1. СОВРЕМЕННОЕ СОСТОЯНИЕ ВОПРОСА
1.1 Анализ исходных данных
1.1.1 Проблемы долговечности коленчатого вала
Одной из основных деталей, определяющих надежную работу двигателя в целом, является коленчатый вал, служебное назначение которого – преобразование возвратно-поступательного движения шатунно-поршневой группы во вращательное движение маховика. Условия работы коленвала являются сложными и включают в себя знакопеременные нагрузки, износ в условиях граничного трения скольжения. Виды разрушений, возникающих в данных условиях, таковы:
1. усталостное выкрашивание, возникающее из-за переменных контактных напряжений, которые приводят к появлению микротрещин, расклиниваемых в свою очередь смазкой;
2. абразивный износ. Объясняется тем, что в антифрикционный слой работающего вкладыша, несмотря на применяемые уплотнения и фильтры, вкрапливается много твердых частиц (продуктов износа деталей, абразивных частиц, засасываемых в цилиндры с воздухом, и др.), вызывающих износ рабочих поверхностей;
3. при работе двигателя с частотой вращения коленчатого вала, меньшей заданной по режиму, возможны задиры и заклинивания из-за недостаточной подачи масла к трущимся поверхностям вследствие малой производительности масляного насоса и отсутствии масляного тумана в картерах;
4. при работе с частотой вращения коленчатого вала, превышающей заданную по режиму, задиры и заедания также возможны вследствие большой работы трения и значительного нагрева трущихся деталей.
Практически основные дефекты коленчатого вала, выявляемые в процессе эксплуатации до капитального ремонта, следующие:
- изгиб;
- износ коренных и шатунных шеек;
- износ боковой поверхности шпоночных пазов;
- износ шеек под передний и задний сальники и под смазочный подшипник;
- срыв и износ резьбы под храповик, маховик-вентилятор и соединительную муфту;
- износ отверстий во фланце коленчатого вала под установочные штифты или под болты крепления маховика.
Ремонт коленчатого вала двигателя начинают в случае увеличения диаметрального зазора в подшипнике, выкрашивания или появления задиров на поверхности вкладыша и шеек [3]. Внешним признаком указанных дефектов являются стуки в двигателе и резкое снижение масла в системе смазки. Вкладыши коренных и шатунных подшипников, кроме того, периодически заменяют и независимо от степени их износа в целях повышения долговечности работы коленвала без перешлифовки. Необходимость принудительной замены вкладышей объясняется тем, что в антифрикционный слой работающего вкладыша вкрапливается много твердых частиц (продуктов износа деталей, абразивных частиц, засасываемых в цилиндры с воздухом, и др.), вызывающих износ поверхностей шеек коленчатого вала [7].
Реклама

Видно, что качество и точность исполнительных поверхностей коленвала должны быть на высоком уровне. Технические требования, предъявляемые к шатунным и коренным шейкам, таковы:
- точность исполнения – 6 квалитет с допуском на диаметральный размер = 20 мкм и отклонением от цилиндричности = 5 мкм;
- качество поверхности – шероховатость = 0,32 мкм;
- твердость поверхности = 50 HRCэ на глубину 2…3 мм.
1.1.2 Анализ недостатков существующего техпроцесса
В качестве заготовки используется отливка из чугуна ВЧ-75-03. Использование чугуна в качестве конструкционного материала для столь ответственной детали объясняется его отличными литейными свойствами, что позволяет изготавливать отливки 1 класса точности с наименьшими припусками под обработку. Например, суммарный припуск для обработки шеек, включающий фрезерование, предварительное и окончательное шлифование с закалкой ТВЧ, составляет 2,6 мм.
Высокопрочный чугун представляет собой чугун с шаровидным графитом. Химический состав и механические свойства чугуна ВЧ-75-03 представлены в таблице 1. Структура металлической основы чугунов с шаровидным графитом такая же, как и в обычном сером чугуне, т.е. зависит от химического состава чугуна, скорости охлаждения, толщины стенки отливки и т.д. Первое число в маркировке показывает предел прочности при растяжении, второе – относительное удлинение. Так, чугун ВЧ-75-03 характеризуется пределом прочности 750 МПА (75 кгс/мм²) и относительным удлинением 3%.
Таблица 1 - Химический состав и механические свойства чугуна ВЧ-75-03
| C,% |
Si,% |
Mn,% |
Ti,% |
Cr,% |
Ni,% |
Mo,% |
Mg,% |
σв
,МПа |
σт
,МПа |
σ,% |
HB |
| 3,4 |
3,45 |
0,72 |
0,05 |
0,11 |
1,2 |
0,42 |
0,05 |
750 |
50 |
3 |
50-300 |
Чугуны, модифицированные магнием, имеют более высокие механические свойства, чем обычный серый чугун, и приближаются по свойствам к стали. Чугуны с шаровидным графитом применяют для самых ответственных деталей, например для коленчатых валов, кулачковых валиков и др. Замена стальных деталей литыми из высокопрочного чугуна является экономически выгодной. Например, при подсчете экономической эффективности замены стального коленчатого вала дизеля чугунным оказалось, что заготовка литого коленчатого вала из высокопрочного чугуна в три раза легче заготовки из легированной стали. Общие затраты на изготовление чугунного коленчатого вала в 3,5 раза меньше, чем на изготовление стального [10].
Реклама

Вместе с тем возникает серьезная проблема обеспечения их прочности и надежности в эксплуатации. Трудность состоит в том, что пределы выносливости чугуна почти в 2 раза ниже, чем у легированных сталей, обычно используемых для изготовления коленчатых валов, а также чугун обладает весьма малой пластичностью и высокой хрупкостью.
В этих условиях применение коленчатых валов из чугуна может быть осуществлено только при использовании, с одной стороны, преимуществ литья для получения рациональных форм колен и понижения общей неравномерности рабочих напряжений, а с другой стороны, направленного повышения сопротивления разрушению в зонах концентрации напряжений путем эффективного поверхностного упрочения.
В качестве средства упрочения валов первоначально использовали азотирование, которое одновременно служило для повышения износостойкости шеек. Однако опыт эксплуатации двигателей показал, что хрупкий азотированный слой обладает низким сопротивлением разовым перегрузкам. Такие перегрузки оказались присущими и вызвали заметное число разрушений, связанных с образованием хрупких трещин в азотированном слое. Причинами таких перегрузок явились в основном гидроудары припусках вследствие накопления воды в цилиндрах из системы охлаждения [7].
Механические и физические свойства коленвала, необходимые для его эффективной эксплуатации, достигаются в основном на финишных операциях. Твердость поверхностного слоя = 50 HRCэ обеспечивается закалкой ТВЧ, точность размеров по 6-му квалитету достигается на шлифовальных станках, а качество поверхности формируется при полировке. Однако, рассмотренные выше недостатки, в том числе низкая износостойкость коренных и шатунных шеек, являются следствием неоптимального микрорельефа поверхностного слоя образуемого в результате того самого полирования, представляющего собой операцию резания абразивным материалом.
К основным особенностям и недостаткам способов чистовой обработки резанием относятся [24]:
1. заостренная форма выступов и впадин образующихся микронеровностей; в этом отношении наиболее неблагоприятный микрорельеф образуется при шлифовании;
2. относительно низкая несущая способность, обусловленная заостренной формой микронеровностей и соответственно малой опорной поверхностью при начальных сближениях в процессе приработки;
3. прямая зависимость между шагом и высотой микронеровностей и, как следствие, малая маслоемкость высокочистых поверхностей;
4. невозможность регулирования формы микронеровностей при одной и той же их высоте;
5. незначительные пределы возможного изменения формы и расположения микронеровностей во всем интервале обеспечиваемой ими шероховатости поверхности;
6. высокая степень неоднородности (нерегулярность) микрорельефа.
Перечисленные органические недостатки подавляющего большинства способов чистовой обработки резанием затрудняют решение следующих важных задач [25]:
1. сохранение целостности волокон металла, способствующее повышению всех его эксплуатационных характеристик;
2. сочетание малых по высоте шероховатостей с упрочнением поверхностного слоя, обеспечивающее высокие эксплуатационные свойства деталей, особенно при циклических нагрузках;
3. незначительный нагрев, исключающий образование таких дефектов, как отпуск поверхностных слоев термически обработанных деталей, прижоги и т.п.;
4. отсутствие шаржирования в поверхность инородных частиц (имеющего место при всех видах абразивной чистовой обработки), позволяющее сохранить чистой поверхность даже таких мягких пластичных металлов, как медь и алюминий, что в ряде случаев является обязательным условием;
5. создание поверхностей с большой опорной плоскостью не только повышающее их износостойкость, но ускоряющее прирабатываемость и улучшающее условия труда на трение;
6. возможность улучшения шероховатости поверхности на 3-5 классов за один проход, делающая чистовую обработку во многих случаях значительно более производительной, чем резцовую и, особенно, чем абразивную обработку.
Важность и актуальность этих задач определяют необходимость выполнения широкого круга работ по совершенствованию применяемых способов отделочной обработки и применению новых процессов, свободных от перечисленных выше недостатков.
1.1.3 Анализ недостатков существующего оборудования для финишной обработки
Специальный автомат для полирования шеек коленвала NAGEL представляет собой агрегат, состоящий из станины, шпиндельной бабки, задней бабки, полировальных рычагов, гидравлического бака вместе с электромагнитами гидрораспределителей, системы смазки и охлаждения. Отдельно от станка выполнен силовой электрошкаф вместе с пультом управления. Загрузку деталей на станок выполняет портальный робот – манипулятор с электроприводом.
Автомат предназначен для встраивания в автоматические линии и обработки коленчатых валов в условиях массового производства. Применяемый на операции инструмент – абразивная лента марки 15А М40П С2 К на бумажной основе. Станок довольно удачно скомпонован, имеет хорошо обозримую зону обработки, которая располагается с лицевой стороны. К сожалению, зона является совершенно открытой, не предусмотрено никаких экранов или защитных щитов, что является недостатком с точки зрения техники безопасности – вся СОЖ, которая имеется на полировальных рычагах, разбрызгивается вокруг станка при их энергичном сжатии на шейках вала. Система охлаждения обеспечивает подачу СОЖ ко всем полируемым шейкам и работает от автономного электронасоса. В результате полировки заготовок образуется мельчайшая стружка в виде пыли, которая забивает трубоотводы для стока СОЖ. Для ее очистки в данном случае используется магнитный сепаратор и продувка каналов для подачи СОЖ сжатым воздухом перед каждым циклом обработки, что является довольно эффективным способом удаления стружки из системы охлаждения.
Привод главного движения состоит из шпинделя, вращение которому сообщает электродвигатель через цепную передачу с передаточным числом і=1,33. Двигатель является асинхронным, мощность N=5,25 кВт, частота вращения n=174 об/мин. Частота вращения шпинделя n=130 об/мин. Интерес представляет механизм осцилляции, расположенный в шпиндельной бабке, предназначенный для сообщения валу продольного возвратно-поступательного движения. Его привод состоит из гидроцилиндра, сообщающего движение шпинделю через эксцентрик. Шпиндель является двухопорным, причем в качестве передней и задней опор применены роликовые подшипники, позволяющие ему смещаться в продольном направлении во время обработки. При остановке шпиндель фиксируется специальным механизмом фиксации. Полировальные рычаги представляют собой клещи с небольшим усилием зажима, неподвижно закрепленные для коренных шеек и расположенные на опорах для шатунных шеек. Во время обработки рычаги с полировальной лентой обхватывают шейки вала, опоры отводятся, и шатунные рычаги остаются висеть лишь на шейках, поддерживаемые от падения с обратной стороны пружинами. В конце цикла шпиндель ставиться в определенное – исходное положение, опоры вновь подводятся к полировальным рычагам, и они освобождают шейки вала от зажима.
