины.
Обезличенный метод связан с выполнением двух операций: снять - поставить.
Для применения этого метода необходим оборотный фонд, комплектуемый из отремонтированных и новых запасных агрегатов.
Потребность в оборотном фонде агрегатов:
П = КАМВТп
/ (365ТУ
),
где К = 1...1,3 - коэффициент, учитывающий возможность отклонения по времени оборачиваемости и выхода агрегатов из строя;
А - количество одинаковых агрегатов на одной машине;
М - количество машин, в которые входит данный агрегат;
В - время оборачиваемости агрегата с учетом его погрузки, разгрузки и ремонта на ремонтном предприятии;
Тп
- планируемое время работы машины в течении года;
Ту
- срок службы агрегата.
На предприятии эксплуатируется 24 мостовых кранов (М-26), имеющих одинаковую конструкцию ходовых колес и угловых букс. Срок службы колес (после ремонта) Ту = 8 мес., краны используются в течение всего года Тп
= 12 мес.
Определяем потребность в оборотном фонде колес для указанной группы кранов.
Решение. По формуле
П = КАМВТп
/ (365ТУ
) =1,3*4*24*30*12/ (365*8) =15 шт.
Принимаем оборотный фонд - партию ежемесячного запуска колес в ремонт - 15шт.
При ТО тщательно осматривают металлоконструкции кранов, так как их разрушение связано с тяжелыми последствиями. Наиболее часто металлоконструкции мостовых кранов повреждаются в следующих местах: концевые балки мостов - в районе букс ходовых колес; в местах сопряжения с главной балкой; в месте крепления фермы с перилами к торцовому листу и в местах приварки к вертикальной стенке кронштейна под редуктор механизма передвижения; главные балки мостов - вертикальные стенки в районе боковых W-образных накладок; в местах перехода от наклонной (концевой) части к горизонтальной; в местах сварки кронштейнов, поддерживающих рабочие площадки, особенно в районе установки на них механизмов; верхний пояс - в районе стыков тележечного рельса; крепление кабины машиниста - полки уголков и косынки крепления. Разрушения нижнего пояса коробчатых балок встречаются реже, но они особенно опасны тем, что осмотр его более затруднен.
При ТО металлоконструкций необходимо внимательно осматривать эти характерные зоны возможных повреждений, а также все расчетные сварные швы, заклепочные и болтовые соединения и другие места вероятного появления трещин, а именно:
резкие изменения сечений элементов, обрывы листов, резкие изменения их толщины и ширины; места примыкания накладок, ребер, диафрагм, косынок и др.;
концы сварных швов и места с изменением их толщины и формы;
стыковые швы и швы, перпендикулярные к усилию в элементе; швы в накладках, обваренных по контуру; швы с технологическими дефектами (непроварами, несплавлениями по кромкам, подрезами кромок, наплывами, шлаковыми включениями, порами, прожогами, незаделанными или невыведенными кратерами).
Показателем состояния металлоконструкции крана является прогиб моста.
Стрелу прогиба определяют методом нивелировки.
В отдельных случаях (на металлургических кранах в горячих зонах) наблюдается постепенное остаточное деформирование мостов, не выявляемое при статических испытаниях по Правилам Госгортехнадзора. ТО таких мостов должно предусматривать периодическое наблюдение за ними путем геодезической съемки.
При обнаружении трещин в ответственных элементах металлоконструкций Их засверливают по концам, чтобы предотвратить дальнейшее развитие и в короткие сроки металлоконструкцию ремонтируют. В других случаях исправление дефектов металлоконструкций можно приурочить к очередному ремонту, если они не представляют опасности для нормальной работы машин и обслуживающего персонала. Для осмотра металлоконструкций на большой высоте применяют подвесные леса (устройство их дорого), передвижные неподъемные и телескопические вышки и подъемники.
