Министерство образования Республики Беларусь
Учреждение образования
"Гродненский государственный университет имени Янки Купалы"
Факультет строительства и транспорта
Контрольная работа
по дисциплине «Технология материалов»
Переработка полимеров и полимерных материалов
Гродно 2009
Введение
1. Общая характеристика и классификация
2. Технологические особенности при переработке полимеров
3. Технологии переработки полимеров, находящихся в твердом состоянии
В нашем урбанизированном быстро развивающемся мире резко возрос спрос на полимерные материалы. Трудно себе представить полноценную работу заводов, электростанций, котельных, учебных заведений, электрической бытовой техники, которая нас окружает дома и на работе, современных вычислительных машин, автомобилей и много другого без использования этих материалов. Хотим ли мы сделать игрушку или создать космический корабль - и в том, и в другом случае не обойтись без полимеров. Но каким образом можно придать полимеру требуемую форму и вид? Чтобы ответить на этот вопрос, рассмотрим иной аспект технологии полимеров, а именно их переработку, что темой данной работы.
1. Общая характеристика и классификация
Полимером называется органическое вещество, длинные молекулы которого построены из одинаковых многократно повторяющихся звеньев — мономеров.

Рис. 1. Схема строения макромолекулы полимера:
а) — цепеобразные молекулы; б)— боковые связи
Обладая способностью при определенных условиях последовательно соединяться друг с другом, мономеры образуют длинные цепи (рис. 1) линейной, разветвленной и сетчатой структурами связи- в результате чего получают макромолекулы полимера.
По происхождению полимеры делятся на три группы:
Природные образуются в результате жизнедеятельности растений и животных и содержатся в древесине, шерсти, коже. Это протеин, целлюлоза, крахмал, шеллак, лигнин, латекс. Обычно природные полимеры подвергаются операциям выделения очистки, модификации, при которых структура основных цепей остается неизменной. Продуктом такой переработки являются искусственные полимеры. Примерами являются натуральный каучук, изготовляемый из латекса, целлулоид, представляющий собой нитроцеллюлозу, пластифицированную камфарой для повышения эластичности.
Реклама

Природные и искусственные полимеры сыграли большую роль в современной технике, а в некоторых областях остаются незаменимыми и до сих пор, например в целлюлозно-бумажной промышленности. Однако резкий рост производства и потребления органических материалов произошел за счет синтетических полимеров – материалов, полученных синтезом из низкомолекулярных веществ и не имеющих аналогов в природе. Синтетические полимеры получают при переработке угля, природного и промышленного газа, нефти и другого сырья. По химической структуре полимеры делятся: линейные, разветвленные, сетчатые и пространственные.
В зависимости от изменения свойств при нагреве, полимеры разделяют на две основные группы: термопластичные и термореактивные. Первые из них образуются на базе новолачных смол, а вторые — на базе резольных смол.
1.Термопластичные полимеры (термопласты) при нагревании размягчаются, переходя сначала в высокоэластичное, а затем в вязко-текучее состояние; при охлаждении они затвердевают. Процесс этот является обратимым, т. е. его можно повторять многократно. К термопластам относят полимеры с линейной и разветвленной структурой связи; у них мономеры связаны один с другим только в одном направлении. При повторном нагревании такие химические связи не разрушаются; молекулы мономеров приобретают гибкость и подвижность. Из термопластов изготовляют изделия прессованием, литьем под давлением, непрерывным выдавливанием (экструзией) и другими способами. Наиболее распространенными термопластами являются полимеризационные материалы (полиэтилен, полипропилен, полихлорвинил, полистирол, фторопласты и другие) и поликонденсационные (полиамидные, полиуретановые, анилино-формальдегидные, феноло-формальдегидные смолы и др.), выпускаемые в виде порошков, крошки, листов, стержней, труб и т. п.
2.Термореактивные полимеры (реактопласты) при нагреве сначала размягчаются, если они были твердыми, а затем переходят в твердое состояние. Процесс этот является необратимым, т. е. при повторном нагреве такие полимеры не размягчаются. К реактопластам относят полимеры с сетчатой или сшитой структурой связи. Такие полимеры образуют в гигантских макромолекулах двух- или трехмерные связи, т.е. их мономеры или линейные молекулы жестко связаны между собою и не способны взаимно перемещаться. Наиболее распространенными реактопластами являются поликонденсационные материалы — фенопласты, получаемые на основе феноло-формальдегидных, полиэфирных, эпоксидных и карбамидных смол. Детали и изделия из термопластов получают горячим прессованием, литьем под давлением, механической обработкой.
