Курсовая работа
Тема: Проектирование модуля главного движения станка сверлильно-фрезерно-расточной группы
 Содержание Содержание
1 Определение технологического назначения станка, анализ схем обработки и методов формообразования поверхностей деталей
1.1 Определение технологического назначения станка
1.2 Анализ обрабатываемых поверхностей детали
1.3 Сведения о технологическом процессе изготовления детали
1.4 Определение методов формообразования поверхностей
2 Определение функциональных подсистем проектируемого модуля и разработка его структуры
3 Определение основных технологических характеристик модуля
3.1 Основные технологические условия использования проектируемого станка
3.1.1 Виды переходов
3.1.2 Характерные сочетания технологических условий обработки (с учётом технологического процесса)
3.2 Определение предельных режимов работы станка
3.2.1 Определение предельных значений режимов резания
3.2.2 Определение предельных частот вращения шпинделя
3.3 Технические характеристики станков-аналогов
4 Определение компоновок станка и модуля
5 Разработка кинематической схемы модуля
5.1 Выбор электродвигателя
5.2 Определение диапазонов регулирования с постоянной мощностью и постоянным моментом
5.2.1 Определение диапазона регулирования частот вращения
шпинделя
5.2.2 Определение диапазонов регулирования с постоянной мощностью и постоянным моментом
5.3 Определение ряда регулирования переборной коробки
5.3.1 Предварительное определение ряда регулирования переборной коробки
5.3.2 Уточнение знаменателя ряда регулирования коробки и диапазонов регулирования
5.4 Уточнение характеристик электродвигателя
5.5 Выбор типа привода
5.6 Составление структурной сетки привода
5.7 Построение графика частот вращения шпинделя
5.8 Определение передаточных отношений шпинделя
5.9 Определение чисел зубьев передач
6 Расчёты и разработка конструкции модуля с применением ЭВМ
6.1 Расчёт мощности на валах
6.2 Выбор расчётной цепи
6.3 Расчёт максимальных моментов на валах
6.4 Расчёт валов проектный
6.5 Расчёт зубчатых передач проектный
6.6 Расчёт шпиндельного узла
6.6.1 Разработка конструкции шпиндельного узла
6.6.2 Расчет шпиндельного узла на жёсткость
7 Проверочные расчёты
Реклама

7.1 Проверочный расчёт вала
Список использованной литературы
1 Определение технологического назначения станка, анализ
схем обработки и методов формообразования поверхностей деталей
1.1 Определение технологического назначения станка
Разрабатываемый станок является многоцелевым станком с компьютерным управлением. Он предназначен для обработки корпусных деталей из конструкционных материалов, легких сплавов.
На данном станке можно выполнять сверление, зенкерование, развертывание, растачивание точных отверстий, фрезерование по контуру с линейной и круговой интерполяцией, нарезание резьбы метчиками.
Наличие поворотного стола, устанавливаемого с высокой точностью, расширяет технологические возможности станка, позволяет обрабатывать соосные отверстия консольным инструментом.
Устройство автоматической смены инструмента с инструментальным
магазином барабанного типа монтируется на верхнем торце стойки.
1.2 Анализ обрабатываемых поверхностей детали
В качестве детали-представителя был выбран Фланец маслонасоса ТА6.021.001. Изготавливается в 4 цехе ФГУП “Гидравлика”.
Материал заготовки алюминиевый сплав АК6. Материал-заменитель детали сплав АК9Ч ГОСТ1583-93.
В геометрии детали имеют место как плоские, так и цилиндрические поверхности, обрабатывать которые предпочтительнее всего следующими инструментами: свёрла, фрезы. Сведения о технологическом процессе изготовления детали приведены в пункте 1.3.

