Содержание
1. Введение. ……………………………………………………………4
2. Характеристика изделия …………………………………………..5
3. Анализ вариантов и выбор способов сварки…………………… 7
4. Разработка пооперационной технологии ………………………10
5. Выбор сварочных материалов и расчет норм расходов ……….17
6. Выбор сварочного оборудования и его характеристики ………20
7. Расчет и выбор параметров режима сварки ……………….……22
8. Выбор метода контроля качества ………………………….…….24
9. Проектирование технологической оснастки ……………………25
10. Список литературы ………………………………………………..27
11. Приложение ……………………………………………………….28
1. Введение.
Механизация и автоматизация являются важнейшим средством повышения производительности труда, улучшения качества и условий труда в сварочном производстве.
Сварочное производство – комплексное производство, включающее в себя основные операции (сборку, сварку правку, термообработку, отделку сварных конструкций и др.), вспомогательные операции (транспортные, наладочные, контрольные и др.) и операции обслуживания (ремонтные и др.). Не сварочные операции в сварочном производстве составляют в среднем 70% общей трудоемкости работ сварочных цехов. При осуществлении собственно сварочных операций, в том числе при применении механизированных методов сварки, выполняются вспомогательные приемы по установке и кантовке изделий под сварку, зачистке кромок и швов, сбору флюса, установке автомата в начале шва, отводу автомата или перемещению изделия и др. На выполнение этих приемов приходится в среднем 35% трудоемкости собственно сварочных операций. Отсюда следует, что комплексная механизация сварочного производства имеет чрезвычайно важное значение, т.к. механизация только самого процесса сварки не может обеспечить, высоки уровень механизации сварочных цехов.
2. Характеристика сварного изделия.
Темой курсового проекта является технология сборки и сварки ротора паровой турбины.
Ротор – вращающаяся деталь машины. В настоящем случае ротор предназначен для паровой турбины.
Ротор ОК-10 состоит из двух частей, которые свариваются между собой кольцевым швом. Сварка стыков изделия осуществляется в узкую разделку с выполнением сварки корневой части соединения без подогрева по предварительной «мягкой» наплавке.
Реклама

После предварительной «мягкой» наплавки разделку заваривают двумя видами сварки: АДС - аргонодуговая сварка вольфрамовым электродом и автоматической сваркой под слоем флюса.
Процессы АДС и автоматическая сварка под слоем флюса – автоматизированы.
Для получения необходимого усилия зажатия используют токарно-винторезный станок Siu-160.
Для изготовления сварных конструкций роторов паровых турбин с рабочей температурой до 3500
С используется сталь 20Х3МВФА.
Данная сталь требует при сварке высокотемпературного подогрева (до 4500
С) для предотвращения образования трещин в металле шва и околошовной зоны.
Сталь 20Х3МВФ - сталь перлитного класса лабораторной выплавки.
Термическая обработка после ковки: изотермический отжиг, нормализация, закалка в масло и последующий отпуск.
Сопротивляемость металла сварного соединения ротора образованию трещин в процессе его изготовления при сварке и последующей термической обработке зависит от свойств металла околошовной зоны. Свойства металла, в свою очередь, находятся в прямой зависимости от температуры подогрева при сварке и отпуска после сварки. В целях повышения качества и надежности сварных соединений ротора из стали 20Х3МВФА, необходимо определить температуру подогрева и отпуска изделий, которые обеспечивали бы максимальную пластичность и вязкость металла околошовной зоны.
Повышение температуры испытания образцов свыше 2000
С ведет к снижению работы развития трещин.
Химический состав стали 20Х3МВФА
| С |
Si |
Mn |
S |
P |
Cr |
Ni |
Mo |
V |
W |
Cu |
| Не более |
Поставка согласно
ГОСТ 20072-74
|
0.16-0.24 |
0.17-0.37 |
0.25-0.5 |
0,025 |
0,03 |
2.8-3.3 |
0.25 |
0.35-0.65 |
0.6-0.85 |
0.3-0.5 |
0.2 |
Режим термообработки:
1.Термический отжиг 9700
С.
2.Нормализация 10700
С и 4 часа охлаждения на воздухе.
3.Закалка 10100
С.
4.Отпуск 6700
С с охлаждением в печи в течение 20 часов.
Сталь 20Х3МВФ чувствительна к термическому циклу сварки, в результате чего металл околошовной зоны обладает малой пластичностью и вязкостью в исходном (без отпуска) состоянии после сварки.