Реклама

2. Технологические особенности при переработке полимеров
В настоящее время изделия из пластических масс производят весьма разнообразными методами. При этом выбор метода изготовления изделий обусловлен видом полимера, его исходным состояние, а также конфигурацией и габаритами изделия.
Основная задача при переработке полимерных материалов заключается в замедлении отрицательных процессов и создании необходимой структуры материала. Самыми простыми приемами для достижения этой цели являются регулирование температуры, давления, скорости нагрева и охлаждения материала. Кроме того, используют стабилизаторы, увеличивающие стойкость материала против старения, пластификаторы, понижающие вязкость материала и повышающие гибкость молекулярных цепей, а также различные наполнители.
Прежде чем перейти к обсуждению разнообразных методов переработки полимеров, напомню, что полимерные материалы могут быть термопластичными или термореактивными (термоотверждающимися). После формования термопластичных материалов под действием температуры и давления перед освобождением из пресс-формы их следует охлаждать ниже температуры размягчения полимера, так как в противном случае они теряют форму. В случае термореактивных материалов такой необходимости нет, поскольку после однократного совместного воздействия температуры и давления изделие сохраняет приобретенную форму даже при его освобождении из пресс-формы при высокой температуре.
При переработке в изделия термопласты подвергают воздействию теплоты, механического давления, кислорода воздуха и света. Чем выше температура, тем материал пластичнее и тем легче проходит процесс переработки. Однако под влиянием высоких температур и названных выше факторов в полимерах происходят разрыв химических связей, окисление, образование новых нежелательных структур, перемещение отдельных участков макромолекул и макромолекул относительно друг друга, ориентация макромолекул в различных направлениях, причем прочность материала в направлении ориентации возрастает, а в поперечном направлении уменьшается. При получении пленок и тонкостенных изделий это явление играет положительную роль, во всех остальных случаях оно вызывает структурную неоднородность и служит причиной возникновения остаточных напряжений.
Особенность переработки в изделия реактопластов состоит в сочетании процессов формования с отверждением, т. е. с химическими реакциями образования сшитой структуры макромолекул. Неполное отверждение ухудшает свойства материала. Достижение необходимой полноты отверждения даже в присутствии катализаторов и при повышенных температурах требует значительного времени, что увеличивает трудоемкость изготовления детали. Окончательно отверждение материала может происходить вне формующей оснастки, так как изделие приобретает устойчивую форму до завершения этого процесса.
При переработке композиционных материалов большое значение имеет адгезия (сцепление) связующего с наполнителем. Величина адгезии может быть повышена путем очистки поверхности наполнителя и сообщения ей химической активности. При плохой адгезии связующего к наполнителю в материале появляются микропоры, которые значительно снижают прочность материала.
Различие по сечению изделия в скоростях охлаждения, в степени кристаллизации, полноте протекания релаксационных процессов для термопластов и степени отверждения для реактопластов приводит также к структурной неоднородности и появлению дополнительных остаточных напряжений в изделиях. Для снижения остаточных напряжений применяют термическую обработку изделий, формирование структуры при переработке и другие технологические приемы.
3. Технологии переработки полимеров, находящихся в твердом состоянии
Все возрастающий объем производства пластических масс требует дальнейшего совершенствования существующих и разработки новых высокопроизводительных технологических процессов переработки полимеров. Дальнейший прогресс в области переработки пластических масс связан с резким повышением производительности перерабатывающего оборудования, сокращением трудоемкости в производстве изделий и повышением их качества. Решение поставленных задач невозможно без применения новых прогрессивных методов переработки, к числу которых относятся различные виды переработки полимеров давлением в твердом агрегатном состоянии.
В основе всех процессов переработки полимеров в твердом состоянии лежит пластическая (вынужденно-эластическая) деформация, которая носит обратимый характер. Вынужденно-эластические деформации в полимерах развиваются под влиянием больших механических напряжений. После прекращения действия деформирующего усилия, при температурах ниже температуры размягчения, вынужденно-эластическая деформация оказывается фиксированной в результате стеклования или кристаллизации материала и деформированное полимерное тело не восстанавливает свою исходную форму.
Изготовление изделий формованием представляет собой процесс, при котором лист из термопластичного полимера, нагретый до температуры размягчения, подвергают вытяжке, придавая ему необходимую конфигурацию, а затем производят охлаждение. Для формования используют полимерные материалы, имеющие выраженную область высокоэластичного состояния. Наиболее легко формуются изделия из аморфных полимеров и несколько сложнее c кристаллических.