Рис 1. Эскиз детали
1.3 Сведения о технологическом процессе изготовления детали
Таблица 1
Сведения о технологическом процессе изготовления детали
| № |
Наименование операции |
Модель оборудования |
20
45
60
75
95
100
110
120
125
135
|
Координатно-расточная
Сверлильная
Сверлильная
Сверлильная
Сверлильная
Сверлильная
Координатно-расточная
Координатно-расточная
Фрезерная
Фрезерная
|
2Д450
КМЦ-600
КМЦ-600
КМЦ-600
НС-12
НС-12
2Д450
2Д450
6Н81
6М12П
|
После большинства станочных операций проводятся слесарные операции (напильник, верстак), и, в некоторых случаях промывочные, а также контрольные. Предполагается все операции, кроме токарных выполнить на проектируемом станке.
1.4 Определение методов формообразования поверхностей
Методы формообразования поверхностей рассмотрим на примере детали-представителя.
Предполагается все операции, кроме токарных выполнить на проектируемом станке.
Наименования переходов, состав исполнительных движений, а также методы и схемы обработки поверхностей приведены в таблице 2.
Таблица 2
Основные схемы обработки и методы формообразования

2 Определение функциональных подсистем проектируемого
Реклама

модуля и разработка его структуры
Станок должен обеспечивать более широкий диапазон частот с постоянной мощностью (постоянным моментом). В целом должен обеспечивать возможность работы на экономических скоростях резания для различных типов деталей, возможность быстрой переналадки в условиях гибкого производства.
Таблица 3
Подсистемы обеспечения параметров исполнительных движений и их особенностей
Наименование подсистем
2 уровня
|
Подсистемы 3 уровня |
| наименование |
обозначение |
| Обеспечения пуска и остановки (ПО) |
пуск |
П |
| бесступенчатое ускорение |
УБ |
| бесступенчатое торможение |
ТБ |
| остановка |
О |
Обеспечения скорости
движения (СД)
|
настройка скорости
бесступенчатая
|
НБ |
изменение скорости
в процессе обработки
|
ИС |
| стабилизация скорости |
СТ |
Реверсирования
движения (РД)
|
ПО |
| выбор направления |
ВН |
соответствия режимов
с бесступенчатым изменением
|
РБ |
Обеспечения
перемещения (ПМ)
|
ПО |
| РД |
| СД |
| величины перемещения |
ВП |
Проектируемый мехатронный станок должен обеспечивать высокую точность переходов. Поэтому предлагается применить датчик температуры, чтобы контролировать изменение скорости резания в зависимости от изменения температуры резания. Для реализации работы подсистем НБ11 и СТ23 в целях повышения жесткости механической характеристики двигателя и точности регулирования применяется датчик скорости.
Интеллектуальная система с программно-адаптивным управлением ИС23. Разрабатываемый мехатронный станок будет иметь бесступенчатое регулирование ускорения (и торможения). Станок должен обеспечивать требуемые показатели качества, производительность обработки и требуемые параметры исполнительных движений. Для согласования скоростей и перемещений применим систему согласования параметров, определяющих скорость и величину перемещения (система СК 14). Для большей продолжительности работы резцов и предупреждения их преждевременного износа, а также для максимально возможной экономии энергии (продолжительность работы в станкочасах) станок должен обеспечивать во всех операциях работу на экономических скоростях резания.
Таблица 4.
Сравнительная характеристика функциональных подсистем для проектируемого мехатронного станка и для станка – аналога

С учётом функциональных подсистем проектируемого модуля строим его блок-схему и структуру (Рис 2, Рис 3).