Загрузчик представляет собой робот-манипулятор с электроприводом, имеющий одну руку, держащую два вала, переворачиваемых в вертикальной плоскости.
Станок имеет ряд недостатков, связанных, как с несовершенством технологии, так и с конструктивными недоработками отдельных узлов. Основные из них следующие:
- малая производительность процесса (61 деталь в час по сравнению с предыдущей операцией правки радиального биения – 71 шт/час), в связи с чем перед операцией постоянно возникают скопления валов, которые периодически разгружают, полируя их на дополнительном станке. Дополнительный станок не включен в состав поточной линии, т.е. не снабжен автоматизированной загрузкой, и перенос коленвалов осуществляется вручную. Ухудшаются, таким образом, и условия труда;
- разброс размеров всех шеек, выходящих иногда за пределы допуска. Проблема возникает из-за того, что для полировки шеек применяют разную ленту (из разных упаковок, от разных производителей), имеющих, хотя и одну маркировку, но, вероятно, несколько разные свойства, разное качество и т.п. Обработка всего вала осуществляется сразу, на одной позиции, припуск составляет 5 мкм, допуск на размер – 20 мкм, вал содержит 9 шеек и поэтому занижение диаметра на шейках, имеющих критические размеры, вполне вероятно;
- охлаждающие средства, применяемые на операции (керосин, РЖ-9) опасны для здоровья и ухудшают условия труда, причем станок снабжен не защитным экраном, а лишь сетчатым ограждением;
- частый останов станка из-за поломок портального манипулятора, где из строя выходит редуктор (излом вала, зубьев передач), схват (потеря усилия зажима, достаточного для надежного удержания заготовки), теряется точность позиционирования из-за ненадежного закрепления концевых выключателей;
- частый выход из строя полировальных рычагов – незначительное смещение их положения на опорах приводит к ненадежному зажиму шеек и выбиванию рычагов из рабочей зоны во время обработки.
Таким образом, практика эксплуатации показывает существенные недостатки в работе станка, связанные как с конструктивными недоработками, так и с особенностями метода обработки, тем самым вызывая необходимость его модернизации.
1.2 Современные методы повышения долговечности деталей
Методы упрочнения металлов можно условно разделить на шесть основных классов (табл. 2) [15]. Методами одного класса осуществляются процессы различных типов. Внешние условия протекания процессов неодинаковы: в газовой среде; в жидкости; в пасте; без использования или с использованием теплоты при нормальном, повышенном или высоком давлении; в низком, среднем или высоком вакууме; в атмосфере водяного, водогазового или ионного пара; в контролируемых атмосферах экзогаза или эндогаза; в электропроводящей или диэлектрической среде; в среде с поверхностно-активными или абразивными свойствами; в магнитном, электрическом, гравитационном или термическом поле. Выбор сочетаний внешних условий и характеризует специфические особенности технологических процессов.
Таблица 2 - Современные методы упрочнения металлов
| Класс методов упрочнения |
Метод |
Типы процессов |
| 1 |
2 |
3 |
| Упрочнение изменением шероховатости поверхности |
Электрохимическое полирование
Обработка резанием
Пластическое деформирование
|
Окунание в ванну (в струе электролита)
Суперфиниширование
Хонингование
Накатка
Раскатка
|
| Упрочнение созданием пленки на поверхности изделия |
Осаждение химической реакции
Электролитическое осаждение
Осаждение твердых осадков из паров
Напыление износостойких соединений
|
Химическое оксидирование, никелирование, кадмирование, фосфатирование, нанесение упрочняющего смазочного материала, осаждение из газовой фазы
Электролитическое хромирование, никелирование, никельфосфатирование, борирование, борохромирование, хромофосфатирование
Электроискровое легирование, катодноионная бомбардировка, прямое электроннолучевое испарение, реактивное электроннолучевое испарение, электрохимическое испарение, термическое испарение тугоплавких соединений
Плазменное напыление порошковых материалов, детонационное напыление, лазерное напыление
|
| Упрочнение изменением химического состава поверхностного слоя металла |
Диффузионное насыщение |
Химико-термическое нитрооксидирование, нитроцемментация, цементация, карбонитрация, карбохромирование, аэротирование, хромоазотирование, борирование, хромосилицирование, цианирование, хромоалитирование, борохромирование, сульфоцианирование, диффузионное никелирование, бороцаркование, циркосилицирование, легирование маломощными пучками ионов |
| Упрочнение изменением структуры поверхностного слоя |
Физикотермическая обработка
Электрофизическая обработка
Механическая обработка
Наплавка легированного металла
|
Лазерная закалка, плазменная закалка
Электроимпульсная обработка, электро-контактная обработка, электроэрозионная обработка, ультразвуковая обработка
Упрочнение вибрацией, фрикционно-упрочняющая обработка, дробеструйная обработка, обработка взрывом, термо-механическая обработка, прокатывание, волочение, редуцирование, термопластическая обработка
Наплавка газовым пламенем, электрической дугой, плазмой, лазерным лучом, пучком ионов
|
| Упрочнение изменением энергетического запаса поверхностного слоя |
Обработка в магнитном поле |
Электроферромагнитная обработка, обработка в импульсном магнитном поле |
В качестве средства упрочнения валов первоначально использовали азотирование [17], которое служило методом повышения износостойкости шеек. Однако опыт эксплуатации двигателей показал, что хрупкий азотированный слой обладает низким сопротивлением разовым перегрузкам. Такие перегрузки оказались присущими и вызвали заметное число разрушений, связанных с образованием хрупких трещин в азотированном слое. Причинами таких перегрузок явились, в основном, гидроудары при пусках вследствие накопления воды в цилиндрах из системы охлаждения.
1.3 Методы ППД
Область эффективного применения холодной бесштамповой обработки давлением весьма широка, выявляются все новые возможности этой технологии. Считавшиеся до некоторого времени предельными значения временного сопротивления 150-170 кг/мм2
и твердости 38-40 HRC, свыше которых обработка металлов давлением в холодном состоянии не рекомендовалась, оказались заниженными [24]. Исследования [25] показали возможность значительного упрочнения и улучшения шероховатости поверхности сталей, закаленных до твердости выше 55 единиц HRCэ.
Разнообразно применение методов холодной бесштамповой обработки:
- для формообразования – придания заготовке требуемой формы и размеров;
- для калибрования – повышения точности формы и размеров;
- для отделки – достижения требуемой шероховатости поверхности;
- для упрочнения – улучшения физико-механических свойств.
В таблице 3 приведена классификация методов бесштамповой обработки давлением, ориентировочно определяющая возможности и область рентабельного применения каждого из них, принципиальную схему и основные качественные характеристики.
В соответствии с ГОСТ 18296-72 методы ПДД подразделяются на статические и ударные. При статических методах обработки инструмент, рабочие тела или среда воздействуют на обрабатываемую поверхность с определенной постоянной силой Р. Происходит плавное перемещение очагов (очага) воздействия, которые последовательно проходят всю поверхность, подлежащую обработке.
Инструментами при ППД могут быть ролик, шар с принудительной осью вращения или без нее, гладилка, дорн с не режущими кольцами, боек-чекан и т.д. В качестве рабочих тел при ППД могут быть использованы дробь, шарики из стали, стекла, пластмассы и др. Рабочей средой при ППД могут быть жидкость, газ и их суспензии с частицами абразива.
Статические методы ППД, как правило, обеспечивают меньшую шероховатость поверхности с благоприятной формой микронеровностей. С помощью ударных методов можно достичь большой степени упрочнения, которая характеризуется степенью повышения микротвердости, значениями сжимающих остаточных напряжений и толщиной упрочненного слоя.
Таблица 3 - Классификация методов ППД
| Метод |
Сущность метода, обрабатываемые поверхности, оборудование, характер производства |
| 1 |
2 |
| Упрочняющее обкатывание |
Качение инструмента (ролик, шар) по обрабатываемой поверхности, для плоских и выпуклых поверхностей – обкатывание, для внутренних поверхностей – раскатывание. Поверхности тел вращения типа втулок, валов и плоские поверхности, HRCэ 45-55. Универсальное и специальное оборудование. Серийное и массовое производство. |
| Выглаживание |
Скольжение инструмента по локально контактирующей с ним поверхности. Поверхности тел вращения, HRCэ<70. Тонкостенные и неравножесткие детали. Универсальное оборудование. Единичное и серийное производство. |
Вибрационное накатывание
Вибрационное выглаживание
|
Накатывание или выглаживание при вибрации инструмента (шар, выглаживающий наконечник) по касательной к поверхности деформируемого металла. Поверхности тел вращения и плоские поверхности. Универсальное оборудование. Единичное и серийное производство. |
Дробеструйная обработка
Дробеметная обработка
Гидродробеструйная обработка
|
Удары дроби по деформируемому металлу. Дробь – круглые тела из различных материалов. В зависимости от источника кинематической энергии (струя газа, жидкость, газ с жидкостью, вращение ротора (дробемета)) обработка называется гидродробеструйной, гидропневмодробеструйной, дробеметной и т.д. Поверхности различной конфигурации, HRCэ<55. Специальное оборудование. Серийное и массовое производство. |
| Ультразвуковая обработка |
К постоянной силе добавляется сила ударов ультразвуковых колебаний. Поверхности тел вращения. Универсальное оборудование, оснащенное ультразвуковым генератором и головкой. Единичное и серийное производство. |
| Ударное раскатывание |
Ролики создают удары в момент прохождения выступающих элементов опоры. Поверхности типа втулок и труб, HRCэ<50. Универсальное и специальное оборудование. Серийное и массовое производство. |
| Вибрационная ударная обработка |
Удары инструмента по обрабатываемой поверхности под действием центробежной силы. Поверхности тел вращения и плоские поверхности, HRCэ<50. Универсальное оборудование. Серийное и массовое производство. |
| Обработка механической щеткой |
Удары концами проволоки вращающейся механической щетки. Поверхности различной конфигурации, HRCэ<55. Универсальное и специальное оборудование. Единичное, серийное и массовое производство. |
1.4 Сущность холодной пластической деформации металлов
Обработка металлов давлением в холодном состоянии основана на использовании их пластических свойств, т.е. способности в определенных условиях иметь под влиянием внешних сил, действующих статически или динамически, остаточные деформации без нарушения целостности. Заготовке придаются требуемые форма, размер и шероховатость поверхности за счет перераспределения ее элементарных объемов. При этом исходный объем заготовки остается постоянным. Одновременно с пластической деформацией металла здесь имеет место и упругая деформация.