Методом формования изготавливают изделия различной конфигурации, имеющие одинаковую толщину всех стенок. Особенно широко применяется формование при изготовлении крупногабаритных изделий (ванны, панели холодильников) или тонкостенных изделий (упаковочная тара), когда литье под давлением неприменимо. Очень выгодно использовать данный метод при мелкосерийном производстве, так как технологическая оснастка намного проще и дешевле, чем литьевые формы.
Придание необходимой конфигурации осуществляется или в высокоэластическом состоянии, или несколько выше температуры текучести за счет растяжения полимера, при этом действующими являются нормальные напряжения. Кроме того, у кристаллизующихся полимеров могут протекать фазовые переходы, обусловленные нагреванием и охлаждением. Из химических процессов следует назвать окисление и деструкцию, вызываемые чрезмерно высокой температурой полимера при формовании. Однако при правильно выбранном технологическом режиме эти реакции протекают незначительно.
Технологический процесс формования может осуществляться штампованием, пневмо- или вакуумформованием.
Время охлаждения зависит от температуры формы, температуропроводности и толщины стенки изделия. Чем ниже температура охлаждающей поверхности, тем меньше время охлаждения, однако при очень резком охлаждении может произойти коробление изделий, особенно при изготовлении их из полиэтилена высокой плотности. При низкой температуре формы затрудняется оформление ребер или острых углов, при высокой температуре формы на изделии после его извлечения могут появиться гофры или складки, вызванные неравномерной усадкой. Температура формы при переработке кристаллизующихся полимеров влияет на скорость кристаллизации, степень кристалличности и соответственно на качество изделий.
В процессе охлаждения происходит усадка изделий, которая зависит от степени ориентации макромолекул полимера. При формовании на пуансоне усадка обычно меньше, так как он препятствует уменьшению линейных размеров, однако при этом затрудняется съем изделий. Особенно опасно это при формовании изделий из жестких полимеров, поскольку усадка может привести к растрескиванию изделий на пуансоне.
МЕТОДЫ ФОРМОВАНИЯ:
Штампование.
Холодная штамповка осуществляется благодаря способности аморфных полимеров к вынужденной эластичности, а кристаллических — к значительным деформациям ниже температуры плавления. Заготовка заданного объема, нагретая до сравнительно низкой температуры (ниже температуры стеклования или ниже температуры плавления, в случае кристаллических полимеров), деформируется в замкнутой пресс-форме с высокой скоростью; удельные давления формования могут достигать 150-200 МН/м2
. Необходимость охлаждения изделия в форме из-за низкой температуры формования практически отпадает.
Горячая штамповка предполагает использование предварительно нагретой заготовки; в зависимости от вида перерабатываемого материала процесс формования осуществляется либо за счет высокоэластической, либо за счет пластической деформации. После завершения процесса формования готовое изделие охлаждают в форме, снабженной системой охлаждения. Необходимое давление составляет 10-70 МПа.
Формование листовых заготовок с использованием штампов проводится на прессах, с помощью которых создается необходимое усилие. В зависимости от конструкции формы различают три способа: 1) штампование между матрицей и пуансоном; 2) штампование в матрицу эластичным пуансоном; 3) формование толкателем.
При штамповании между матрицей и пуансоном лист 3 закрепляют между двумя рамами 2, нагревают и укладывают на матрицу 4 (рис. 2). При опускании пуансона лист деформируется и приобретает форму пуансона и матрицы. Поскольку зажимная рама несколько больше матрицы, то вытяжка вначале происходит по всей поверхности листовой заготовки, обеспечивая хорошую равнотолщинность.
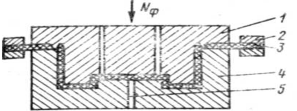
Рис.2. Штамповании между матрицей и пуансоном.
В конце смыкания заготовка пережимается пресс-кантами пуансона (выступами) и изделие вырубается по контуру формы. Воздух из полости формы в момент опускания пуансона удаляется по воздушным каналам 5.
Данный способ применяется для изготовления изделий сложной конфигурации, так как с помощью пресса можно создать большое усилие формования. К недостаткам метода относится высокая стоимость формы, в которой необходимо обеспечить точное соответствие размеров матрицы и пуансона. При отклонении сопрягаемых размеров может произойти пережатие листа или недооформление изделия.