Рис 2. Блок-схема проектируемого модуля

Рис 3. Структура проектируемого модуля
3 Определение основных технологических характеристик модуля
3.1 Основные технологические условия использования проектируемого станка
3.1.1 Виды переходов
На проектируемом станке будут выполняться следующие виды переходов:
а) Контурное фрезерование
б) Фрезерование плоскости
в) Сверление
г) Нарезание резьбы
Характер обработки: предварительная и чистовая
Обрабатываемый материал: АК6.
3.1.2 Характерные сочетания технологических условий обработки (с учётом технологического процесса)
Сверление:
Максимальный диаметр обработки dmax=18 мм
Минимальный диаметр обработки dmin=4 мм
Фрезерование:
Максимальная ширина контакта dmax=40 мм
Нарезание резьбы:
Максимальный диаметр обработки dmax=16 мм
Минимальный диаметр обработки dmin=6 мм
Для нахождения предельных режимов резания необходимо определить максимальные и минимальные обороты шпинделя. Максимальные обороты получаются при использовании инструмента с наименьшим диаметром. Минимальные ─ при использовании инструмента с наибольшим диаметром. В качестве инструментов выбираем фрезу SANDVIK R252.44 ( тв. Сплав с покрытием) и метчик по ГОСТ 3266-81.
3.2 Определение предельных режимов работы станка
3.2.1 Определение предельных значений режимов резания
По каталогу “Станкин” скорость резания при фрезеровании алюминия фрезой диаметром d=40 тв. сплавной с покрытием, при S=0.2, V=1100 м/мин.
С помощью пакета программ “Станкин” [7] рассчитываем составляющие сил резания, максимальные момент и мощность:
| Dф=40 мм |
| Рx, Н |
264 |
| Рy, Н |
211 |
| Рz, Н |
528 |
| М, Н×м |
10,561 |
| Nэф, кВт |
9491 |
При нарезании резьбы скорость резания принимаем по каталогу“Станкин” V=12,6 м/мин и V=12,6 м/мин при обработке стали метчиком d=6мм и d=16мм соотвественно.
| Dс=6 мм |
Dс=16 мм |
| Рx, Н |
34,8 |
1058,4 |
| Рy, Н |
223,7 |
1446,7 |
| Рz, Н |
655,7 |
3126,3 |
| М, Н×м |
1,107 |
18,298 |
| Nэф, кВт |
0,076 |
1,139 |
3.2.2 Определение предельных частот вращения шпинделя
Частоту вращения шпинделя рассчитываем по следующей формуле:
 , (1) , (1)
При фрезеровании n=9000 об/мин.
При нарезании резьбы n=35,5 об/мин.
3.3 Технические характеристики станков-аналогов
Технические характеристики станков-аналогов приведены в таблице 5.
Таблица 5
Технические характеристики станков-аналогов
| Модель станка-аналога |
nmax, об мин |
nmin, об мин |
N, кВт |
| КМЦ-600 |
3000 |
21.2 |
14 |
| 2Д450 |
4000 |
40 |
3 |
| 6Н81 |
4000 |
40 |
7.5 |
Сравнивая значения технических характеристик проектируемого модуля и станков-аналогов, приходим к выводу, что разрабатываемый модуль будет отличаться не очень широким диапазоном регулирования в области завышенных частот. Мощность электродвигателя целесообразно принять равной N=8,5 кВт.
4 Определение компоновок станка и модуля
В процессе составления компоновки станка принимаем во внимание типовые компоновки на примере станков-аналогов. Наиболее приемлемой представляется компоновка со встроенным приводом, позволяющая сократить число составных частей и деталей станка.

Рис 4. Общая компоновка станка
1-шпиндель
2-шпиндельная бабка
3-поворотный стол
4-электродвигатель
5-продоьлные салазки
6-станина
7-колонна
5 Разработка кинематической схемы модуля
5.1 Выбор электродвигателя
На основании полученных данных (п.3.2.2.):
nmax =9000 об/мин
nmin =35,5 об/мин
N=8,5кВт.
Mэmax=18 Нм,
з предложенного перечня двигателей выбираем электродвигатель 1PH7103-NG (двигатель постоянного тока с бесступенчатым регулированием).
| Nном, кВт |
8,5 |
| nэд max об/мин |
7500 |
| nном об/мин |
2000 |
| M, Н×м |
33 |
5.2 Определение диапазонов регулирования с постоянной мощностью и постоянным моментом
5.2.1 Определение диапазона регулирования частот вращения шпинделя
Диапазон регулирования электродвигателя определяем по формуле:
 (2)
(2)
5.2.2 Определение диапазонов регулирования с постоянной мощностью и постоянным моментом
Диапазон регулирования с постоянной мощностью определяем по формуле:
 (3) (3)
где b=4 для многоцелевых станков.
С учётом найденных параметров технических характеристик и типа привода
Диапазон регулирования с постоянным моментом определяем по формуле:
 (4) (4)
5.3 Определение ряда регулирования переборной коробки
5.3.1 Предварительное определение ряда регулирования переборной коробки
Первоначально знаменатель ряда, принимается равным диапазону регулирования двигателя с постоянной мощностью (RЭР), и должен быть меньше него, как минимум на 5%.
 (5) (5)
 (6) (6)
5.3.2 Уточнение знаменателя ряда регулирования коробки и диапазонов регулирования
При округлении числа ступеней коробки в большую сторону фактический знаменатель ряда уменьшается. Необходимо уточнить его значение.
 (7)
(7)