Температура подогрева при сварке стали 20Х3МВФ, оказывает большое влияние на сопротивляемость металла околошовной зоны образованию и развитию трещин. Наиболее благоприятной температурой подогрева для данной стали является Т=150-2300
С. Обычно температуру предварительного подогрева при сварке соединений ротора принимают 3500
С и снижают ее (сопутствующий подогрев) до 2000
С.
Наиболее эффективной возможностью обеспечения максимальной пластичности и вязкости металла околошовной зоны создает, высоки отпуск после сварки ротора при Т=6500
С.
Реклама

Высокий отпуск необходим также для снятия внутренних напряжений после сварки.
3. Анализ вариантов и выбор способов сварки с учетом особенностей свариваемых деталей.
Современная сварочная техника располагает большим количеством самых разнообразных способов сварки, позволяющих сваривать всевозможные металлы и сплавы.
Выбор того или иного способа сварки производиться с учетом ряда факторов, главными из которых являются:
- свариваемость металла;
- толщина металла.
Свойства свариваемого материала в ряде случаев имеют определенное значение в выборе способа сварки и, иногда, существенно ограничивают число возможных способов.
Существенную роль при выборе вида сварки играет толщина свариваемых деталей. При сварке тонкостенных деталей, для обеспечения требуемой величины проплавления и удовлетворительного формирования шва, нет необходимости, стремится к применению мощного источника тепла.
При сварке кольцевого шва ротора паровой турбины необходимо заварить U-образную разделку высотой 66 мм. Величина «замка» разделки составляет 4 мм.
Всю разделку можно было бы заварить ручной дуговой сваркой, но нам необходимо получить очень качественное соединение и автоматизировать процесс сварки ротора.
Сварка «замка» осуществляется аргонодуговой сваркой в 3 прохода. Автомат для этой сварки разработан на Калужском Турбинном Заводе. Первый и второй проход осуществляется без присадки, а третий с присадкой в виде сварочной проволоки Св08Г2С диаметром 2 мм по ГОСТ 2246-70.
При использовании неплавящегося вольфрамового электрода нет разбрызгивания металла, как основного, так и присадочного. В целях защиты сварного шва используют поддув аргона с обратной стороны шва.
После сварки «замка» можно было бы заварить разделку автоматической сваркой под слоем флюса. Так было бы быстрее и экономичнее, но одним из основных параметров при сварке ротора является величина боя, который не должен превышать 0,3 мм. Разделку можно заварить аргонодуговой сваркой на высоту 10-12 мм. Сварка начинают со стороны, где величина боя достигает своего максимального значения. То есть происходит как бы смягчивание сварного шва.
Преимущества аргонодуговой сварки.
1. отсутствие необходимости в применении флюсов, в связи, с чем отпадает необходимость в очистке швов от шлака;
2. высокая степень концентрации источника тепла, способствующая уменьшению коробления изделия;
3. низкая стоимость защитного газа;
4. возможность наблюдать за открытой дугой в процессе сварки;
5. возможность сварки в любых пространственных положениях.
После охлаждения сварного шва мы можем смело заварить оставшуюся часть разделки автоматической сваркой под слоем флюса, т.к. величина заварки аргонодуговой сваркой на высоту 10-12 мм будет гарантировать нам минимальную величину боя.
Автоматическую сварку под слоем флюса лучше всего проводить с раскладкой на два валика. Это необходимо для проверки боя и содержания дефектов. Применение автоматической сварки на два валика показало, что этот вариант наиболее целесообразен в условиях сварки ротора. При этом равномерное заполнение разделки улучшает условия деформации оси ротора. Бой ротора практически не превышает исходный после предварительной заварки корня шва.
Металлографические исследования сварных соединений показали, что в них отсутствуют макро- и микродефекты в виде пор, трещин, несплавлений, подрезов и т.п. наплавка в автоматическом режиме обеспечивает отсутствие брызг, хорошую отделяемость шлаковой корки и не требует дополнительной зачистки, кроме случаев, когда в местах перехода валика может потребоваться сбить шлаковую корку.
Автоматическая сварка ротора улучшает качество сварного соединения, уменьшает деформации оси ротора.
4. Разработка пооперационной технологии.
Технологический процесс изготовления ротора паровой турбины.