При длительной эксплуатации кранов на открытом воздухе возможно сильное коррозионное повреждение элементов их коробчатых балок - нижнего пояса и стенок в зоне примыкания к нему. Поэтому следует контролировать наличие и проходимость дренажных отверстий в таких балках, а при их отсутствии и длительных сроках эксплуатации кранов - проверять толщину указанных элементов с высверливанием в них отверстий. При освидетельствовании металлоконструкций кранов с запредельными сроками службы следует руководствоваться специальными методическими указаниями.
Настоящие технические условия распространяются на ремонт и приемку металлоконструкций железнодорожных, мостовых, козловых, автомобильных, башенных грузоподъёмных кранов, кран балок как подконтрольных Госгортехнадзору, так и неподконтрольных и являются руководящим материалом при разработке процессов сборки и сварки, выполнение сборочно-сварочных работ, контроль качества и приемке готовых сварных конструкций при их ремонте. Ремонт сварных конструкций и отдельных сварных узлов должен производиться на основании утверждённых рабочих чертежей, технологической документации и настоящих технических условий.
Сварные конструкции (соединения), в зависимости от степени ответственности, подразделяются на два класса (см. табл. 3). Классы сварных конструкций (соединений) устанавливаются конструктором и указываются в технических требованиях чертежей. Классификация сварных конструкций по степени ответственности.
Таблица 3.
| Класс |
Степень |
Примеры сварных конструкций |
| I |
ответственности
Конструкции оборудования,
подконтрольною Госгортехнадзору СССР
|
Поворотная и ходовая рамы железнодорожных кранов; рамы
механизмов; стрелы; мосты и другие ответственные конструкции грузоподъёмных машин.
|
| II |
Сварные конструкции общего назначения |
Кожухи; кабины; капоты; желоба;
короба и другие малоответственные узлы
и детали машин.
|
Технологический процесс должен предусматривать:
а) оборудование и инструмент необходимые для выполнения работ;
б) объем контроля, последовательность выполнения операций контроля и в соответствии с требованиями чертежа, места постановки клейма;
в) количество рабочих чертежей с указанием профессий, разрядов и расчетно-технические нормы времени на узел, на заготовку.
г) способы правки и гибки металла;
д) форма, допуски и способы обработки свариваемых кромок, материал и вес заготовки; на сборку и сварку:
е) сборочно-сварочные стенды, приспособления, кантователи и другая оснастка, обеспечивающая получение сварных конструкций соответствующих по форме и размерам чертежу;
ж) последовательность сборочно-сварочных работ;
з) размеры, количество и способ наложения прихваток;
и) положение в пространстве, размер и длина сварных швов.
Для прерывистых швов указывается условное обозначение согласно ГОСТ2312-
72 и сумма длин привариваемых участком;
к) число проходов и последовательность наложения отдельных слоев и
участков шва;
л) способы, технические приёмы и режим сварки;
м) марки и типы электродов, марки сварочной проволоки, наименование газов с указанием ГОСТов или ТУ на применяемый материал, марка материала и масса сварного узла;
н) эскизы сварных узлов в количестве, обеспечивающем возможность изготовления узла по технологическому процессу и чертежу;
о) способы обработки сварных швов для обеспечения формы и размеров, предусмотренных в рабочих чертежах;
п) обработка деталей под сварку.
Правка (холодная или горячая) должна применятся в случаях, когда фактические отклонения от проектной формы элементом превышают величины, установленные техдокументацией завода-изготовителя. Правку производить на вальцах прессах и других приспособлениях, обеспечивающих плавное приложение нагрузки. Замену производить в случаях, если:
а) в элементах металлоконструкций имеются резкие изгибы;
б) в элементах из отдельных прокатных профилей имеются трещины в полках или надрывы, полученные при аварии;
в) при наличии усталостных трещин;
г) в элементах в результате коррозии потеряно более 50% первоначального сечения. При ремонте элементов с трещинами должен быть разработан техпроцесс на заварку трещин.
Материалы, применяемые для ремонта сварных конструкций, должны соответствовать маркам и типам, указанных в чертежах и технологических процессах.