Диапазоны регулирования необходимо уточнить по принятому окончательно значению знаменателя.
 (9)
(9)

 (10)
(10)
5.4 Уточнение характеристик электродвигателя
С уменьшением знаменателя ряда частот коробки диапазон регулирования привода по полю может быть уменьшен до значения jК, поэтому максимальная частота вращения электродвигателя снижается:
 (11) (11)

Минимальная частота вращения электродвигателя определяется диапазоном регулирования привода с постоянным моментом.
5.5 Выбор типа привода
Для заданного числа ступеней коробки предпочтительным является использование встроенного привода с автоматической переборной коробкой с использованием подвижных блоков колёс перемещаемых с помощью кулачкового механизма. В данном случае приемлем вариант с нормальной структурой: 1*2*2=4.
5.6 Составление структурной сетки привода
Для выбранной структуры привода главного движения выбирается прямой кинематический порядок привода: 1*2*2=4.
В соответствии с этим структурная сетка привода будет выглядеть так:
Окончательно принимаем следующую кинематическую схему. Кинематическая схема привода модуля главного движения показана на рисунке 6.
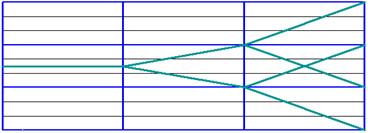
Рис. 5 Структурная сетка

Рис 6. Кинематическая схема привода модуля главного движения
5.7 Построение графика частот вращения шпинделя
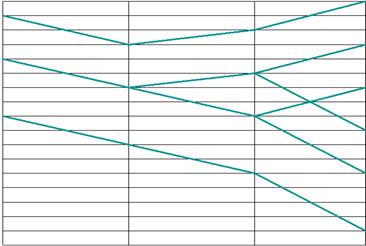
Рис 7. График частот вращения шпинделя
5.8 Определение передаточных отношений шпинделя
С помощью графика частот (Рис 7.) определяем все передаточные отношения.
5.9 Определение чисел зубьев передач
Исходя из значений передаточных отношений, определим числа зубьев передач табличным методом.
Суммарное число:

   

   
6 Расчёты и разработка конструкции модуля с применением ЭВМ
6.1 Расчёт мощности на валах
Мощность на i-том валу:

где  - коэффициент потери мощности для i-того вала. - коэффициент потери мощности для i-того вала.
Коэффициенты принимаются по рекомендациям [2]
Для первого вала:
 ; ;
где  - КПД пары подшипников, рекомендуют - КПД пары подшипников, рекомендуют  ; ;  ; ;
 - КПД зубчатой постоянной передачи, рекомендуют - КПД зубчатой постоянной передачи, рекомендуют ; ; ; ;

Для второго вала:

Для третьего (шпиндель) вала:

6.2 Выбор расчётной цепи
За расчетную цепь принимаем нижнюю ветку графика от номинальной частоты вращения двигателя. В качестве расчетных частот для определения максимальных моментов на валах примем:
n1=1120 об/мин
n2=560 об/мин
n3=140 об/мин
6.3 Расчет максимальных моментов на валах
Момент на i-том валу:
 ( (
где  - расчетная частота вращения i-того вала. - расчетная частота вращения i-того вала.
6.4 Предварительный расчет валов
В качестве материала для валов выбираем Сталь 45Х ГОСТ 4543-71.
Предварительный расчет валов веду на кручение по допустимым напряжениям.
Диаметр выходного конца i-того вала при допускаемом напряжении кручения : :
 ; ;
Для данногослучая:
6.4.1 Эскизы валов