001. Заготовительная
002. Термическая
Для выполнения «мягкой» наплавки на корневую часть шва свариваемых кромок ротора необходимо нагреть заднюю и переднюю части ротора до температуры Т=300-3500
С в камерной печи. Контроль температуры производить термокарандашами.
005. Сварочная
Наплавляем канавки ручной дуговой сваркой, используя электроды УОНИИ 13/45АА диаметром 5 мм. При этом сила сварочного тока  , напряжение , напряжение  . В процессе наплавки температура свариваемых кромок на ширине 200-300 мм должна поддерживаться на уровне 250-3000
С. Подогрев осуществляется в термических печах, обеспечивающих равномерный нагрев металла по всему сечению наплавляемых деталей. . В процессе наплавки температура свариваемых кромок на ширине 200-300 мм должна поддерживаться на уровне 250-3000
С. Подогрев осуществляется в термических печах, обеспечивающих равномерный нагрев металла по всему сечению наплавляемых деталей.
006. Термическая.
После окончания наплавки заднюю и переднюю части ротора подвергнуть отпуску в камерной печи Тотп
=600-6500
С,  . .
007. Механическая.
Выточить форму разделки. Проточить с основным металлом наплавленный участок под контроль.
008. Контрольная
Выполнить визуальный, капиллярный (цветной, люминесцентный) и ультразвуковой контроль. Контролю подвергается наплавка и зона, прилегающая к ней, основного металла на расстоянии не менее 20 мм от границ оплавления.
Используемое оборудование:
1)ДМК-4 – капиллярный контроль;
2)ДУК-66П – ультразвуковой контроль.
009. Механическая.
Эта операция выполняется только при обнаружении в наплавленных участках дефектов, превышающих допустимые нормы. Эти дефекты удаляются борфрезой.
010. Контрольная.
Выполнить капиллярный контроль места зашлифовки.
Оборудование: ДМК-4.
015. Сварочная.
При отсутствии дефектов заварить проконтролированное место ручной дуговой сваркой электродами УОНИИ 13/45АА ГОСТ9466-75 диаметром 5 мм. При этом сила сварочного тока , напряжение . Заварка дефектов идет без предварительного и сопутствующего подогрева, если дефект отстоит от основного металла на расстоянии не менее 5 мм.
016. Контрольная.
Сделать ультразвуковой контроль места заварки.
Оборудование: ДУК-66П.
020. Сборочно-сварочная.
Один конец ротора вставляем в планшайбу станка Siu-160, а другую часть прижимаем к первой прижимным устройством. Но расстояние между планшайбой и прижимным устройством больше, чем суммарная длина ротора. Поэтому необходима приварка приставки. На данном этапе мы собираем переднюю часть ротора с приставкой и привариваем их ручной дуговой сваркой в четырех точках. Используем электроды УОНИИ 13/45 ГОСТ 9466-75 диаметром 5мм, сила сварочного тока  , напряжение . , напряжение .
Нагреваем переднюю часть ротора и приставку двумя горелками до Т=400…4500
С.
021. Контрольная.
Контролируем сборку и прихватку приставки.
025. Сварочная.
После подогрева приставки и передней части ротора двумя горелками до Т=400…4500
С не допускать охлаждение зоны сварки в процессе сварки ниже Т=2500
С. Приварить приставку к передней части ротора за четыре прохода электродами УОНИИ 13/45 АА диаметром 5мм, сила сварочного тока , напряжение . Глубина провара не более 1,5 мм. Сварку производить участками по 150…200 мм с переходом в диаметрально-противоположную сторону. При этом тщательно зачищать швы от шлака. По окончании сварки дать шву медленно остыть в асбесте.
030. Сборочно-сварочная.
а) Установить технологическую заглушку с трубкой для подвода аргона в заднюю часть ротора, прихватить в четырех диаметрально-противоположных точках ручной дуговой сваркой электродами УОНИИ 13/45 диаметром 4 мм, сила сварочного тока  , напряжение , напряжение  . Длина каждого приваренного участка по 10мм. . Длина каждого приваренного участка по 10мм.
б) Установить основной люнет на направляющие станка Siu-160 и закрепить.
в) Установить заднюю часть ротора муфтой в четырехкулачковый патрон, второй конец ротора на основной люнет.
г) Выставить заднюю часть ротора на станке с точностью до 0,02 мм по пояску «А» и пояску «Б»
д) Установить вспомогательный люнет на направляющие станка на расстояние 560 мм от основного люнета.