Штампование эластичным пуансоном в матрицу применяется при изготовлении изделий небольшой глубины и несложной конфигурации. Разогретый лист 2 укладывают на матрицу 3, а затем проводят формование (рис. 3). В качестве эластичного пуансона применяют толстый слой губчатой резины или резиновую диафрагму. При создании давления губчатая резина 1 деформируется и производит вытяжку заготовки 2, плотно прижимая ее к матрице 3.
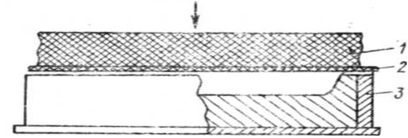
Рис.3 Штампование эластичным пуансоном в матрицу.
Резиновая диафрагма закрепляется на поддоне, а пространство между поддоном и мембраной заполняется жидкостью, которая распределяет давление по всей поверхности. При смыкании формы происходит деформация мембраны и она осуществляет вытяжку листовой заготовки, плотно прижимая ее к матрице, после чего изделие охлаждается.
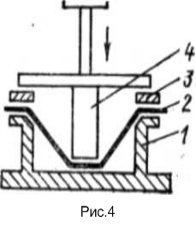
Формование толкателем применяется для изготовления изделий простой конфигурации в виде усеченного конуса, пирамиды и их разновидностей. Форма изделия определяется конструкцией зажимной рамы и толкателя. Так, если использовать круглую раму и квадратный толкатель, то основание изделия будет в виде квадрата, а верх конический. Изделия изготовляются в такой последовательности. Разогретый лист 2 укладывают на поддон 1, прижимают рамой 3, а затем с помощью толкателя 4 проводят формование изделия (рис.4) Основным недостатком данного метода является медленное охлаждение изделия, так как оно не всей поверхностью соприкасается с пуансоном и поддоном. Этот метод непроизводителен, поэтому применяется сравнительно редко.
Метод штамповки отличается высокой производительностью, однако связан с использованием дорогостоящей оснастки, поэтому его применение целесообразно только при производстве крупносерийных изделий с переменной толщиной стенки, повышенной точностью размеров и рельефной поверхностью.
Пневмоформование.
Вытяжка листа при пневмоформовании осуществляется за счет усилия, создаваемого сжатым воздухом. В зависимости от конструкции формы существуют три разновидности способа:
1) свободное выдувание; 2) пневмоформование в матрицу;
3) пневмоформование в матрицу с вытяжкой заготовки толкателем.
Свободное выдувание. Лист 1 укладывают на поддон (рис.5) и закрепляют рамой 2. Подводится инфракрасный нагреватель, и листовая заготовка разогревается. Затем через отверстие в поддоне подается сжатый воздух, под действием которого лист вытягивается и образуется изделие в виде полусферы. Высота изделия регулируется давлением. Охлаждение проводится за счет обдува струей воздуха. Для того чтобы изделия получались определенной высоты, иногда применяют ограничители в виде скобы или с плоским дном. При касании полусферы и ограничителя происходит срабатывание электромагнитного клапана и подача воздуха в поддон прекращается.
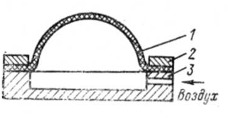
Рис.5. Свободное выдувание.
Пневмоформование в матрицу. Разогретую заготовку 3 укладывают на матрицу 4 и закрепляют поддоном 1 (рис.6) Через отверстие поддона подается сжатый воздух, под действием которого лист вытягивается и прижимается к охлаждаемым стенкам матрицы. Для охлаждения матрица имеет каналы, в которые подается вода. Для выхода воздуха из полости формы в момент формования изделия в матрице имеются воздушные каналы 5.
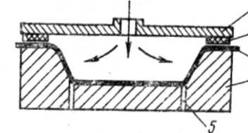
Рис.6. Пневмоформование в матрицу.
Данным способом могут изготавливаться изделия сложной конструкции с большой толщиной стенок. Однако при изготовлении глубоких изделий получается значительная разнотолщинность стенок. При формовании тонкостенных изделий, чтобы струя воздуха не ударяла в лист и не происходило местного утонения, в поддоне устанавливают распределитель воздуха, который подает воздух одновременно по всей поверхности, при этом воздух предварительно подогревается.

Пневмоформование в матрицу с вытяжкой листа толкателем. Этот способ применяется при изготовлении глубоких изделий. Заготовку 2 укладывают на матрицу 1, закрепляют рамой 3 и нагревают (рис.7). Затем опускается толкатель 4, происходит предварительная вытяжка заготовки, после чего через отверстия толкателя подается сжатый воздух и проводится окончательное формование изделия. Заготовка прижимается к стенкам матрицы и охлаждается. Температура толкателя обычно поддерживается на 20—30°С ниже, чем температура листовой заготовки. При более низкой температуре возможно местное охлаждение листа и формование затрудняется.