Рис. 9 Эскиз входного вала
Рис.10 Эскиз промежуточного вала
Рис.11. Эскиз шпинделя
Как видно из эскизов валов все диаметры увеличиваются в одну сторону, т.е. условие сборки обеспечиваются.
6.5 Расчёт зубчатых передач проектный
Расчет ведется по самой нагруженной передаче i1. Как видно из графика максимальный момент на валах возникает при работе двигателя на номинальной частоте, следовательно, на этой частоте и ведем расчеты.
Для колес Z1-Z4 принимаем сталь 45, 240-280HB, c т.о. улучшение. Для колес Z5-Z8 принимаем сталь 35хм, 45HRC, с т.о. закалка.
Исходя из унификации деталей, инструментов и используемых материалов, необходимо изготавливать колеса из одного материала, при этом желательно в одной группе иметь один модуль. Поэтому проводим расчет самой нагруженной передачи. По результатам вычислений, для менее нагруженных передач, назначим параметры(модуль, материал колес и т.д.)
Определение допускаемых контактных напряжений
 (9) (9)
где - предел выносливости материала, принимаем по таблице 8.9 [9] - предел выносливости материала, принимаем по таблице 8.9 [9]
 =720 МПа для стали 45 240…280 HB =720 МПа для стали 45 240…280 HB
=965 МПа для стали 35ХМ 45 HRC
 - коэффициент безопасности, принимаем по таблице 8.9 [10] - коэффициент безопасности, принимаем по таблице 8.9 [10]
 =1,1 =1,1
 - коэффициент долговечности, принимаем - коэффициент долговечности, принимаем  =1 =1
 МПа МПа
 Мпа Мпа
 МПа МПа
 МПа МПа
Определение допускаемых напряжений изгиба
 (10), (10),
где  - предел выносливости зубьев по напряжениям изгиба, принимаем по таблице 8.9 [9] - предел выносливости зубьев по напряжениям изгиба, принимаем по таблице 8.9 [9]
=400 МПа для стали 45 240…280 HВ
=650 МПа для стали 35ХМ 45 HRC
 -коэффициент безопасности, принимаем по таблице 8.9 [9] -коэффициент безопасности, принимаем по таблице 8.9 [9]
=1,5 для стали 45 240…280 HВ
=1,75 для стали 35ХМ 45 HRC
 - коэффициент, учитывающий влияние двухстороннего приложения нагрузки - коэффициент, учитывающий влияние двухстороннего приложения нагрузки
 =1 для односторонней нагрузки =1 для односторонней нагрузки
 - коэффициент долговечности, принимаем - коэффициент долговечности, принимаем  =1 =1
 МПа МПа
 МПа МПа
 МПа МПа
 МПа МПа
 (11),
(11),
где u - передаточное число передачи
 - приведённый модуль упругости, - приведённый модуль упругости,  МПа для всех сталей МПа для всех сталей
 - момент на ведомом валу - момент на ведомом валу
 - коэффициент концентрации нагрузки по контактным напряжениям, принимается по графику ([9], рис. 8.15) при - коэффициент концентрации нагрузки по контактным напряжениям, принимается по графику ([9], рис. 8.15) при  - коэффициент ширины колеса относительно его диаметра - коэффициент ширины колеса относительно его диаметра

Это коэффициент ширины колеса относительно межосевого расстояния.
По рекомендации ([9], стр. 93) принимаем 
Межосевое расстояние определяют для наиболее тяжелонагруженных пар колёс, для которых передаточное число наибольшее, а число оборотов колеса наименьшее. Такими парами являются z1 z2 и   . .
Межосевое расстояние между I и II валом


 мм мм
Расчётный модуль  мм мм
По ГОСТ 9563-60 принимаем  = 2 мм = 2 мм
Уточнение межосевого расстояния
 мм мм
Межосевое расстояние между II и III валом


 мм
мм
Расчётный модуль  мм мм
По ГОСТ 9563-60 принимаем  = 3 мм = 3 мм
Уточнение межосевого расстояния.
 мм мм
По [9], стр. 138 
 мм мм
 мм мм
Для облегчения переключения зубчатые венцы выполняются с бочкообразной формой рабочих торцов зубьев.
В результате рабочая длина зуба уменьшается примерно на величину  (см. Рисунок 12), где h- высота зуба (см. Рисунок 12), где h- высота зуба 
 мм мм
 мм мм
 мм мм
 мм мм