Качество получаемой стали, устанавливается на основании заводской маркировки и сертификатов завода - изготовителя металла. Упаковка, маркировка и документация должны соответствовать ГОСТам 7566-81. При отсутствии необходимых данных о качестве металла заводом изготовителем до запуска в производство должны быть проведены испытания механических свойств и химического состава в соответствии с указанием.
Сварочная проволока должна удовлетворять требованиям ГОСТа 2246-70.
Электроды для дуговой сварки должны удовлетворять требованиям ГОСТов 9466-75, 9467-75.
Применяемые сварочные материалы (сварочная проволока, электроды) должны иметь сертификаты. В случае отсутствия сертификатов на материалы, а также, если в процессе выполнения сварочных работ качество материалов, имеющих сертификаты, окажется удовлетворительным, они должны быть подвергнуты контрольному испытанию на заводе-потребителе в порядке, предусмотренном ГОСТами, техническими условиями.
При сварке в среде углекислого газа следует применять углекислый газ сжиженный сварочный, поставляемый по ГОСТ 8050-76. Допускается применение сжиженного пищевого углекислого газа по тому же ГОСТу.
Металл должен храниться рассортированным и должен быть уложен в устойчивые штабеля на площадки, по высоте штабеля должны быть проложены прокладки, соприкосновение металла с грунтом или полом не допускается.
Сварочная проволоки, электроды должны храниться отдельно по маркам и партиям в закрытом, сухом, отапливаемом помещении согласно требованиям ГОСТа на данный материал.
Сварочная проволока должна поставляться в упаковке, исключающей ржавление проволоки от попадания на неё влаги.
Кислород газообразный технический, применяемый для газопламенной обработки металлов, должен быть чистотой не менее 99,5% и соответствовать ГОСТу 5583-78.
Пропан-бугановая смесь техническая, применяемая для газопламенной обработки металлов, должна соответствовать техническим требованиям ГОСТа 10196-62.
Резка металлов и подготовка кромок деталей под сварку должны производиться механическим способом, газокислородным пламенем другими способами, обеспечивающими получение формы и размеров указанных в рабочих чертежах.
Правка деталей должна производиться до сборки под сварку. Заготовки деталей сварных конструкций должны быть выпрямлены в горячем или холодном состоянии способом, предусмотренном технологическим процессом.
Наплывы, капли металла и неровности кромок, образовавшиеся при газовой резке, должны быть удалены и зачищены. После газовой резки не допускается следы резки глубиной свыше 1,5 мм для ручной резки и 1 для автоматической и полуавтоматической резки.
Кромки деталей, обрезанные на ножницах, не должны иметь трещин.
Не допускаются местные выхваты на кромке, при резке листовой стали и сортового проката.
При резке листовою металла на ножницах по кривым линиям не допускается огранка поверхности реза, превышающая следующие величины:
на радиусе кривой реза до 200 мм - 3 мм; при радиусе более 200 мм - 4 мм.
При сварке листов с криволинейной поверхностью встык, необходимо произвести соответствующую подгонку, не допуская зазоров между листьями более 2 мм.
Кромкам свариваемых деталей должна быть придана форма, соответствующая типу ниш (ГОСТ 5264-80 и ГОСТ 14771-76). Необходимость разделки кромок указывается в чертежах на деталь.
Подготовка кромок деталей, изготовленных из конструкционных сталей с содержанием углерода более 0,22%, либо из легированных сталей должна осуществляться только механической обработкой.
Для металлоконструкций Iкласса свариваемые кромки, а также прилегающая к ним поверхность металла шириной не менее 20 мм быть зачищены до чистого металла. Для металлоконструкций II класса допускается сварка деталей без зачистки горячей окалины проката при условии проведения сварки в среде углекислого газа проволокой Св08Г2С и тщательной зачистки от загрязнения, масла, ржавчины.
Зарезы, выхваты и другие дефекты, выходящие за пределы должны быть устранены. Способ устранения устанавливается в каждом конкретном случае технологом по согласованию с конструктором.
Участки листа в районе отверстий под электрозаклёпочные соединения, а также поверхность нижнего привариваемого элемента, должны быть перед сваркой зачищены под величину не менее 3 Д, где Д - диаметр завариваемого отверстия.