е) Установить переднюю часть ротора на основной и вспомогательный люнеты.
ж) Провести предварительную проверку соосности передней и задней части ротора. Выставить переднюю часть ротора по пояскам «Г» с точностью до 0,07мм, «В» - до 0,08 мм. Подвести заднюю бабку.
031. Контрольная.
Проверить параллельность дисков ротора, расположенных рядом с разделкой передней и задней части ротора. Допускается непараллельность не более 0,05мм. Контролировать бой по всем пояскам «А», «Б», «В», «Г».
Для последующего контроля боя каждый поясок разбивается на восемь точек равномерно по окружности. Подготовить автомат.
035. Сварочная.
Заварить корневой шов ротора автоматической аргонодуговой сваркой в 3 прохода: первый осуществляется без присадки сила сварочного тока  , напряжение , напряжение  , второй и третий – с присадкой Св08Г2С ГОСТ 2246-70 диаметром 2 мм, сила сварочного тока , второй и третий – с присадкой Св08Г2С ГОСТ 2246-70 диаметром 2 мм, сила сварочного тока  , напряжение , напряжение  . .
Используем неплавящийся вольфрамовый электрод ЭВЛ диаметром 2мм (ГОСТ 23949-80). Защита обратной стороны шва обеспечивается путем поддува аргона во внутреннюю полость ротора, подача осуществляется через заглушку в заднюю часть ротора.
036. Механическая.
Проточить сварочный участок под контроль.
037. Контрольная.
Выполнить технический (проверить бой по пояскам «В» и «Г), визуальный, радиографический и капиллярный контроль.
Оборудование:
ДМК-4 – капиллярный контроль;
РУП-150/300-10-радиография.
038. Механическая.
При обнаружении в металле шва дефектов, превышающих допустимые нормы, следует удалить их борфрезой.
039. Контрольная.
Выполнить капиллярный контроль места зашлифовки.
Оборудование: ДМК-4
040. Сварочная.
При отсутствии дефектов заварить место зашлифовки аргонодуговой сваркой проволокой Св08Г2С диаметром 2 мм, сила сварочного тока  , напряжение , напряжение  . .
041. Контрольная.
Выполнить радиографический и капиллярный контроль.
Оборудование:
ДМК-4 – капиллярный контроль;
РУП-150/300-10-радиография.
045. Сварочная.
Заварить разделку автоматической аргонодуговой сваркой на высоту 10 мм, с присадкой Св08Г2С ГОСТ 2246-70 диаметром 5 мм, сила сварочного тока , напряжение .
Используем неплавящийся вольфрамовый электрод ЭВЛ диаметром 2мм (ГОСТ 23949-80).
При этом нужно учесть, что сварку нужно начинать со стороны максимального боя.
046. Механическая.
Проточить сварочный участок под контроль.
047. Контрольная.
Выполнить технический (проверить бой по пояскам «В» и «Г), визуальный, радиографический контроль.
Оборудование:
РУП-150/300-10-радиография.
048. Механическая.
При обнаружении в металле шва дефектов, превышающих допустимые нормы, следует удалить их борфрезой.
049. Контрольная.
Выполнить радиографический контроль места зашлифовки.
Оборудование: РУП-150/300-10.
050. Сварочная.
При отсутствии дефектов заварить проконтролированное место ручной дуговой сваркой электродами УОНИИ 13/45АА ГОСТ9466-75 диаметром 3 мм. При этом сила сварочного тока  , напряжение , напряжение  . .
051. Контрольная.
Выполнить радиографический контроль места заварки.
Оборудование:
РУП-150/300-10
052. Транспортная.
Транспортировать ротор на участок автоматической сварки под слоем флюса.
053. Термическая.
Установить секции печи. Нагреть ротор в печи (во всех трех секциях) до Т=400-4500
С со скоростью 500
С/час и выдержкой не менее 5 часов.
055. Сварочная.
Заварить разделку автоматической сваркой под слоем флюса проволокой Св09ХГМТАА-ВИ ТУ14-1-3675-83 диаметром 3 мм под флюсом 48КФ-31 ТУ-5.965-1178, сила сварочного тока  , напряжение , напряжение  . В процессе сварки необходимо поддерживать температуру подогрева Т=2500
С и более. По мере заполнения разделки необходимо тщательно очищать от шлака поверхность каждого валика и проводить осмотр сварного соединения с целью выявления дефектов. . В процессе сварки необходимо поддерживать температуру подогрева Т=2500
С и более. По мере заполнения разделки необходимо тщательно очищать от шлака поверхность каждого валика и проводить осмотр сварного соединения с целью выявления дефектов.