Механизм упругой и пластической деформации объясняется современной теорией следующим образом. В зависимости от величины прилагаемого усилия происходит лишь временное изменение межатомных расстояний в объемной кристаллической решетке обрабатываемого металла или внутрикристаллические и межкристаллические сдвиги. Если деформация носит временный характер и при удалении действующей нагрузки полностью исчезает, то тело принимает исходную форму. Когда прилагаемые силы достигают определенного значения, помимо упругой деформации появляется пластическая (остаточная) деформация, сохраняющаяся после удаления усилия, и тело приобретает новую форму.
Пластическая деформация, внешним проявлением которой является необратимое изменение формы и размеров металлического тела без нарушения его сплошности, заключается в принудительном необратимом перемещении отдельных атомов или группы их, представляет собой сложнейший процесс, изучение и управление которым осложняется многими факторами.
Все без исключения технические металлы являются сплавами, содержащими в тех или иных количествах растворимые или нерастворимые примеси и характеризующимися неоднородностью структуры. Поэтому некоторые исследователи [25] отрицают возможность установления количественных закономерностей между напряжениями и деформациями в реальном неоднородном металле. В связи с этим в математической и прикладной теории пластичности отвлекаются от реального строения физически и химически неоднородного металла с изменяющимися в процессе деформации свойствами и рассматривают его как однородное тело. В результате ограничиваются лишь качественным изучением процессов, протекающих при деформации металлов, а численные зависимости получают в прикладной теории пластичности.
Сложность изучения процессов пластического деформирования металла обусловлена также тем, что при данных исходных механических свойствах величина сопротивления металла пластическому деформированию непрерывно изменяется одновременно с изменением механических свойств; изменения эти по своему характеру неоднородны. Поэтому при расчетах параметров режима обработки металлов давлением необходимо предварительно экспериментально устанавливать характерную для данного металла функциональную зависимость, связывающую его сопротивляемость пластическому деформированию с величиной деформации.
Механизм пластической деформации и процессы, протекающие при пластическом деформировании реального технического металла, зависят не только от строения и свойств металла, но также от температуры и скорости деформации. От этих же факторов зависят результаты обработки пластическим деформированием и, в частности, свойства деформированного металла.
В теории обработки металлов давлением под горячей деформацией понимают деформацию, производимую при температуре, превышающей температуру рекристаллизации. Деформацию, осуществляемую при температуре более низкой, чем температура рекристаллизации, называют холодной деформацией.
Поскольку температура рекристаллизации подавляющего большинства технических металлов значительно выше температуры окружающей среды, холодная деформация в производственных условиях почти во всех случаях осуществляется при температурах значительно более низких, чем температура рекристаллизации, разупрочнение металла не происходит, структура металла четко отражает все изменения, происходящие в ней в процессе деформации, а пространственная решетка получает искажения, которые приводят к росту внутренней потенциальной энергии. Для холодной деформации характерны следующие основные явления: сдвиговая деформация, изгибание пространственной решетки, двойникование, блокообразование и поворот блоков.
Сдвиговая деформация
[25]. Многочисленные экспериментальные исследования и теориттические расчеты свидетельствуют о наличии при деформации металла линий скольжения, характеризующих сдвиги одних частей монокристалла или кристаллитов относительно других. В поликристалле сдвиговая деформация начинается сначала в кристаллитах, плоскости скольжения которых расположены под углом 45˚ к линии действия наибольшего главного напряжения. Но вследствие отклонений в строении реальной кристаллической решетки от идеальной возникает несоответствие. При идеальном строении кристаллов развитие пластической деформации можно представить как соскальзывание параллельных плоскостей одновременно по всей поверхности сдвига. Однако экспериментальные исследования показывают, что такое представление неточно. На самом деле [24] пластическая деформация зарождается в небольших объемах, и в ней одновременно участвует незначительное число атомов кристаллической решетки.
Двойникование
[25]. Помимо скольжения внутри кристаллов при пластическом деформировании наблюдается одновременно скольжение – перемещение по системе атомных плоскостей на расстояние, не кратное межатомному, и поворот деформированной части кристалла в зеркальное положение по отношению к исходному – недеформированному. Такое явление называют двойникованием. Оно, как правило, наблюдается при динамических ударных воздействиях, сопровождается резким снижением скалывающих напряжений и во многих случаях свидетельствует о близком разрушении металла. Двойникование может сопутствовать скольжению.
Изгибание пространственной атомной решетки
. Многими исследованиями [4], [14], [15], [23] установлено также, что в процессе пластической деформации среди зерен с ярко выраженной сдвиговой деформацией наблюдаются участки (полосы) с иным направлением, чем направление сдвига. Это изменение направления сдвига есть результат изгиба кристаллографических плоскостей сдвига. При пластическом деформировании зоны изгибания пространственной решетки возникают раньше, чем происходит перемещение по границам зерен.
Блокообразование и поворот блоков
[24]. При малых скоростях пластическая деформация в начальной стадии может происходить за счет блокообразования, т.е. дробления зерен на отдельные блоки без нарушения сплошности металла и пространственной решетки внутри каждого отдельного блока. Одновременно с образованием блоков происходит их смещение – поворот. Возрастание пластической деформации в конечном счете приводит к дроблению кристаллита и распадения его на новые зерна. Причиной образования блоков является сложное смещение, изгиб плоскостей сдвига и превращение их в поверхности. Такая локализация деформации облегчает общую деформацию металла [24].
Таким образом, можно говорить об определенной последовательности явлений, протекающих в металле по мере возрастания пластической деформации: блокообразование и поворот блоков, сдвиг и изгиб пространственной решетки.
Из всех современных теорий, объясняющих природу пластической деформации и упрочнения металлов, общепризнанной и наиболее достоверной в настоящее время является дислокационная теория [23]. В современных дислокационных теориях рассматривается кристалл, который в исходном состоянии содержит большое число дислокаций, расположенных в виде пространственной сетки. Пластическая деформация представляется как процесс образования новых дислокаций и их движения по кристаллу. Условия работы источника дислокаций уточнены – существует минимальное напряжение, ниже которого источник не действует. Предел текучести металла определяется напряжениями, необходимыми как для действия источников, так и для преодоления движущейся дислокацией других препятствий, существующих в реальной кристаллической решетке (границы зерен и блоков, наличие примесей, взаимодействие между дислокациями), Дислокации от источников распространяются по кристаллу и выходят на поверхность или образуют группы заторможенных дислокаций. Скопление дислокаций увеличивает поле внутреннмх напряжений и встречные напряжения на источниках, противодействующие движению дислокаций и, тем самым, вызывающие упрочнение кристалла. Следовательно, для продолжения пластической деформации необходимо непрерывное повышение внешних напряжений.
Упрочнение происходит в результате упругого взаимодействия дислокаций. Наиболее сильное упрочнение имеет место при сравнительно небольших степенях деформации (20-30%). Твердость при этом возрастает приблизительно в два раза. Дальнейшая деформация сопровождается упрочнением, но со значительно меньшей интенсивностью.
1.5 Явления, происходящие в поверхностном слое при обработке ППД
Основные параметры ППД следующие: упругая и пластическая деформации в очаге деформирования; площадь контакта инструмента с обрабатываемой поверхностью; сила, действующая на инструмент; напряжения, возникающие под действием этой силы, и кратковременность приложения силы.
Как при статическом, так и при ударном воздействии на обрабатываемой поверхности в первоначальный момент образуется отпечаток от инструмента, который затем превращается в примыкающие друг к другу следы или в серию отпечатков. При нагружении твердого шара статической или ударной силой Р (рис. 1, а) он вдавливается в обрабатываемый материал, по мере увеличения силы Р вначале происходит упругая деформация поверхности, а затем пластическая (линия ОАВ, рис. 1, б). Вследствие возникших пластических деформаций обратный процесс идет по линии ВС. Остаточная пластическая деформация выражается в размере отпечатка, соответствующего ОС. Пластическое деформирование под отпечатком распространяется равномерно и как бы копирует с некоторым искажением поверхность шара.
При обработке ППД в результате деформирования поверхностного слоя металла и работы трения образуется теплота, которая нагревает обрабатываемую заготовку, инструмент и рабочие тела, а также окружающую среду. Теплота деформирования генерируется в очаге деформирования, теплота трения – непосредственно на поверхности контакта. Источник теплоты – местный, характеризуемый эффективной тепловой мощностью, т.е. количеством теплоты, образующимся в единицу времени, и распределением теплоты по объему. Теплота образуется, в основном, вследствие пластического деформирования, поэтому источник теплоты соответствует форме очага деформирования, а сам процесс характеризуется мгновенным локальным нагревом и быстрым отводом теплоты внутрь заготовки. Время контактирования поверхности заготовки с источником теплоты зависит от скорости перемещения источника и его размеров в направлении перемещения.
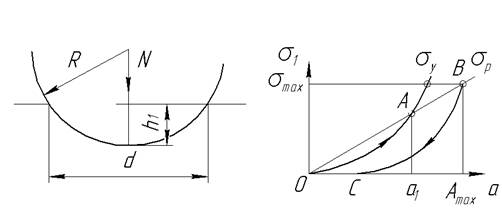
а) б)
Рис. 1 - Схема процесса деформирования материалов
Удельный объем структурных составляющих следующий (в порядке уменьшения): тетрагональный мартенсит, мартенсит с кубической решеткой, перлит (сорбит, троостит), аустенит. Если при работе происходят структурные превращения, сопровождаемые увеличением удельного объема (например, переход аустенита в мартенсит), то образуются остаточные сжимающие напряжения, при обратном процессе – растягивающие напряжения.
Суммарное максимальное увеличение удельного объема для сталей достигает 1,1% [25]. Это обусловливает образование в наклепанной зоне остаточных напряжений сжатия, которые достигают 1200-1500 МПа; глубина залегания напряжений обычно на 10-50% превышает глубину слоя с повышенной твердостью. При завышенных силовых параметрах обработки может происходить перенаклеп, в результате которого в поверхностном слое появляются опасные микротрещины, намечается образование частичек отслаивающегося металла, поверхностные зерна сплющиваются так, что становятся почти неразличимыми. Резко увеличивается шероховатость поверхности. Наклеп металла можно частично или полностью снять путем отжига. Перенаклеп – необратимый процесс, при котором нагрев не восстанавливает исходную структуру металла и его механические свойства.
1.6 Эксплуатационные свойства поверхностей, обработанных методом ППД
1.6.1 Коррозионная стойкость
При чистовой обработке металлов давлением два конкурирующих фактора воздействуют на сопротивление поверхности коррозии. С одной стороны, сглаживание неровностей исходной поверхности приводит к заполнению впадин микрорельефа, устранению таких дефектов, как риски, царапины, микротрещины, где концентрируются и откуда начинают разрушающее действие вещества, вызывающие коррозию; в результате коррозионная стойкость повышается. С другой стороны, неоднородный характер пластической деформации приводит к возникновению разности потенциалов между неодинаково деформированными кристаллами, т.е. к образованию множества гальванических пар, являющихся причиной коррозии; и коррозионная стойкость снижается. В то же время, как показали исследования [14], при правильном ведении процесса обработки давлением и, в частности, обкатывания, можно добиться высокой коррозионной стойкости поверхностей. Коррозионная стойкость повышается с увеличением давления обкатывания лишь до определенного значения (точка А, рис. 2). Эта оптимальная величина давления соответствует моменту заполнения впадин микрорельефа исходной поверхности, кода исходные неровности примерно до Rа
= 0,25 мкм, дефекты (риски, микротрещины, царапины) “закрыты”, а наклеп относительно мал. Положительное влияние сглаживания поверхности сильнее, чем отрицательное влияние наклепа.