Рисунок 12. Зуб
Поэтому окончательная ширина венцов зубчатых колёс будет
 мм мм
 мм мм
Для того, чтобы выполнить проверочные расчеты передач достаточно сделать проверочный расчет самой нагруженной передачи. В наиболее неблагоприятных условиях находятся зубчатые колёса , прочность которых проверим с помощью программного обеспечения, разработанного в «СТАНКИНе».Результаты проверки приведены на рисунке 13.
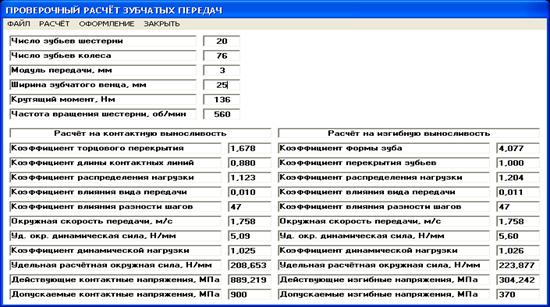
Рисунок 13. Результаты проверки
По результатам проверочного расчета можно сделать вывод, проверяемая передача работоспособна, так как действующие изгибные и контактные напряжения меньше допустимых.
6.6 Расчёт шпиндельного узла
6.6.1 Разработка конструкции шпиндельного узла
Расчет шпиндельного узла производим с помощью автоматизированной подсистемы расчетно-конструкторских работ «Шпиндель» (разработчик- СТАНКИН).В качестве переднего конца шпинделя выбираем стандартный конец для фрезерных станков с конусностью 7:24 ГОСТ 836-72. Используя значение ширины рабочего стола (для данного типоразмера деталей принимаем ширину стола равной 200 мм), получаем размеры переднего конца шпинделя. Вводя максимальные обороты шпинделя, определяем параметр быстроходности, и определяю схему опор шпинделя. Эскиз переднего конца шпиндельного узла, полученный при помощи автоматизированной подсистемы, представлен на Рис.14.
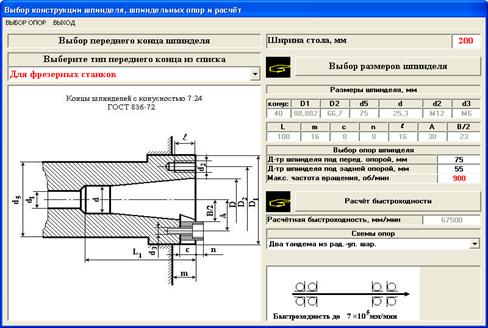
Рис.14. Конструкция переднего конца шпинделя
Подшипники нижней опоры помещаем в стакан, закрепленный в корпусе. Опору фиксируем в обоих осевых направлениях по схеме «Х». Сверху подшипники затягиваем гайкой.
Радиальный зазор в опорах регулируется гайкой и толщиной набора тонких металлических прокладок между крышкой и стаканом.
6.6.2 Расчет шпиндельного узла на жёсткость
Используя пакет программ “Станкин” [7] получаем следующие результаты:
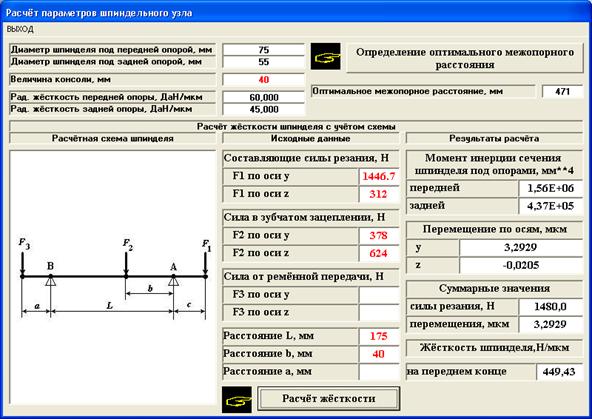
Рис.15 Результаты расчета на жесткость