056. Термическая.
После окончания сварки, не допускать охлаждение сварного соединения ротора ниже Т=2500
С, произвести высокий отпуск при Т=640-6500
С.
057. Механическая.
После охлаждения ротора проточить поверхность сварного шва под контроль.
058. Контрольная.
Сделать все возможные виды контроля:
А) технический (измерить бой по всем пояскам);
Б) контроль температуры (температура в пределах 2500
С);
В) визуальный;
Г) радиографический (РУП-150/300-10);
Д) капиллярный контроль (ДМК-4);
Е) ультразвуковой (ДУК-66П).
059. Механическая.
Удаление дефектных участков под заварку должно производиться только механическим способом (фрезеровкой, вырубкой, пневматическим зубилом, абразивным инструментом).
060. Контрольная.
Осуществить два виды контроля:
А) радиографический (РУП-150/300-10);
Б) ультразвуковой (ДУК-66П).
065. Сварочная.
Заварка дефектных участков сварного соединения, выполненного автоматической сваркой под слоем флюса, производится электродами 48Н-28 диаметром 5 мм, сила сварочного тока  , напряжение . После этого можно сделать еще одну термическую обработку. , напряжение . После этого можно сделать еще одну термическую обработку.
066. Контрольная
Все исправления подвергаются капиллярному контролю.
Оборудование: ДМК-4
067. Слесарная.
Срезать приставку с передней части ротора резцом подрезным Т5К10 ГОСТ 18879-79. После срезки приставки произвести контрольную продувку ротора сжатым воздухом.
068. Сборочная.
Охладить заготовку в жидком азоте. Запрессовать заглушку в переднюю часть ротора.
070. Сварочная.
Прихватить заглушку аргонодуговой сваркой проволокой Св04Х19Н11М3 диаметром 2 мм по ГОСТ 2246-70, сварочного тока , напряжение . При этом подогрев заглушки и ротора, произвести двумя горелками до Т=400…4500
С, не допускать охлаждение зоны сварки в процессе сварки ниже Т=2500
С.
071. Контрольная.
Проверить качество приварки заглушки. Проверить сварные швы внешним осмотром.
5. Выбор сварочных материалов и расчет норм расходов.
Нормы расхода сварочных материалов разрабатываются на основании нормативов расхода материалов на 1мм сварочного шва, которые рассчитываются применительно к соответствующим видам технологических процессов сварки, типам сварных швов, режимам сварки.
Норма расхода сварочных материалов на изделие при дуговых способах сварки определяется на основе нормативов расхода сварочных материалов по формуле:
Где Hij, Hnij – нормативы расхода j-го сварного материала при i-том способе сварки непрерывного и прерывистого шва соответственно, кг;
lij,lnji– протяженность сварных швов j-го типа непрерывных и прерывистых соответственно, выполненных i-м способом сварки, м; j = 1,2,3,… w – типы швов сварных соединений по соответствующему ГОСТу.
Норматив расхода сварочных материалов:
Н= М*Кр,
Где М – масса наплавленного металла на метр сварного шва, кг; Кр- коэффициент расхода, учитывающий технологические потери и отходы сварочных материалов.
Масса наплавленного металла:
 , ,
Где Fнм –
площадь поперечного сечения направленного металла, см2
; p – площадь металла, г/см3
; L – длина шва, равная 100см.
Нормы расхода сварочных материалов по операциям :
005. РДС
Fнм=2,8см2
, p=7,85г/см3
M=F p L 10-3
=2,8*7,85*10-1
=2,198кг/м
Кр=1,5 H=MKр=2,198*1,5=3,297 кг/м
L=3242ммN=Hl=10,7кг
025. РДС
Fнм=0,32см2
, p=7,85 г/см3
М=0,32*7,85*10-1
=0,251 кг/м
Н=0,251*1,5=0,3768кг/м
N=0,33кг
035. АДС
Fнм=0,1см2
,
М=0,079кг/м
Н=0,081кг/м
p=7,85 г/см3
кр
=1,03
N=7кг
045. АДС
Fнм=3,36см2
,
Мнм=2,38кг/м
Н=3,56кг/м
N=6,33 кг
055. сварка под флюсом
Fнм=14см2
,
М=11кг/м
Н=11,32кг/м
p=7,85 г/см3
кр
=1,03
N=1,923*11,32=21,70 кг
Норма расхода флюса:
кр
=1,1
Н=1,1*1,1=12,1кг/мкг/м
N=12,1*1,923=23,70кг
Норматив расхода защитного газа:
Где Нг – норматив расхода защитного газа, м3
(л);
Нуr – удельный расход защитного газа, м3
/с(л/мин);
Tо
i
– основное время сварки i-го прохода, с(мин);
Hdoni
– дополнительный расход защитного газа на выполнение подготовительно – заключительных операций при сварке i-го прохода, м3
(л) ; i-проходы.