Дальнейшее повышение давления, даже в том случае, если чистота поверхности несколько улучшится, приводит к резкому увеличению степени наклепа и снижению коррозионной стойкости. Теперь уже наклеп является решающим фактором, определяющим коррозионную стойкость. Так как требования к чистоте коленчатого вала не превышают Rа
= 0,25, то проводить обкатку можно не опасаясь снижения коррозионной стойкости [8], [14], [17], [25].
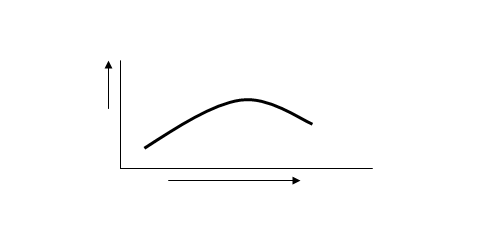
А
Степень наклепа
Рис. 2 - Зависимость коррозионной стойкости от степени наклепа
1.6.2 Шероховатость поверхности
При обработке давлением и, в первую очередь, при чистовой обработке необходимо учитывать особенности образующейся шероховатости. Специфичны форма, расположение и степень однородности образующихся неровностей. Пластическая деформация приводит к сглаживанию – выравниванию в той или иной мере неравномерных по форме, размерам и расположению неровностей исходной поверхности, а влияние вибраций, могущих возникнуть в процессе обработки, несравнимо слабее, что обусловлено самим характером обработки, основанной на пластической деформации. Именно этим объясняется возможность достижения обработкой давлением высокочистых поверхностей [14] на маложестких изношенных станках.
Особенностью шероховатости поверхностей, обработанных давлением, является необычная по сравнению с образующимися при резании форма микронеровностей, характеризующаяся углом наклона образующих выступов и радиусом округления вершины. Относительно малые углы и большие значения радиуса определяют пологую “обтекаемую” форму неровностей.
Этими особенностями шероховатости поверхностей, которые создаются при обработке давлением, нельзя пренебрегать, так как они в значительной мере определяют важнейшие эксплуатационные свойства деталей машин и приборов, в частности, их сопротивление износу, схватыванию, работу на трение, способность удержания смазки, толщину смазочной пленки, отражение электромагнитных и ультразвуковых колебаний и т.п.
1.6.3 Волнистость
Как при формообразовании, так и при чистовой обработке процесс пластического деформирования протекает более равномерно и плавно, чем при резании металла, что способствует образованию менее волнистой поверхности. Отсутствие таких явлений, как практически непрерывно изменяющийся микрорельеф рабочих поверхностей металлических и абразивных режущих инструментов, появление и исчезновение нароста на передней поверхности резцов, адгезия металлов заготовки и инструмента, прерывистость контакта между режущими элементами инструмента и обрабатываемой поверхностью, способствует уменьшению вибраций в системе станок-деталь-инструмент и более равномерному непрерывному контакту деформирующих элементов с обрабатываемой поверхностью.
1.6.4 Структуры
В результате холодной пластической деформации хорошо прокованный отожженный металл, имевший беспорядочно ориентированную равноосную структуру и свойства, примерно одинаковые в различных направлениях, получает ориентированную структуру.
При этом чем выше степень деформации, тем заметнее волокнистая структура. Происходит вытягивание и поворот зерен; межкристаллическое вещество также вытягивается в направлении течения металла, и холоднодеформированный металл получает ориентированную макро- и микроструктуру. Такой характер структуры и отсутствие перерезания волокон способствуют повышению практически всех прочностных характеристик металла.
В отличие от холодной обработки давлением, осуществляемой с целью формообразования, при чистовой обработки давлением происходит пластическая деформация лишь поверхностных слоев металла. Механизм же пластической деформации как при формообразовании, так и при отделке, калибровании и упрочнении одинаков. Отдельные кристаллы деформируются за счет сдвигов, происходящим поп плоскостям скольжения. Взаимные смещения отдельных слоев (пачек скольжения) приводят к значительным изменениям формы кристалла. Кристаллы теряют глобоидную форму, сплющиваются, укорачиваются в одном направлении и вытягиваются в другом, совпадающим с главным направлением деформации.
1.6.5 Микротвердость
Холодная пластическая деформация металла приводит у его упрочнению, возникающему в результате неоднородности деформации, искажения кристаллической решетки, переориентировки кристаллических зерен, изменения плоскости скольжения. Это приводит к повышению твердости. Одновременно повышаются пределы текучести и прочности и снижаются показатели пластичности: относительное удлинение, ударная вязкость, относительное сужение. Эти изменения весьма существенны. Так, даже при режимах, характерных для чистовой обработки давлением, не ставящей целью упрочнение и отличающейся относительно малыми значениями усилий, прилагаемых к деформирующим элементам, и, соответственно, невысокой степенью деформации, микротвердость может увеличиваться по сравнению с исходной на 30-40% [25]. Даже при сравнительно малой глубине распространения наклепа, что характерно для чистовой обработки давлением, его влияние на такие эксплуатационные свойства металла, как износостойкость, сопротивление схватыванию и пластическому деформированию, весьма существенно [4], [17].
При калибрующей, формообразующей и, особенно, упрочняющей обработке зона распространения наклепа может быть значительно расширена. Достаточно сказать, что обкатыванием роликами в настоящее время достигается распространение наклепа на глубину свыше 20 мм [25], что в ряде случаев позволяет отказаться от поверхностной закалки при обработке, например, валов, штоков, плунжеров большого диаметра и значительной длины.
Упрочнение металла весьма устойчиво во времени. Исследования [24] показали, что наклеп металла и остаточные напряжения, созданные при обкатывании роликами шеек железнодорожных осей, а также соответствующее повышение усталостной прочности в пределах 500 млн. циклов после испытания практически не изменяется. Такая длительность испытания соответствует 1 650 000 км пробега или 25 годам работы вагона.
1.6.6 Напряжения
Неоднородная пластическая деформация при всех видах обработки металлов давлением приводит не только к упрочнению, но и к образованию в поверхностном слое металла значительных по величине остаточных сжимающих напряжений. На основании результатов многочисленных исследований [4], [17], [23], [25] роль упрочнения и остаточных сжимающих напряжений в повышении сопротивляемости усталости может быть признана равноценной.
Эффект повышения усталостной прочности особо значителен при упрочняющей обработке давлением. Предел выносливости для обточенного образца составляет 22,8 кГ/мм, а для обкатанного – 30,2 кГ/мм [24]. Даже при чистовой обработке давлением, осуществляемой с относительно малыми усилиями обкатывания, в поверхностном слое металла, распространяющемся на глубину 0,02-0,03 мм, возникают значительные по величине сжимающие усилия.
В зависимости от условий обработки давлением влияние качества поверхности, особенно физических характеристик (степени и глубины наклепа, напряжений), на эксплуатационные свойства металлов может быть весьма существенным или, наоборот, мало ощутимым. Так, при формообразовании, калибровании, упрочнении, когда степень деформации определяется соответственно необходимостью придания заготовке определенной формы и размеров, требуемой точности размеров, степени упрочнения и достигает больших значений, изменения структуры и физико-механических свойств поверхностного слоя металла по сравнению с исходными может существенно повлиять на его эксплуатационные свойства. При отделочной же чистовой обработке давлением, осуществляемой с минимальными усилиями, обеспечивающими достижение требуемой степени шероховатости, изменение качества поверхности по сравнению с исходным бывает незначительным.
1.6.7 Прирабатываемость и износостойкость
Основные выводы, характеризующие влияние предварительного упрочнения (наклепа) на износ, могут быть приведены к следующему.
Повышение твердости поверхностных слоев должно:
а) уменьшить износ при механическом и молекулярном взаимодействии трущихся поверхностей ввиду повышения их жесткости и уменьшения взаимного внедрения;
б) способствовать диффузии кислорода воздуха в металл поверхностного слоя и образованию в нем твердых химических соединений;
в) уменьшить износ за счет смятия и истирания в результате повышения устойчивости против разрушения поверхностей при наличии непосредственного их контакта.
Все указанное относится к трущимся поверхностям, предварительно обработанным давлением. Однако, в данном случае влияние на приработку и износ наклепа, возникающего при пластической деформации, сочетается с влиянием особых по форму шероховатостей, остающихся на поверхности после обкатывания роликами. Такие шероховатости образуют микрорельеф, отличающийся (при одинаковой высоте неровностей) от микрорельефа поверхностей, обработанных резанием, о чем уже говорилось ранее.
Основные отличия состоят в том, что при полном сглаживании исходных неровностей (или частичном, когда на поверхности остаются лишь отдельные следы наиболее глубоких впадин), вновь образующиеся в результате обкатывания неровности не имеют заостренных вершин, характерных для неровностей, возникающих при обработке резанием, и опорная плоскость получается значительно большой. Создаются лучшие условия для образования между трущимися поверхностями сплошной масляной пленки. Это не может не сказаться на повышении сопротивления таких поверхностей изнашиванию [9], [14] и оказывает особенно большое влияние на протекание процесса приработки трущихся поверхностей.
Обычно ускоренный начальный износ объясняется повышенной деформацией и истиранием неровностей трущейся поверхности в связи с малой величиной фактической поверхности соприкосновения в начальный период работы пары трения. Пластическое смятие вершин неровностей продолжается до тех пор, пока увеличивающаяся поверхность фактического контакта не станет достаточно большой для несения внешней нагрузки.
Однако, как показали исследования [14], характер и величина начального износа определяются не только высотой исходных неровностей, но, в значительной мере, зависят от степени предварительного наклепа металла поверхностного слоя и его упрочнения в процессе износа.
Таким образом, поверхности, обработанные давлением, для которых характерно не только отсутствие заостренных шероховатостей, уменьшающих фактическую площадь контакта, на и большая опорная плоскость, а также наклеп, создаваемый, в частности, при обкатывании роликами, будут вести себя в период начального износа и прирабатываться иначе, чем поверхности, обработанные резанием [8], [9], [15].
Известно [24], что при оптимальной для данных условий трения шероховатости трущейся поверхности высота исходных неровностей в процессе износа не изменяется (или уменьшается незначительно), а длительность приработки и износ оказываются наименьшими. Поэтому длительность приработки является надежным критерием качества подготовки поверхностей, работающих на износ [24].
Опыты выявили также, что на износостойкость поверхностей, обработанных давлением, существенное влияние оказывают возникающие остаточные напряжения и наклеп. Наиболее благоприятными в этом отношении являются сжимающие окружные остаточные напряжения, достигающие в поверхностных слоях значительных величин.