Сборку под сварку предварительно подготовленных элементов конструкций необходимо производить с применением приспособлений и оснастки, обеспечивающих точность сборки в пределах допусков, установленных чертежами и свободным доступом к местам прихваток.
Оснастка и приспособление должны обеспечивать полное или частичное предотвращение деформаций при сварке, выполнение всех видов швов, при возможности, в нижнем положении и свободный съём изделия.
При сборке элементов под сварку отклонения от взаимного расположения собираемых деталей (превышение кромок одна над другой, зазоры и пр.) не должны выходить из допусков, предусмотренных ГОСТами 5264-80 и 1477-76. .
Не допускается насильственная подгонка деталей в процессе прихватки или сварки: притягивание, подгибка, скручивание и т.п.
За юры под дуговую сварку, выходящие за пределы, указанных выше допусков, должны быть устранены. Разрешается подварка кромок в местах зазоров с последующей механической обработкой, подрубкой или зачисткой, Исправление зазоров посредством прокладок не допускается.
При сборке электрозаклёпочных соединений с толщиной верхнего элемента от 1,5 до 4 мм величина допускаемых зазоров между свариваемыми деталями в радиусе 15 мм от моста постановки электрозаклепки не должна; превышать 0,5' мм при сварке с проплавкой и 1,0 мм при сварке через отверстие.
Прихватки под ручную дуговую сварку должны выполнять электродами той же марки, которыми будет производиться сварка.
Прихватку под сварку в среде углекислого газа желательно производить этим же способом, но разрешается и электродами с качественным покрытием.
Запрещается выполнение прихватки меловыми электродами. Прихватку под газовую сварку производить этим же способом, а также допускается ручной электродуговой сваркой.
Размер, количество и места расположения прихваток должны, соответствовать технологической инструкции на сборку и прихватку.
Прихватки должны быть зачищены от шлака и брызг, а некачественные; прихватки (с трещинами, порами и другими дефектами) должны быть удалены и наложены вновь. При сварке все прихватки должны быть приварены.
Сварка металлоконструкций должна производиться в условиях; исключающих влияние неблагоприятных атмосферных факторов (дождь, ветер и т.п.) на качество сварных соединений. В исключительных случаях допускается производство сварочных работ при отрицательных температурах по инструкции, утверждённой главным инженером.
Положение свариваемых конструкции должно обеспечивать наиболее удобные и безопасные условия для работы сварщика и получения надлежащего качества швов.
Оборудование, применяемое для сварки, должно быть с контрольно-измерительными приборами в соответствии с отклонения от режимов сварки, заданных технологическим процессом, не допускается.
Запрещается для сварки и прихватки применять электроды неизвестной марки, отсыревшие, имеющие разрушенные участки покрытия, размеры которых превышают допустимые ГОСТом 9456-75, а также электроды с меловой стабилизирующей обмазкой.
Электроды пред применением должны быть прокалены в течение часа при температуре 180-250°С для электродов, содержащих в покрытии органические составляющие, и 275-700°С для электродов с фтористо-кальциевым покрытием.
При сварке после наложения каждого слоя должна быть произведена зачистка шва и свариваемых кромок от шлака и брызг и устранены дефекты.
При двухсторонней сварке стыковых соединений корень шва может быть удалён кислородной или воздушно-дуговой резкой или вырублен.
Придание угловым швам вогнутого профиля и плавного перехода к основному металлу, а также выполнение стыковых швов, как правило, выполняться подбором режимов сварки, соответствующим расположение свариваемых деталей.
В случае необходимости производится обработка швов механическим способом, не оставляющим на их поверхности зарубок, надрезов и других дефектов.
Устранение деформаций сварных конструкций из низкоуглеродистых сталей должно производиться, в основном, правкой способом нагрева. Нагрев может производиться газокислородным пламенем. В случае невозможности или нецелесообразности правки способом нагрева, допускается механическая правка, осуществляемая, как правило, на прессах и других устройствах, обеспечивающих плавность приложения нагрузок. В отдельных случаях, оговорённых технологическим процессом, допускается ударная правка кувалдой через гладилку.