Удельный расход защитного газа выбираем по таблице в зависимости от силы сварочного тока и диаметра электрода
Hу
r
=15л/мин = 2,6*10-4
м3
/с
Время, затрачиваемое на операцию 035:
При скорости сварки Vсв
=9м/ч Т=30,8 мин.
Hr
=2,6*10-4
*30,8*60=0,48 м3
(450л).
6. Выбор сварочного оборудования и его характеристики.
Основным оборудованием, применяемым для сварки ротора является:
1. автомат для аргонодуговой сварки.
2. автомат для сварки под слоем флюса.
3. камерная печь.
4. печь для тепловых испытаний валов.
5. источник питания.
Для обеспечения высокого качества сварного соединения, которое выражается в идентичности параметров шва по всей его длине, необходимо, чтобы сварочная аппаратура обеспечивала выполнение следующих операций:
- подвод к электроду и изделию сварочного тока;
- нагрев электродного или присадочного металла свариваемых кромок;
- подачу в сварочную ванну этого металла со скоростью, равной скорости его плавления;
- защиту зоны сварки от воздействия воздуха.
1. автомат для аргонодуговой сварки.
Сам автомат и сварочная головка разработаны отделом сварки АО КТЗ. Основные характеристики автомата: скорость подачи сварочной проволоки 50…300 м/час, скорость сварки 5-25 м/ч; сварочный ток 100-500А; напряжение на дуге 15-40В.
2. автомат для сварки под слоем флюса.
Данный автомат входит в состав комплекса для автоматической сварки под слоем флюса, для многопроходной сварки. Этот автомат СУ-144 имеет для удержания автомата в рабочем положении поворотную колонну, вращатель для ротора, печь для подогрева и термической обработки роторов.
Основные характеристики автомата СУ-144:
скорость подачи сварочной проволоки 5…500 м/ч; скорость сварки 5…30 м/ч; сварочный ток 250…650А; напряжение на дуге 5…50 В.
3. камерная печь.
Применяется при нагреве задней и передней частей ротора перед «мягкой» наплавкой. Также эта печь используется при отпуске передней и задней частей ротора после наплавки. Камерная печь – печь близкими по значению длиной, шириной и высотой рабочего пространства и с одинаковой во всех ее точках температурой, предназначена для нагрева или термической обработки материалов. В камерной печи используют жидкое, твердое и газообразное топливо.
4. печь для тепловых испытаний валов.
Используется для нагрева ротора под автоматическую сварку под флюсом. Лучше всего ее использовать для снятия внутренних напряжений после окончания всех сварочных операций.
5. источник питания.
Аргонодуговую сварку необходимо вести на постоянном токе прямой полярности. Для сварки данного изделия можно использовать универсальный сварочный выпрямитель ВДУ-505УЗ.Универсальные сварочные выпрямители ВДУ имеют 2 вида внешних характеристик – полого- и крутопадающие. ВДУ-505 выполнен на тиристорах по 2ой
трехфазнойсхеме выпрямления с уравнительным дросселем. Обеспечивает высокий уровень стабилизации напряжения и тока, дистанционное регулирование, простой переход с одного вида внешних характеристик на другой.
Основные характеристики ВДУ-505УЗ.
- Номинальный сварочный ток 500А.
- Номинальное напряжение 46В.
- Пределы регулирования тока 50-500А.
- КПД 82%.
- Первичная мощность 40Ква.
- Габариты 790х670х880мм.
- Масса 300кг.
- Климатическое исполнение: умеренный пояс и возможность работы в неотапливаемом помещении.
7. Расчет и выбор параметров режима сварки.