Вакуумформование
Вакуумформование — наиболее простой метод изготовления изделий из листовых заготовок; применяется менее сложная конструкция формы, за вытяжкой листа можно наблюдать визуально. Процесс изготовления изделий осуществляется в результате вытяжки под действием вакуума, как и пневмоформование он имеет несколько разновидностей.
Вакуумформование в матрицу. Листовую заготовку укладывают на матрицу, закрепляют прижимной рамой и подводят нагреватель. После разогревания листа включают вакуум между листом и матрицей создается разрежение и происходит формование изделия. При этом заготовка прижимается плотно к стенкам матрицы и охлаждается. Затем вакуум отключают, а к матрице подводят сжатый воздух, происходит выталкивание изделия.
Вакуумформование с вытяжкой толкателем. В отличие от рассмотренного способа, вначале происходит вытяжка разогретого листа толкателем, а затем формование в матрицу под действием вакуума. Применяется этот способ при изготовлении глубоких изделий, когда нужна незначительная разнотолщинность стенок.
Вакуумформование на пуансоне. Лист 3 закрепляют между двумя рамами 2, затем подводят нагреватель 1 (рис.8). После нагревания заготовки поднимается пуансон 4, закрепленный на поддоне 5, и происходит предварительная вытяжка. Окончательное оформление изделия выполняется на пуансоне под действием вакуума. В данном случае совмещены две операции — вытяжка и формование, которые проводятся на пуансоне, и не требуется специального толкателя. Однако пуансон при этом должен иметь повышенную температуру, поэтому охлаждение изделия замедляется.
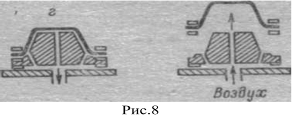
Этот способ находит широкое применение.
Вакуумформование на пуансоне с предварительной вытяжкой сжатым воздухом. Этот способ применяется в тех случаях, когда полимер очень чувствителен к охлаждению. Чтобы в момент вытяжки лист 3 не касался холодного пуансона 4, вначале, под листом создают давление, и лист вытягивается, как при свободном выдувании (рис.9). В образовавшуюся полусферу вводят пуансон 4, а затем включают вакуум и проводят окончательное формование изделия. Охлаждение осуществляют на пуансоне, а также за счет обдува снаружи воздухом
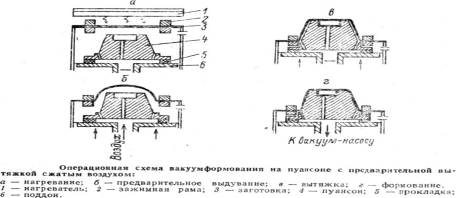
Рис.9.Вакуумформование на пуансоне с предварительной вытяжкой сжатым воздухом.
Вакуумформование с вытяжкой воздушной подушкой. В тех случаях, когда требуется изготовить глубокое изделие и обеспечить разнотолщинность стенок, применяют формование с предварительной вытяжкой листа воздушной подушкой (рис.10). Лист закрепляют между двумя рамами 2, размер которых больше матрицы, и проводят нагревание. В толкатель 4 подают подогретый воздух и начинают опускать его на лист.
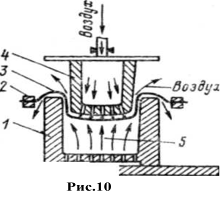
Внутрь матрицы 1также подают сжатый воздух, при этом лист как бы зависает над матрицей, так как образуется воздушная подушка, в то же время он не касается толкателя. Вытяжка происходит между двумя воздушными подушками равномерно по всей поверхности заготовки. После опускания толкателя заготовка прижимается к матрице, в ней создается вакуум и происходит окончательное формование изделия.
Комбинированное формование.
При изготовлении изделий сложной конструкции, в особенности с двояковыпуклым днищем, применяют комбинированное формование (рис. 11). Лист закрепляют в раме и нагревают (/), затем подводят к форме, в которой создается давление (//). Происходит предварительная вытяжка воздухом, и пуансон вводится в полусферу заготовки (///). Затем сверху опускается толкатель, с помощью которого проводится предварительное формование внутренних элементов изделия (IV—V). Окончательное формование осуществляется под действием вакуума, который создается между листом и пуансоном (VI). Данный способ обеспечивает равномерную вытяжку листа и хорошую равнотолщинность стенок изделия.

|