Исполнительные чертежи должны содержать указания, касающиеся конструкций сварных соединений, а также указания по механической и термической обработке. Монтажные швы должны быть обозначены особо.
Режимы термической обработки определяются инструкцией по технологии сварки.
Сварные соединения I класса должны иметь клеймо или другое условное, обозначение, позволяющее установить фамилию сварщика. Метод маркировки, применяемый для сварных соединений, не должен ухудшать качество маркируемых изделий. Маркировка должна выполняться методами, обеспечивающими её сохранность в процессе эксплуатации изделия. Метод и место маркировки должны быть указаны на чертежах.
Контроль качества сварных конструкций должен осуществляться систематически в течение всего производственного цикла, на всех этапах ремонта и изготовления. Предъявляемые к проверке сварные конструкций не должны быть окрашены и зашпаклеваны.
Контроль качества сварных соединении должен производиться после термической обработки (если такая является обязательной для данного сварного соединения). Результаты контроля сварных соединений I класса должны фиксироваться в паспорте сварки форма №106 М 16. прошнурованному к паспорту крана.
Метод и объём контроля геометрических параметров сварных конструкций должен соответствовать предусмотренным технологическим требованиям чертежа.
Контроль качества сварных соединении должен осуществляться внешний осмотром, измерением, механическими испытаниями и другими современными неразрушающими методами - рентгеном, изотопами и ультразвуком. Контроль сварных соединений ультразвуком должен производиться в соответствии с ГОСТом 14782-76 "Швы сварных соединений. Методы ультразвуковой дефектоскопии". Необходимость контроля ультразвуком указывается в технических требованиях чертежей.
Контроль качества сварных соединений стыковых швов просвечиванием (рентгено- или гаммаграфированием) производится:
а) на изделиях I класса все 100% длины шва контролируемого соединения.
Необходимость контроля просвечиванием указывается в технических требованиях чертежей.
Контроль сварных соединений просвечиванием должен производиться в соответствии с ГОСТ 7512-82 "Швы сварные. Методы контроля просвечиванием проникающими излучениями".
Перед просвечиванием соответствующие участки соединения должны быть замаркированы с таким расчетом, чтобы их можно было легко обнаружить из контрольных рентген - или гамма снимках.
Внешнему осмотру должны быть подвергнуты 100% швов сварной конструкции в процессе изготовления. Перед внешним осмотром поверхность сварного шва и прилегающих к нему участков основного металла шириной < менее 20 мм в обе стороны от шва должны быть зачищены от шлака, брызг, натеков металла и других загрязнении.
Осмотр и измерение сварных соединений должны производиться с двух сторон по всей протяженности в соответствии с ГОСТ 3242-79 "Швы сварные, методы контроля качества" и инструкцией по контролю сварных соединен.
В случае недоступности для осмотра внутренней поверхности сварного соединения осмотр производится только с наружной стороны.
Проверка механических свойств, сварного соединения на контрольных образцах производится вне зависимости от вида сварного соединения изделия путем испытаний на растяжение и на изгиб образцов спаренных встык.
Образцы изготавливаются по ГОСТ 6900-66 "Швы сварные Методы определения механических свойств металла и сварного соединения". Образцы на растяжение и изгиб испытывают со снятым усилием. В образцах предназначенных для испытания на изгиб, сварной шов должен располагаться, поперек образца. Образцы на растяжение и изгиб испытываются в каждом случае изготовления или ремонта металлоконструкций.
Результаты механических испытаний считаются удовлетворительными:
а) временное сопротивление не менее нижнего предела временного сопротивления металла, установленного для данной марки стали Государственным стандартом или техническими условиями;
б) угол загиба не менее 10%.
Эти показатели механических свойств понимаются как средние, отдельных образцов допускается снижение не более чем на 10%. При неудовлетворительных результатах испытания повторяются в удвоенном количестве образцов. Общие результаты сортируют по показаниям, полученным при повторных испытаниях.