1.7 Цель и задачи дипломного проекта
Обработка, основанная на пластическом деформировании тонкого поверхностного слоя, имеет по сравнению с обработкой точением, шлифованием, полированием, доводкой ряд преимуществ, в том числе:
- сохраняется целость волокон металла и образуется мелкозернистая структура-текстура в поверхностном слое;
- отсутствует шаржирование обрабатываемой поверхности частичками шлифовальных кругов, полировочных паст;
- отсутствуют термические дефекты;
- стабильны процессы обработки, обеспечивающие стабильное качество поверхности, можно достигать минимального параметра шероховатости поверхности (Rа
=0,1 … 0,05 мкм и менее) как на термически необработанных сталях, цветных сплавах, так и на высокопрочных материалах, сохраняя исходную форму заготовок;
- можно уменьшить шероховатость поверхности в несколько раз за один рабочий ход;
- создается благоприятная форма микронеровностей с большей долей опорной площади;
- можно образовывать регулярные микрорельефы с заданной площадью углублений для задержания смазочного материала;
- создаются благоприятные сжимающие остаточные напряжения в поверхностном слое;
- плавно и стабильно повышается микротвердость поверхности;
- подавляющее большинство методов не повышает геометрической точности поверхности, обычно сохраняется точность, достигнутая на предшествующей операции.
Указанные и другие преимущества методов ППД обеспечивают повышение износостойкости, сопротивления усталости, контактной выносливости и других эксплуатационных свойств обрабатываемых деталей на 20-50%.
Таким образом, полагаем целью дипломного проекта повышение износостойкости шеек коленчатого вала путем замены метода полирования на обработку поверхностным пластическим деформированием (обкатывание цилиндрическими роликами по авт. св. № 1717648). Для достижения поставленной цели необходимо решить следующие задачи, позволяющие реализовать метод ППД на полировальном станке:
- рассчитать режимы накатывания применительно к высокопрочному чугуну, учитывая сложности, связанные с его малой пластичностью;
- модернизировать существующий специальный станок для полирования в станок для обкатывания, в том числе:
- модернизировать полировальные рычаги для увеличения силы зажима;
- изменить привод вращения для обеспечения бесцентровой обработки;
- модернизировать устройство подъема заготовки, учитывая новые конструктивные особенности станка;
- модернизировать портальный манипулятор для повышения его надежности;
- спроектировать роликовые накатные головки.
Решению поставленных задач и посвящен настоящий дипломный проект.
2. РАСЧЕТ ОСНОВНЫХ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ
2.1 Оптимальная шероховатость трущихся поверхностей
Наличие оптимальной шероховатости достаточно широко исследовано и подтверждено практикой. По терминологии авторов [9], [14], [24] под равновесной шероховатостью понимается воспроизводимая в стационарных условиях шероховатость, которой соответствует наименьшая интенсивность изнашивания, или шероховатость, устанавливающаяся на фрикционном контакте при неизменном режиме трения только после завершения процесса приработки.
Равновесная шероховатость, устанавливающаяся на трущихся телах, зависит от ряда факторов: механических свойств поверхностей, смазки, условий работы, конфигурации сопряженных поверхностей и т.д. В литературе имеется различное мнение исследователей по установлению равновесной шероховатости поверхностей. По данным авторов [9], [14], [15], [17], [24] в процессе приработки устанавливается вполне определенная шероховатость. Имеются также утверждения [9] о том, что высокая начальная гладкость поверхности является наилучшей в отношении длительности и качества процесса приработки.
Существует мнение [9], что для каждого конкретного сопряжения имеется своя наиболее рациональная шероховатость. Если такую шероховатость сообщить поверхности в процессе механической обработки, то величина износа и длительность приработки трущихся поверхностей будут минимальными. Однако вопрос об оптимальной шероховатости теоретически не был решен, и для различных условий работы ее устанавливали экспериментально.
В то же время испытания, проведенные на американских автомобильных заводах “Бьюик” и др. [9] показывают, что наименьший износ сопряженной пары шейка вала - подшипник получается не при наиболее гладкой поверхности шейки (как это, казалось бы, должно быть), а при поверхности, имеющей квадратическое отклонение профиля 1-2 мкм. Причину такого странного, на первый взгляд, явления главный инженер фирмы “Бьюик” Ч.А. Чейн (Ch.A. Chayne) видит в том, что канавки или микроскопические углубления между рисками на поверхности шейки служат микроканалами, по которым распределяется смазка, а также в том, что в случае разрыва масляной пленки ее целостность при наличии местных масляных карманов, образуемых микроуглублениями поверхности, восстанавливается сравнительно быстро. С гладкой же поверхности масло лучше выдавливается, и целостность пленки восстановить труднее. Завод “Бьюик” пошел даже на увеличение шероховатости цилиндра в скользящей сопряженной паре цилиндр-поршень до Rа
=0,3-0,5 мкм [9].
В работе [9] приведены результаты исследования деталей кривошипно-шатунного механизма двигателей. Параметр установившейся шероховатости на приработанных поверхностях коренных и шатунных шеек коленчатого вала после длительной эксплуатации составляет Rа
=0,25 мкм. Очевидно, что наиболее целесообразным является такой вид технологической отделочной обработки, при котором параметры шероховатости наиболее близко соответствуют параметрам приработанных поверхностей.
2.2 Режимы обкатывания
В качестве исходных данных при отделочной обработке задается лишь шероховатость поверхности детали, а требуется определить режим обработки давлением. Как выяснилось выше, оптимальная шероховатость шеек коленчатого вала составляет Rа
=0,25 мкм.
2.2.1 Усилие обкатывания
Усилие обкатывания, определяемое величиной давления на деформирующие элементы, влияет на шероховатость образующейся при обкатывании поверхности, степень и глубину наклепа, величину напряжений, возникающих в поверхностном слое металла, и на физико-механические свойства металла. Во всех случаях давление должно быть минимальной величиной, при которой достигаются требуемые шероховатость поверхности и степень упрочнения [24]. Сложность определения величины усилия обкатывания обусловлена тем, что зависимость между этой величиной и основными качественными показателями – шероховатостью и степенью упрочнения – не линейна. Качественно эти зависимости таковы: усилие обкатывания должно быть тем выше, чем менее пластичен обрабатываемый материал, чем выше шероховатость и волнистость исходной поверхности, чем больше ее опорная плоскость, чем выше требования к шероховатости детали, чем больше радиус сферы и ширина цилиндрического пояска, чем больше подача и скорость при обкатывании и чем меньше число проходов.
Именно из-за трудностей расчета и относительно низкой его точности в подавляющем большинстве случаев величина давления на деформирующие элементы обкатников как в производственных, так и в лабораторных условиях устанавливается опытным путем. Лишь в последнее время на основании экспериментальных и теоретических исследований предложены различные методики [4], [14], [15], [24] расчета рабочего усилия при чистовой обработке давлением.
Таким образом, усилие обкатывания может быть определено:
а) опытным путем – методом пробных проходов. Метод осуществим в лабораторных и цеховых условиях, когда используется имеющийся инструмент или когда инструмент специально проектируется и необходимо проверить полученную расчетом величину давления обкатывания. Этот метод является пока наиболее простым и надежным;
б) по формулам, построенным на основании экспериментальных данных и теоретических расчетов.
В результате экспериментальных исследований [24] были получены приближенные формулы для определения усилий:
при обкатывании роликом с цилиндрическим пояском:
 , (1) , (1)
где q – максимальное значение давления обкатывания данного материала, МПа;
σm
– предел текучести чугуна ВЧ-75-03, МПа;
σm
= 500 МПа.
 , (2) , (2)
где Р – усилие обкатывания, Н;
D – диаметр обрабатываемой детали (шатунной, коренной шеек и сальника), мм,
Dш
=47,84 мм, Dк
=50,8 мм, Dс
=70 мм;
b1
– ширина обрабатываемой поверхности, мм,
b1ш
=21,8 мм, b1к
=23 мм, b1с
=20 мм;
d – диаметр накатного ролика, мм,
d=10 мм;
Е – модуль упругости, МПа,
Е=200000 МПа.
Для коренных шеек:
 (Н). (Н).
Для шатунных шеек:
 (Н). (Н).
Для сальника:
 (Н). (Н).
Для определения удельного давления на обрабатываемую поверхность необходимо найти площадь отпечатка, получаемого при вдавливании цилиндрического ролика в поверхность детали. Для определения площади пятна контакта нужно знать длину и ширину получаемого отпечатка. Так как ролик является цилиндрическим, длина отпечатка равна длине обрабатываемой поверхности, т.е. равна b1
. Ширина пятна определяется по формуле [4]:
 , (3) , (3)
где Р – усилие, прилагаемое к ролику, кГ;
HB – твердость детали по Бринеллю, HB=500;
Dр
- диаметр ролика, мм, Dр
=10 мм;
Dд
– диаметр детали, мм.
Для коренных шеек: b1
=23 мм, Dд
=50,8 мм, P=725 кГ,
 (мм). (мм).
Для шатунных шеек: b1
=21,8 мм, Dд
=47,84 мм, P=680 кГ,
 (мм). (мм).
Для сальника: b1
=20 мм, Dд
=70 мм, P=660 кГ,
 (мм). (мм).
 , (4) , (4)
где Руд
– удельное давление, Н/мм2
.
Для коренных шеек:
 (Н/мм2
). (Н/мм2
).
Для шатунных шеек:
 (Н/мм2
). (Н/мм2
).
Для сальника:
 (Н/мм2
). (Н/мм2
).
2.2.2 Подача
Ввиду определенных технологических и конструктивных трудностей принимается способ накатывания без продольной подачи, лишь с радиальным давлением на ролик. Длина ролика в этом случае соответствует длине обрабатываемой поверхности. Для обкатывания в таких случаях применяют стержневые цилиндрические ролики [14].
2.2.3 Число проходов
Число проходов увеличивает кратность приложения давления. Однако, существенное влияние на шероховатость поверхности, как показывают исследования [8], [23] и опыт промышленного применения обкатывания, оказывает лишь второй проход. Второй проход неизбежен при малой жесткости заготовки, ограничивающей возможность приложения усилий, необходимых для сглаживания исходных неровностей за один проход. Третий и последующие проходы дают малоощутимый эффект улучшения шероховатости.
При упрочняющем обкатывании увеличение числа проходов приводит к повышению характеристик упрочнения. Однако, интенсификация упрочнения за счет увеличения числа проходов также ограничена. С увеличением числа проходов выше допустимого глубина наклепа продолжает расти, хотя и медленнее, а поверхностная твердость вследствие разрушения тонкого поверхностного слоя снижается, причем глубина перенаклепанного слоя значительно меньше общей глубины наклепа. На основании результатов исследования [14] глубина наклепа практически не изменяется при обработке с числом проходов более 15.
Учитывая рекомендации и в соответствии с авт.св. № 1717648 принимается обработка с числом проходов i=10.
2.2.4 Скорость обкатывания
Как показывают результаты исследований [24] и промышленный опыт применения обкатывания с целью как чистовой обработки, так и упрочнения, скорость обкатывания – фактор режима, наименее заметно сказывающийся на всех показателях процесса.
Скорость обкатывания обычно не превышает 100 м/мин.
Однако необходимо учитывать, что при работе даже в этом диапазоне скоростей, а тем более со скоростями, превышающими 150 м/мин (такие скорости осуществимы при обкатывании инструментами инерционного действия, а также инструментами с гидропластовыми опорами), с увеличением скорости при прочих равных условиях деформирующее действие уменьшается, что объясняется инерцией распространения пластической деформации. Так, при обкатывании стальных образцов (сталь 45) шаром диаметром 10 мм с подачей 0,06 мм/об, с увеличением скорости обкатывания с 4 до 200 м/мин остаточная деформация (уменьшение диаметра образца) уменьшилась на 22% [24]. Работа с максимальными скоростями также ограничивается в связи со снижением точности формы и стабильности шероховатости вследствие неизбежного с увеличением скорости дисбаланса вращающегося инструмента и заготовки.