Необходимая жесткость шпинделя обеспечивается, так как ее значение находится в диапазоне от 200 до 500 Н/мкм.
7 Проверочные расчёты
7.1 Проверочный расчёт вала
Проверяем промежуточный вал, т.к. он самый нагруженный.
Проверочный расчет промежуточного вала, а также подшипников находящихся на этом валу производится с помощью программы KOMP_IR. Результаты проверочных расчетов приведены на рис. 16 и рис.17.
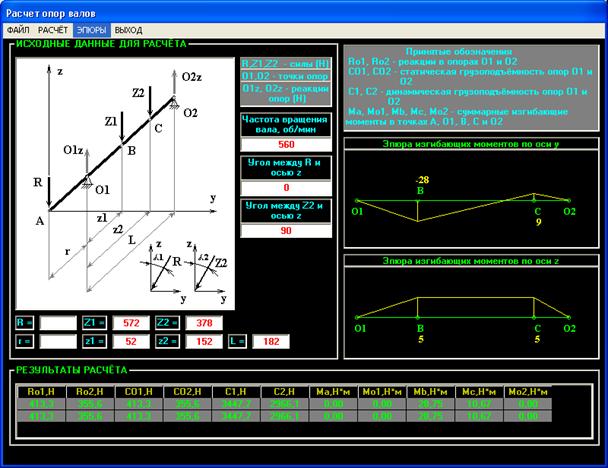
Рис.16 Результаты расчета подшипников и построения эпюр
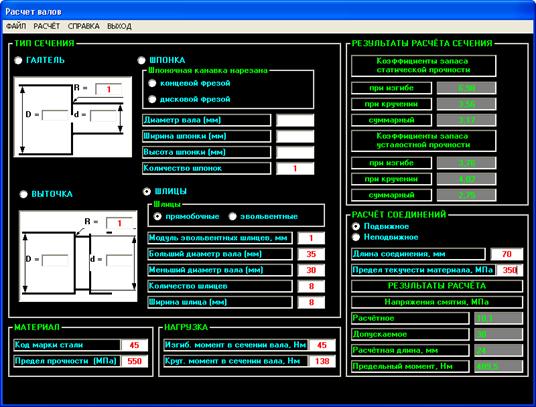
Рис.17. Результаты проверки шлицевого вала
С помощью пакета программ “Станкин” [7], находим, что суммарный коэффициент запаса усталостной прочности равен s=2,75. Это говорит о том, что рассматриваемый вал выдерживает действующие нагрузки.
Список использованной литературы
1. Кудояров Р.Г. Функционально – структурное построение мехатронных станочных модулей. Уфа, УГАТУ, 2000 – 60 с., ил.
2. Справочник технолога-машиностроителя. В 2-х томах. Т. 1. Под редакцией А.Г. Косиловой и Р.К. Мещерякова. 4-е изд., - М.: Машиностроение 1986. 656 с., ил.
3. Справочник технолога-машиностроителя. В 2-х томах. Т. 2. Под редакцией А.Г. Косиловой и Р. К. Мещерякова. 4-е изд., перераб. И доп. –
М.: Машиностроение 1986 год. 496 с., ил.
4. Анурьев В.И. Справочник конструктора-машиностроителя: В 3-х т. Т. 1. - 6-е изд., перераб. и доп. - М.: Машиностроение, 1982. -736 с., ил.
5. Анурьев В.И. Справочник конструктора-машиностроителя: В 3-х т. Т. 2. - 6-е изд., перераб. и доп. - М.: Машиностроение, 1982. -584 с., ил.
. Дунаев П.Ф., Леликов О.П. Конструирование узлов и деталей машин: Учеб. Пособие для машиностроит. спец. вузов. – 4-е изд., перераб. и доп. – М.: Высш. шк., 1985 – 416 с., ил.
7. Пакет программ “Станкин”.
8. Электронный каталог Sandvik Coromant.
9. Иванов М.Н. Детали машин: Учеб. для студентов втузов/Под ред. В.А. Финогенова - 6-е изд., перераб. - М.: Высш шк., 2000. - 383с.: ил.
|