Результаты повторных испытаний являются окончательными.
Контроль швов засверливанием допускается применять только в отсутствии других средств, позволяющие выделить внутренние дефекты разрушения.
Проверку швов на плотность производить, если это требование оговорено в чертежах, в соответствии с требованиями ГОСТ 3242-79. При испытании керосином время выдержки должно быть не менее 0,5 часа.
Заварка дефектов участка шва, выполненной дуговой газовой сваркой, должна производиться тем же способом, который применялся при первоначальном наложении сварных швов.
При сварке в среде углекислого газа происходит снижение катета шва по сравнению с ручной электродуговой сваркой до величин, приведенных в таблице 42 ГОСТ 14771-76. "Швы сварных соединений. Электродуговая сварка в защитных газах. Основные типы и конструктивные элементы".
Характерными видами повреждения металлоконструкции являются разрушение сварных и заклепочных соединений, деформации и трещины в элементах, ослабление болтовых соединений с разработкой отверстий под болты. Трещины, раковины и другие дефекты швов должны быть вырублены на всей длине дефектного участка и заварены вновь. Повторная заварка без вырубки дефектного места недопустима. Ослабленные заклепки должны быть срублены и удалены.
Отверстия под новые заклепки рассверливают и устанавливают в них заклепки увеличенного диаметра.
Трещины в листовых элементах металлоконструкций ремонтируют заваркой поврежденного участка. Трещину перед этим разделывают в направлении ее распространения и дополнительно на 20-30 мм за ее границы. Глубина и вид разделки зависят от толщины свариваемого металла. По концам разделки сверлят отверстия для предупреждения распространения трещины. В ответственных местах заваренные трещины усиливают накладками толщиной в пределах 0,6- 0,7 толщины элемента. Швы накладок не следует располагать перпендикулярно к усилию, вызвавшему появление трещины. Они должны идти наклонно к нему.
Стержневые элементы ремонтируют заваркой трещин, вырезанием их с одновременным наложением ромбовидных, треугольных, коробчатых клепаных накладок, вырезанием дефектного и сваркой встык нового участка. Приварку стержневых элементов (подкосов, раскосов, сток и др.) ведут в холодном состоянии и с подогревом. Незначительные прогибы (до 0,015 длины) исправляют на месте без подогрева, например с помощью домкрата, а при значительной деформации или трещине дефектный элемент заменяют новым.
Болтовые соединения элементов металлоконструкций восстанавливают рассверливанием изношенных отверстий на больший размер и установкой болтов с увеличенным диаметром.
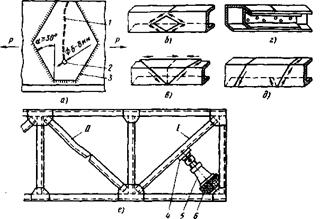
Рисунок 1. Схемы к ремонту металлоконструкций: а -
ремонт элемента с трещиной; б, в, г -
наложение соответственно ромбовидной, треугольной и коробчатой накладок; д -
замена дефектного участка; е -
правка и замена стержневых элементов с дефектами; 1 - трещина; 2 - отверстие - деконцентратор; 3 -
накладка; 4 - подкладка; 5 - домкрат; 6 - брусья; I - элемент, подлежащий правке; II - элемент, подлежащий замене.
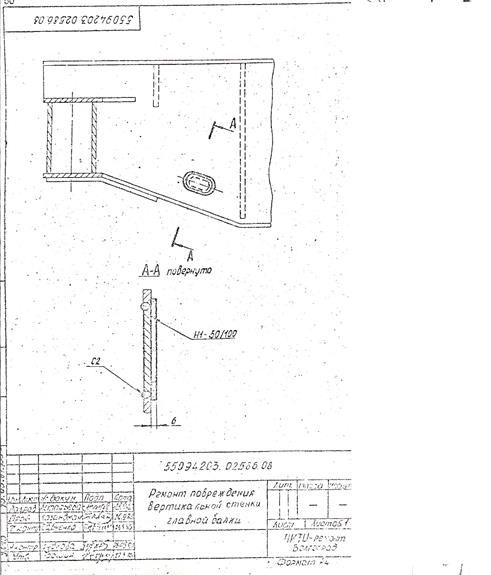
Ремонт повреждения вертикальной стенки главной балки.