Принимается, таким образом, скорость обкатывания V=20 м/мин.
 , (5) , (5)
где n – частота вращения шпинделя, об/мин.
 (об/мин). (об/мин).
Основное время:
 (6) (6)
 (мин) ≈5 сек. (мин) ≈5 сек.
2.2.5 Глубина наклепа
Глубина наклепа определяется по следующей формуле [4]:
 , (7) , (7)
где t – глубина наклепа, мм.
На коренных шейках:
 (мм). (мм).
На шатунных шейках:
 (мм). (мм).
На сальнике:
 (мм). (мм).
Даже при режимах, характерных для чистовой обработки давлением, не ставящей целью упрочнение, и отличающейся относительно малыми значениями усилий, прилагаемых к деформирующим элементам, и, соответственно, невысокой степенью деформации, микротвердость может увеличиваться по сравнению с исходной на 30-40%. Даже при сравнительно малой глубине распространения наклепа, что характерно для чистовой обработки давлением, его влияние на такие эксплуатационные свойства металла, как износостойкость, сопротивление схватыванию и пластическому деформированию, весьма существенно.
2.2.6 Расчет трудоемкости операции
Оперативное время вычисляется по формуле:
Топ
=То
+Твсп.неп
, (8)
где Топ
– оперативное время, мин;
То
– основное время, мин, То
=0,08 мин;
Твсп.неп
– вспомогательное время, мин, Твсп.неп
=0,76 мин.
Топ
=0,08+0,76=0,84 (мин).
Время на техническое обслуживание рабочего места:
 , (9) , (9)
где tсм
– время на смену режущего инструмента, tсм
=10%.
 (мин). (мин).
Время организационного обслуживания рабочего места:
 , (10) , (10)
где Норг
– норматив на организационное обслуживание, Норг
=5%.
 (мин). (мин).
Время на отдых:
 , (11) , (11)
где Нотд
– норматив времени на отдых, Нотд
=7%.
 (мин). (мин).
Штучное время:
Тшт
=То
+Твсп.неп
+Ттех
+Торг
+Тотд
(12)
Тшт
=0,08+0,76+0,008+0,013+0,05=0,91 (мин).
3. ОБОСНОВАНИЕ ТЕХНИЧЕСКОЙ ХАРАКТЕРИСТИКИ СТАНКА
3.1 Обоснование бесцентровой обработки
Обработка коленчатого вала на станке NAGEL проводится в центрах, вал вращается с помощью поводкового патрона. Зажимные рычаги имеют возможность перемещаться в радиальном направлении и, по сути, свободно висят на обрабатываемой детали, нагружая ее своим весом. В связи с тем, что полировальные рычаги имеют малую силу зажима, их габариты малы и масса одного рычага составляет 15 кг. Однако, в модернизированном станке будет применена сила зажима Р=725 кГ, и габариты спроектированных рычагов значительно отличаются от предыдущих. Масса одного рычага составляет 40 кг, всего рычагов – 10 шт. Учитывая, что вал, длина которого составляет 500 мм, изготовлен из чугуна, допустимое напряжение растяжения которого меньше допустимого напряжения на сжатие в 4 раза и меньше предела прочности в 5 раз [5] и составляет 140 МПа, вероятно появление недопустимых деформаций в процессе обработки. Поэтому необходимо рассчитать обрабатываемый вал на прочность. Вал, жестко зажатый в центрах, представляет собой двухопорную балку со статическим нагружением в местах расположения рычагов. Для упрощения расчетов допустим, что десять сосредоточенных сил Р=400 Н на длине 500 мм представляют собой равномерно распределенную нагрузку q:
 , (13) , (13)
где n – количество сосредоточенных сил, n=10 сил.
 (Н/мм). (Н/мм).
Также для упрощения расчета допустим, что вал представляет собой балку равномерного сечения. Расчет будет проводиться для растянутой зоны деформированного вала в опасном сечении, которым считается галтель.
Условие прочности для растянутой зоны:
 , (14) , (14)
где Ми
– изгибающий момент в опасном сечении, Н∙мм;
Jx
– осевой момент инерции опасного сечения, мм;
y – величина растянутой зоны балки, т.е. ее диаметра, мм, y=23 мм;
[σ] – допустимое напряжение растяжение чугуна, [σ]=140 МПа.
Максимальное значение изгибающего момента:
 , (15) , (15)
где L – длина опасного сечения, мм.
 (Н∙мм). (Н∙мм).
Осевой момент инерции:
 , (16) , (16)
где d – диаметр балки, мм, d=46 мм.
 (мм). (мм).
Используя формулу (14), имеем:
 (МПа). (МПа).
Так как 261 МПа > 140 МПа, т.е. σ > [σ], то деталь при рассмотренном условии является непрочной.
В связи с этим необходимо предусмотреть такой способ зажима, чтобы вал не испытывал изгибающих нагрузок или испытывал, но в меньшей мере. Таким способом является схема бесцентровой обработки, при которой вал зажимается в неподвижно закрепленных рычагах обкатывания коренных шеек, а рычаги, зажимающие шатунные шейки, выполняют одновременно циклическое вращение, получая его от эталонных коленвалов, приводимых, в свою очередь, во вращение шпинделем станка и обеспечивая обработку. Такая схема широко применяется в машиностроении и реализована с разными конструктивными особенностями в станках 4481, Б-016, Б-033, Б-039 [12].
3.2 Расчет привода вращения
3.2.1 Кинематический расчет
Уравнение кинематического баланса:
 , (17) , (17)
где nэд
- частота вращения электродвигателя, об/мин, nэд
=1500 об/ мин;
iр.п
– передаточное отношение ременной передачи;
iз.п
– передаточное отношение зубчатой передачи, принимается iз.п
=1/4.
Из уравнения (17) находим iр.п
:
 , (18) , (18)
 . .
3.2.2 Расчет технических характеристик
Тяговый момент на приводном валу
Для вращения шпинделя необходимо преодолеть момент трения, возникающий в зоне обработки и приложенный к обрабатываемой детали:
 , (19) , (19)
где n – число точек приложения силы нормального давления;
r – радиус обрабатываемой шейки в месте приложения силы, м;
Ni
– сила нормального давления, Н;
fk
– коэффициент трения качения, fk
=0,02.
 (Н∙м) (Н∙м)
Тяговый момент:
Мт
≥ Мтр
. (20)
Принимается Мт
=81 Н∙м.
Крутящий момент на валу №1
  , (21) , (21)
где  - кпд зубчатой передачи, =0,98. - кпд зубчатой передачи, =0,98.
 (Н/м). (Н/м).
Крутящий момент на валу электродвигателя
 , (22) , (22)
где ηр.п
– кпд ременной передачи, ηр.п
=0,8.
 (Н/м). (Н/м).
Мощность на валу электродвигателя
 , (23) , (23)
 (кВт). (кВт).
Выбираем асинхронный электродвигатель 2А100L4У3, мощность N=2 кВт, n=1500 об/мин.
4. РАСЧЕТ И ОПИСАНИЕ ОСНОВНЫХ УЗЛОВ СТАНКА
4.1 Расчет привода вращения
4.1.1 Выбор оптимального расположения опор
Анализируя конструкцию станков-аналогов 4481, Б-016, Б-033, Б-039 [12], можно прийти к выводу, что у всех них отношение вылета переднего конца шпинделя к величине пролета между передней и задней опорами (параметр k [16]) одинаково и составляет k=2,5. Значение k=2,5 является минимальным рекомендуемым [16] для обеспечения требуемой жесткости шпинделя металлообрабатывающих станков. Поэтому принимается k=2,5. Конструктивно, учитывая величину полумуфты, расположенной на шпинделе, назначается вылет переднего конца шпинделя а=130 мм. Расстояние между опорами в таком случае:
 , (24) , (24)
 (мм). (мм).
4.1.2 Расчет зубчатой передачи
Проектный расчет производится с целью ориентировочного определения модуля. В качестве исходных принимаются следующие данные:
М – крутящий момент на валу ведущего зубчатого колеса, М=20,7 Н∙м;
z1
– число зубьев ведущего зубчатого колеса, z1
=25;
z2
– число зубьев ведомого зубчатого колеса, z2
=100;
ψ – коэффициент ширины зуба, принимается ψ=15;
σ – угол наклона зубьев, принимается σ=15.
Ориентировочно, величина модуля определяется по формуле:
 . (25) . (25)
 (мм). (мм).
Принимается ближайшее стандартное значение m=2 мм.
4.1.3 Расчет эталон-вала
Эталон-вал представляет собой коленчатый вал, аналогичный обрабатываемой детали. Предназначен эталон-вал для передачи вращения со шпинделя на зажимные рычаги шатунных шеек. Для обеспечения малого прогиба вал является трехопорным, т.е. статически неопределим. Статическая нагрузка на вал представляет собой сосредоточенные массы рычагов, приложенные в центре каждой шатунной шейки. Дисбаланс вращающихся деталей создает в опорах дополнительные радиальные нагрузки. Эти силы вращаются вместе с валами, создавая в опорах периодически изменяющуюся нагрузку, вызывая колебания. Известно также, что вращение сосредоточенной массы m вокруг оси [6] сопровождается появлением динамической нагрузки. Она стремится разорвать шатунную шейку, увеличивая ее эксцентриситет, поэтому в опасном сечении (соединение коренной и шатунной шеек) возникает продольная динамическая сила:
 , (26) , (26)
где m – масса рычага, кг, m=40 кг;
w – частота вращения эталон-вала, 1/с, w=13,2 1/с;
r – эксцентриситет, мм, r=40 мм.
 (Н). (Н).
Статическая нагрузка:
 , (27) , (27)
где g – ускорение свободного падения, м/с, g=9,8 м/с.
 (Н). (Н).
Уравнение моментов относительно точки А:
 , (28) , (28)
 . .
Далее влияние динамических нагрузок в уравнении моментов не учитывается в связи с тем, что они взаимно уравновешиваются, т.к.:
(14+16+18+110)=(11+13+111+113)=752 (мм),
т.е. уравнение моментов выглядит так:
 , (29) , (29)
где RA
, RB
, RC
– реакции в опорах А, В, С.
Сумма сил, действующих в системе:
 , (30) , (30)
 . .
Число неизвестных в двух полученных уравнениях (моментов и сил) превышает число независимых уравнений равновесия, т.е. балка действительно является статически неопределимой. Для решения статически неопределимой системы необходимо составить уравнения перемещений, основанные на отдельном рассмотрении деформаций двух независимых систем – L1
и L2
:
 (31) (31)
 , ,
где  - прогиб опоры В под действием неизвестной нагрузки RВ
, не учитывая опору С и нагрузки второй половины эталон-вала (L2
), мм; - прогиб опоры В под действием неизвестной нагрузки RВ
, не учитывая опору С и нагрузки второй половины эталон-вала (L2
), мм;
 - прогиб опоры В под действием нагрузок Q1
и Q2
, мм; - прогиб опоры В под действием нагрузок Q1
и Q2
, мм;
 - прогиб опоры В под действием нагрузок - прогиб опоры В под действием нагрузок  , мм; , мм;
 - прогиб опоры В под действием неизвестной нагрузки RВ
, не учитывая опору А и нагрузки первой половины эталон-вала (L1
), мм; - прогиб опоры В под действием неизвестной нагрузки RВ
, не учитывая опору А и нагрузки первой половины эталон-вала (L1
), мм;
 - прогиб опоры В под действием нагрузок Q3
и Q4
, мм; - прогиб опоры В под действием нагрузок Q3
и Q4
, мм;
 - прогиб опоры В под действием нагрузок - прогиб опоры В под действием нагрузок  , мм. , мм.