Режим сварки – совокупность основных характеристик сварочного процесса, обеспечивающего получение сварочных швов заданных размеров, форм и качества. При дуговой сварке такими характеристиками являются сварочный ток, напряжение на дуге, диаметр электрода, скорость перемещения электрода вдоль свариваемых кромок (скорость сварки), род тока, полярность и др.
Для ручной дуговой сварки:
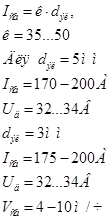
Для аргонодуговой сварки:
Для автоматической сварки под слоем флюса:
Ток постоянный обратной полярности.
8. Выбор метода контроля качества.
1. Визуальный (внешний) осмотр.
Является обязательным при контроле качества. Внешний осмотр выявляет несоответствие шва требуемым геометрическим размерам: наплывы, подрезы, свищи, поры и др. Не допускается уменьшение фактических размеров по сравнению с заданными (номинальными) размерами.
При операционном контроле применяют проверку с помощью измерительных инструментов и шаблонов в соответствии с чертежами и ГОСТом подготавливаемых кромок и собранных под сварку деталей и конструкций. А по показателям приборов (амперметр, вольтметр и др.) контролируют режим сварки и его соответствие заданных технологией и порядку наложения швов.
2. Рентгенография.
Если к контролю качества сварного соединения предъявляются наивысшие требования по чувствительности, то применяют рентгенографический метод контроля.
Выявляемые дефекты:
- трещины продольные и поперечные в наплавленном и основном металле, направление которых совпадает с направлением просвечивания в диапазоне углов от 0 до 120
;
- непровары сплошные и по кромкам шва;
- вольфрамовые и шлаковые включения;
- поры;
- подрезы;
- проплавы;
- прожоги.
3. Ультразвуковая дефектоскопия;
4. Капиллярная дефектоскопия.
Для обнаружения внутренних дефектов, выходящих на поверхность.
9. Проектирование технологической оснастки.
При аргонодуговой сварке задней и передней частей ротора используют приставки, распорки, подставки для совмещения частей ротора.
Для удовлетворительного совмещения частей ротора необходимо обеспечить максимальное усилие зажатия 20 тонн. Это усилие обеспечивается на токарно-винторезном станке Siu-160. Его основные характеристики:
- грузоподъемность 0,5-4 т;
- сжимающее усилие 20-25 т;
- частота вращения 10-1000 об/мин;
-вращение ротора осуществляется со скоростью сварки 9м/ч.
Задняя часть ротора вставляется в четырехкулачковый патрон.
При автоматической сварке под слоем флюса для вращения ротора используется специальный вращатель. Здесь задняя часть ротора вставляется в планшайбу вращателя. При этом обеспечивается вращение ротора со скоростью сварки 18-20 м/ч. Это вращение осуществляется благодаря электродвигателю 132S8/120 и червячному редуктору.
Планшайба – это приспособление в виде фланца, устанавливаемое на различных станках для закрепления деталей и передачи им вращения.
При аргонодуговой сварки и автоматической сварки под слоем флюса используют люнеты.
Люнеты – это приспособление к металлорежущему станку, служащие добавочной опорой для вращения обрабатываемых длинных заготовок.
Люнет уменьшает прогиб заготовок от ее веса, повышает виброустойчивость.
Для аргонодуговой сварки применяют обычные люнеты – основной и дополнительный. Для автоматической сварки под слоем флюса применяют люнеты для тепловой обработки, так как в процессе сварки ротор подогревается в печи, чтобы уменьшит образование трещины.
При транспортировке ротора используют мостовой кран – подъемный кран, предназначенный для подъема, опускания и горизонтального перемещения различных грузов. Состоит из мостовой фермы, передвигающейся по рельсам, и грузовой тележки, перемещающейся вдоль фермы.
10. Список литературы
1. Сварка в машиностроении. Справочник Т.1-3, под ред. Винокурова В.А., М., «Машиностроение», 1979г.
2. Сварка и свариваемые материалы. Справочник, Т.1-2, под ред. Проф. Макарова Э.Л., М., «Металлургия», 1991г.
3. Технология производства сварных конструкций. Баранов М.С., М., «Машиностроение», 1976г.
4. Механизация и автоматизация сварочного производства. Гитлевич А.Д., Этингоф Л.А., М., «Машиностроение», 1979г.
5. Теория сварочных процессов. Петров Г.Л., Тумарев А.С., М., «Высшая школа», 1977г.
|