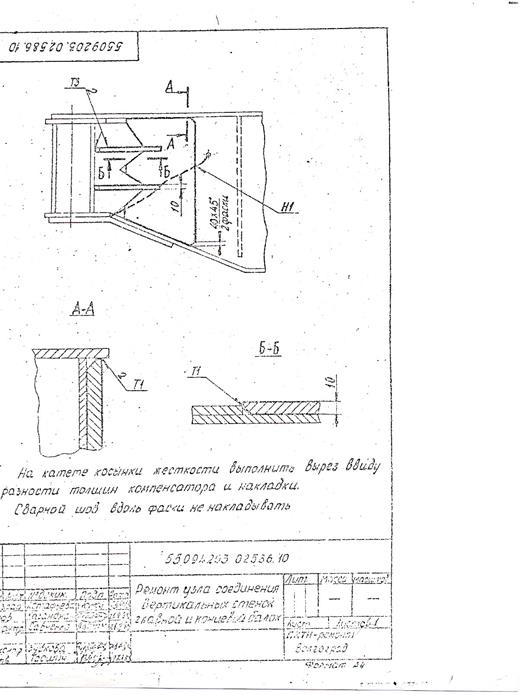
Ремонт узла соединения вертикальных стенок главной и концевой балок.
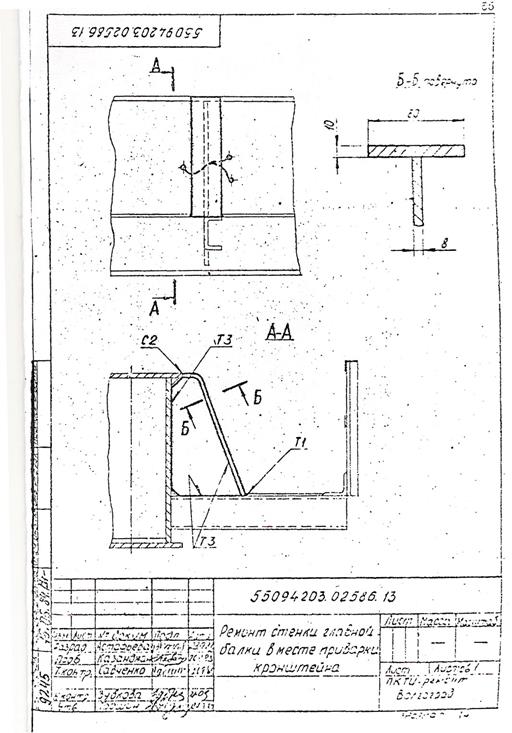
Ремонт стенки главной балки в месте приварки кронштейна.
В данной работе изучена единая система ППР, произведён расчёт числа ремонтных единиц ПТМ предприятия, спланирована и рассчитана необходимая рабочая сила для ремонта данного парка ПТМ предприятия, рассчитаны и спланированы расходы материала и оборотного фонда агрегатов ПТМ. Был выбран оптимальный способ восстановления элементов ПТМ и разработана технология ремонта элементов металлоконструкции.
1. Ивашков И.И. Монтаж, эксплуатация и ремонт подъемно – транспортных машин. - М. Машиностроение, 1991. – 400 с.
2. Единая система планово-предупредительного ремонта и рациональной эксплуатации технологического оборудования машиностроительных предприятий. Под ред.М.Ю. Якобсона. М, “Машиностроение”, 1967.
3. Курс лекций “Эксплуатация и ремонт подъемно-транспортных машин и оборудования". Под руководством доцента Коноплева В.И.
4. Ручная дуговая сварка. Соединения сварные, основные типы, конструктивные элементы и размеры. ГОСТ 5264 - 80.
5. Методические указания по ремонту металлоконструкций ПТМ.
|