 , (32) , (32)
 . (33) . (33)
Общая формула для определения прогибов балки под действием сил Q и N:
 , (34) , (34)
где J – осевой момент инерции сечения, мм.
Используя формулы (31), (32), (33), имеем:
 (мм); (мм);
 (мм); (мм);
 (мм); (мм);
 (мм); (мм);
 (мм); (мм);
 (мм). (мм).
Для второй половины эталон-вала:
 (мм); (мм);
 (мм); (мм);
 (мм); (мм);
 (мм); (мм);
 (мм); (мм);
 (мм). (мм).
Таким образом, получаем:
 (мм); (мм);
 (мм); (мм);
 (мм); (мм);
 (мм). (мм).
Сложив имеющиеся уравнения (31) и выразив нагрузку RВ
, получим:
 , (35) , (35)
 (Н). (Н).
Используя уравнение (29), имеем:
 , (36) , (36)
 (Н). (Н).
Используя уравнение (30), получаем:
 , (37) , (37)
 (Н). (Н).
Изгибающий момент в опасном сечении:
 , (38) , (38)
 (Н∙мм). (Н∙мм).
Осевой момент сопротивления сечения вычисляем по формуле:
 , (39) , (39)
 (мм3
). (мм3
).
Площадь сечения равна:
 , (40) , (40)
 (мм2
). (мм2
).
Суммарное напряжение в опасном сечении складывается из изгибающего напряжения и динамического напряжения:
 , (41) , (41)
 (МПа). (МПа).
Условие прочности:
 (42) (42)
Так как условие прочности 140 МПа > 79,6 МПа выполнено, делаем вывод – эталон-вал является прочным.
4.1.4 Расчет критической частоты вращения эталон-вала
При вращении вала с диском, центр тяжести которого смещен на величину эксцентриситета, прогиб вала растет с увеличением угловой скорости, которая достигает критического значения при равенстве с собственной круговой частотой колебаний при изгибе [22]. Критическая частота вращения не зависит от эксцентриситета и не может быть изменена даже самой тщательной балансировкой.
Для расчета критической частоты вращения эталон-вала представим его, как и ранее, состоящим из двух независимых частей (L1
и L2
), являющихся двухопорными.
Для двухопорного вала с k массами m минимальная критическая скорость определяется по формуле Релея [22]:
 , (43) , (43)
где y – статический прогиб каждой массы, мм.
Статический прогиб двухопорного вала для данного вида нагружения:
 , (44) , (44)
где a, b – координаты приложения нагрузки, мм.
 (мм), (мм),
 (мм). (мм).
Используя формулу (43), имеем:
 =45 (1/с). =45 (1/с).
Таким образом, можем рассчитать критическую частоту вращения:
 , (45) , (45)
 (об/мин). (об/мин).
Рабочую частоту вращения необходимо выбирать в пределах:
0,3nкр
< nр
< 0,7nкр
(46)
127 об/мин < 0,7 430 об/мин или 127 об/мин < 300 об/мин, 430 об/мин или 127 об/мин < 300 об/мин,
nр
=127 об/мин.
Рабочая частота вращения эталон-вала меньше критической, резонанса его угловой скорости с собственной круговой частотой колебания при изгибе не происходит.
4.1.5 Выбор муфты, соединяющей тяговый вал с эталон-валом
Неуравновешенность вращающегося эталон-вала (дисбаланс рычагов шатунных шеек относительно общей оси вращения) создает в связанных с ним деталях дополнительные радиальные нагрузки. Эти силы вращаются вместе с эталон-валом, т.е. изменяют свое направление, создавая в опорах периодически изменяющуюся нагрузку, вызывая колебания [22]. Таким образом, появляется необходимость применения муфты, гасящей динамические нагрузки, передающиеся эталон-валом. Такой является муфта с резиновыми упругими элементами. Муфты упругие втулочно-пальцевые получили широкое распространение благодаря относительной простоте конструкции и удобству замены упругих элементов. Однако они имеют небольшую компенсирующую способность и при соединении несоосных валов оказывают достаточно большое силовое воздействие на валы и опоры, при этом резиновые втулки быстро выходят из строя [27].
Другим типом упругой муфты, гасящей колебания, является муфта с торообразной оболочкой. Она обладает большой крутильной, радиальной и угловой податливостью [27]. В качестве упругого элемента применяется резиновая оболочка. Муфта упругая с торообразной оболочкой применяется для соединения соосных валов с целью передачи крутящего момента, уменьшения динамических нагрузок и компенсации смещения валов. Допустимое осевое смещение составляет не более 2,5 мм, радиальное – не более 2 мм, угловое – не более 1 мм [1]. При предельно допустимых для муфты смещениях радиальная сила и изгибающий момент, возникающие из-за несоосности валов, невелики [27], поэтому при расчете валов этими нагрузками можно пренебречь.
Принимаем в качестве средства соединения тягового вала и эталон-вала муфту упругую с торообразной оболочкой 200-40-1.1 ГОСТ 20884.82.
Для уменьшения потерь мощности на трение и снижение интенсивности износа трущихся поверхностей, а также для предохранения их от заедания, задиров, коррозии лучшего отвода теплоты трущихся поверхностей детали должны иметь надежную смазку. В настоящее время для смазки широко применяют пластические смазочные материалы ЦИАТИМ-201 и ЛИТОЛ-24, которые допускают температуру нагрева до 130˚. Поэтому в качестве смазочного материала принимаем пластическую смазку ЛКС-2 ТУ 38.4.01.71-80. Для подачи смазочного материала применяем пресс-масленку, масло через которую подают под давлением специальным шприцем.
В качестве уплотнительного устройства, применяемого для предохранения от вытекания смазочного материала из подшипниковых узлов, а также для защиты их от попадания влаги и пыли применяем манжеты резиновые армированные по ГОСТ 8752-79. Манжета состоит из корпуса, изготовленного из бензомаслостойкой резины, каркаса и браслетной пружины. Каркас придает манжете стойкость, а браслетная пружина стягивает уплотняющую часть, образуя рабочую кромку, плотно охватывающую поверхность вала, вследствие чего она(поверхность вала) должна иметь малую (точнее – оптимальную для данного случая) шероховатость Rа
=0,2 мкм [27], причем оптимальный профиль микронеровностей имеет решающее значение.
Если при контакте со шлифовальной поверхностью резина “цепляет” за острые выступы и при самой высокой эластичности не может “затечь” в узкие, близко расположенные друг от друга впадины, то в случае контакта с обкатанной поверхностью она затекает во впадины и обтекает пологие выступы, отличающиеся большим радиусом и большим расстоянием друг от друга. Цепляющее, режущее действие микровыступов поверхности в таком случае минимально. Такой характер контактирования определяет уменьшение сил трения, снижение износа и потребляемой мощности. Поэтому в качестве способов обработки поверхностей под манжетные уплотнения рекомендуются методы ППД. Один из них – обкатывание является целью настоящего дипломного проекта.
4.1.6 Расчет ременной передачи
Исходные данные:
i – передаточное отношение, i=1/2,85;
n – частота вращения приводного шкива, n=1450 об/мин;
d1
– расчетный диаметр приводного шкива, принимается d1
=90 мм.
Расчетный диаметр ведомого шкива:
 , (47) , (47)
 (мм). (мм).
Окружная скорость ремня:
 , (48) , (48)
 (м/с). (м/с).
Межосевое расстояние, предварительно а=1500 мм.
Угол обхвата ремнем приводного шкива:
 , (49) , (49)
 ˚. ˚.
Расчетная длина ремня:
 , (50) , (50)
 (мм). (мм).
По ГОСТ 1284.1-80 принимается длина ремня Lр
=3750 мм, тогда действительное межосевое расстояние получается:
 , (51) , (51)
 (мм). (мм).
Мощность передачи:
 , (52) , (52)
где N0
– номинальная мощность передачи с одним ремнем, кВт, N0
=1,21 кВт;
С1
– коэффициент угла обхвата, С1
=0,98;
С2
– коэффициент, учитывающий длину ремня, С2
=1,16;
С3
– коэффициент режима работы, С3
=1,1.
 кВт. кВт.
Число ремней:
 , (53) , (53)
где С4
– коэффициент, учитывающий число ремней, С4
=0,95.
 (шт). (шт).
Сечение ремней принимается типа А. Общие размеры и размеры канавок шкивов берутся в соответствии с ГОСТ 20895-75
4.2. Расчет зажимных рычагов
4.2.1 Рычаг зажима коренных шеек
Расчет силовых параметров.
В качестве исходных данных принимается усилие обкатывания коренных шеек Р3
=7250 Н.
Расчетная зависимость рычажного механизма [5]:
 , (54) , (54)
где Q – сила на приводе, Н;
η – КПД рычажного механизма, η=0,9 [5];
l1
, l2
– плечи рычага, мм; конструктивно принимается l1
=405 мм, l2
=550 мм.
Используя формулу (54), имеем:
 , ,
 (Н). (Н).
Реакция в опоре В:
 , (55) , (55)
 (Н). (Н).
Диаметр опоры из расчета на смятие [5]:
 , (56) , (56)
 , ,  мм. мм.
Принимается, из соображений унификаций, d=30 мм.
Ширина рычага конструктивно принимается b=15 мм. В связи с тем, что сечение рычага представляет собой тонкий прямоугольник, по сути пластину, вытянутую в сторону направления нагрузки, требуется расчет на устойчивость.
Расчет на устойчивость рычага коренных шеек.
Расчет на устойчивость проведем в форме определения коэффициента запаса устойчивости [6]:
 , (57) , (57)
где [n] – допустимый запас устойчивости, [n]=3.
Коэффициент запаса устойчивости определяют по формуле [6]:
 , (58) , (58)
где Fкр
– критическая разрушающая нагрузка, Н;
F – действующая нагрузка, F=7250 Н.
Критическую нагрузку определяют по формуле Эйлера [6]:
 , (59) , (59)
где Jmin
– минимальное значение осевого момента для данного сечения, мм4
;
μ – коэффициент вида нагружения, μ=0,5;
l – высота рычага, мм; l=175 мм.
Минимальное значение осевого момента инерции:
 , (60) , (60)
 (мм4
). (мм4
).
Площадь сечения:
 , (61) , (61)
где h – длина рычага, мм; конструктивно h=600 мм.
 (мм2
). (мм2
).
Необходимо определить пределы применимости формулы Эйлера. Формула Эйлера применима лишь тогда, когда расчетная гибкость пластины больше предельной гибкости материала [6]. Для конструктивного материала Ст.3 предельная гибкость λпр
=100.
Условие применимости формулы Эйлера:
λ≥[λ]пр
. (62)
Расчетная гибкость пластины:
 , (63) , (63)
 . .
Условие применимости формулы Эйлера выглядит так:
20,2<100.
Т.о. формулу Эйлера в данном случае применять нельзя. Если формула Эйлера не применима, расчет ведут по эмпирической формуле Ясинсого, определяя критическое напряжение, возникающее в поперечном сечении сжатой пластины [6]:
 , (64) , (64)
где а – эмпирический коэффициент, для Ст.3 а=258 МПа;
b – эмпирический коэффициент, для Ст.3 b=0,68 МПа.
 (МПа). (МПа).
Критическая нагрузка:
 , (65) , (65)
 (кН). (кН).
Используя формулу (58), имеем:
 . .
Условие устойчивости: 28,9>3. Т.о. условие устойчивости выполнено. Рычаг коренных шеек является устойчивым. В качестве конструктивного материала принимается Ст.3.
Перемещение силового привода:
 , (66) , (66)
где Sq
и Sp
– перемещения в точках приложения сил Q и P соответственно, мм; конструктивно принимается перемещение рычага в зоне зажима Sp
=62 мм.
 (мм). (мм).
Расчет силового гидроцилиндра
Исходные данные:
конструкция – двухсторонний, не симметричный;
рабочая сила – F=8860 Н;
скорость прямого хода – V=1 м/мин = 0,016 м/с;
длина хода – 46 мм.
Выбор рабочей жидкости для гидросистемы.
В качестве рабочей жидкости для гидропривода в металлорежущих станках выбирается обычно веретенное, турбинные или индустриальные масла в зависимости от рабочих давлений и температуры. В соответствии с рекомендациями [27] выбираем масло ИГП-18, кинематическая вязкость ν=18,5 сСт.
Выбор рабочего давления в напорной полости гидроцилиндра.
Выбор рабочего давления в напорной полости гидроцилиндра производится в зависимости от наибольшего полезного усилия, развиваемого гидроцилиндром:
 , (67) , (67)
где D – диаметр поршня цилиндра, мм; конструктивно по ГОСТ 6540-68 принимается стандартный D=40 мм;
η – КПД гидроцилиндра, η=0,9.
 (МПа). (МПа).
Диаметр штока:
 , (68) , (68)
где  - коэффициент диаметра штока, =0,6. - коэффициент диаметра штока, =0,6.
 (мм). (мм).
По ряду стандартных размеров принимаем d=22 мм, ГОСТ 6540-68.
Усилие, развиваемое гидроцилиндром при обратном ходе:
 , (69) , (69)
 (кН). (кН).
Расход масла определяется по формуле:
 , (70) , (70)
 (л/с) = 1,2 л/мин. (л/с) = 1,2 л/мин.
Скорость штока при обратном ходе:
 , (71) , (71)
 (м/с) = 1,36 м/мин. (м/с) = 1,36 м/мин.
Выбор конструкции и типа уплотнений поршня и штока гидроцилиндра.
В качестве уплотнительного устройства принимается кольцо резиновое уплотнительное круглого сечения. Основные размеры колец по ГОСТ 6969-54:
- уплотнения поршня D=40 мм, d=36 мм;
- уплотнения штока D=26 мм, d=22 мм, Н=3 мм.
Расчет корпуса гидроцилиндра.
Внутренний диаметр расточки корпуса соответствует диаметру поршня и принимается dк
=40 мм. Минимально допустимая толщина стенки δ (мм) трубопровода зависит от рабочего давления p (МПа) и рассчитывается по формуле:
 , (72) , (72)
где σ – допустимое напряжение на разрыв для материала трубопровода, МПа; для стали 20 σ=140 МПа.
 (мм). (мм).
Для обеспечения жесткости гидроцилиндра принимаем толщину стенки δ=4 мм.
Расчет потерь в трубопроводе.
Различают два режима течения жидкости – ламинарный (частицы жидкости движутся параллельно стенкам трубопровода) и турбулентный (частицы движутся беспорядочно).
Определение режима течения жидкости по безразмерному числу Рейнольда:
 , (73) , (73)
где d – внутренний диаметр трубопровода, d=4,6 мм.
 . .
Поток считается ламинарным для гладких круглых труб, если Rе
<2100.
Поскольку Rе
меньше критической величины, поток масла в трубопроводе ламинарный, поэтому потери давления определяем по формуле:
 , (74) , (74)
где d – внутренний диаметр трубопровода, d=4,6 мм;
L – длина трубопровода, мм; L=2 м.
 (МПа). (МПа).
Наружный диаметр корпуса, как правило, выбирается конструктивно с учетом возможности расположения в его стенках проточек под уплотнения в соединении с крышкой и т.п.
Получаем, что наружный диаметр корпуса равен:
D=d+2δ, (75)
где d – внутренний диаметр корпуса, d=40 мм;
δ – толщина стенки гидроцилиндра, δ=4 мм.
D=40+2×4=48 (мм).
Принимаем D=48 мм.
Корпус гидроцилиндра изготавливается обычно из стальных труб бесшовных горячекатаных по ГОСТ 8734-75.
Выбор фильтра.
При соблюдении необходимых требований к чистоте гидросистемы удается повысить надежность гидроприводов и уменьшить эксплуатационные расходы. Повышение тонкости фильтрации рабочей жидкости в гидросистеме увеличивает ресурс насосов. Фильтрация обеспечивает наибольший эффект лишь при комплексном соблюдении требований по типам применяемых масел, правилам их хранения и транспортирования, качеству очистки и герметизации гидросистем, регламентам их эксплуатации. Фильтры обеспечивают в процессе эксплуатации гидропривода необходимую чистоту масла, работая в режимах полнопоточной или пропорциональной фильтрации во всасывающей, напорной или сливной линиях гидросистемы.
Приемные фильтры, работающие, как правило, в режиме полнопоточной фильтрации, предотвращают попадание в насос крупных частиц, в остальные элементы гидросистемы – более мелких частиц, являющихся продуктами разрушения частиц в насосе или других узлах гидропривода. По рекомендациям [18] выбираем фильтр приемный (сетчатый) по ОСТ 2С41-2-80, монтирующийся на нижнем конце всасывающей трубы насоса. Фильтры устанавливаем на всасывающей и сливной магистрали.
4.2.2 Рычаг зажима шатунных шеек
Расчет силовых параметров (рис. 3).
В качестве исходных данных принимаем усилие обкатывания шатунной шейки Р3
=6800 Н.
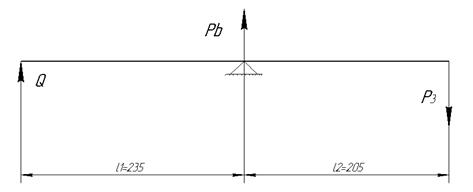
Рис. 3 - Расчетная схема
Используя формулу (54), имеем:
,
где l1
и l2
– плечи рычага, мм; принимаем l1
=235 мм и l2
=205 мм.
 (Н). (Н).
Реакция в опоре В:
 , (76) , (76)
 (кН). (кН).
Диаметр опоры из расчета на смятие [5]:
, (77)
 , ,  мм. мм.
Принимается, из соображений унификаций, d=30 мм.
Перемещение силового привода по формуле (66):
 , ,
где Sp
– перемещение в точках приложения силы P, мм; конструктивно принимается перемещение рычага в зоне зажима Sp
=74 мм.
 (мм). (мм).
Расчет на изгиб рычага шатунных шеек
Ширина рычага конструктивно принимается b=15 мм. В связи с тем, что рычаг в сечении силового привода представляет собой прямоугольник малой площади, требуется расчет на поперечный изгиб. Для упрощения расчетов представим выступающую часть рычага длиной 70 мм в виде консольной балки, испытывающей основную нагрузку. Опасным сечением тогда является жесткая заделка, что не противоречит реальной схеме нагружения, где опасным сечением является галтель – плавный переход выступающей части к основному телу рычага.
Изгибающий момент в опасном сечении рассчитывается по формуле (38):
 , ,
 (Н∙мм). (Н∙мм).
Осевой момент сопротивления сечения вычисляем по формуле:
 , (78) , (78)
где b – ширина сечения, мм; b=15 мм;
h – высота сечения, мм; конструктивно принимается h=60 мм.
 (мм3
). (мм3
).
Расчетное напряжение, возникающее в сечении балки (рис. 4):
 , (79) , (79)
 (МПа). (МПа).
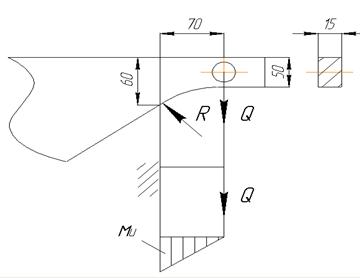
Рис. 4 - Расчетная схема
Условие прочности:
 , (80) , (80)
где [σ] – допустимое напряжение на изгиб, МПа; для Ст.3 [σ]=110 МПа.
Так как условие прочности 110 МПа > 51,2 МПа выполнено, рычаг в расчетном сечении является прочным. В качестве конструктивного материала принимаем Ст.3 ГОСТ 380-50.
Расчет силового гидроцилиндра
Исходные данные:
конструкция – двухсторонний, не симметричный;
рабочая сила – F=6590 Н;
скорость прямого хода – V=1 м/мин = 0,016 м/с;
длина хода – 85 мм.
В качестве рабочей жидкости для гидропривода всей системы выбрано масло ИГП-18, кинематическая вязкость ν=18,5 сСт.
Рабочее давление в напорной полости гидроцилиндра рассчитаем по формуле (67):
,
где D – диаметр поршня цилиндра, мм; конструктивно по ГОСТ 6540-68 принимается стандартный D=40 мм.
 (МПа). (МПа).
Диаметр штока по формуле (68):
,
(мм).
По ряду стандартных размеров принимаем d=22 мм ГОСТ 6540-68.
Усилие, развиваемое гидроцилиндром при обратном ходе по формуле (69):
,
 (кН). (кН).
Расход масла определяется по формуле (70):
,
(л/с) = 1,2 л/мин.
Используя формулу (71), определяем скорость штока при обратном ходе:
,
(м/с) = 1,36 м/мин.
Выбор конструкции и типа уплотнений поршня и штока гидроцилиндра.
Конструкция и тип уплотнений поршня и штока гидроцилиндра принимается аналогично гидроцилиндру в рычаге коренных шеек - кольцо резиновое уплотнительное круглого сечения. Основные размеры колец по ГОСТ 6969-54:
- уплотнения поршня D=40 мм, d=36 мм;
- уплотнения штока D=26 мм, d=22 мм, Н=3 мм.
Расчет корпуса гидроцилиндра.
Внутренний диаметр расточки корпуса соответствует диаметру поршня и принимается dк
=40 мм.
Используя формулу (72), имеем:
,
 (мм). (мм).
Для обеспечения жесткости гидроцилиндра принимаем толщину стенки δ=4 мм.
Расчет потерь давления в трубопроводе.
Безразмерное число Рейнольда по формуле (73):
,
где d – внутренний диаметр трубопровода, d=4,6 мм.
.
Поскольку Rе
меньше критической величины [Rе
]=2100, поток масла в трубопроводе ламинарный, поэтому потери давления определяем по формуле (74):
,
где d – внутренний диаметр трубопровода, d=4,6 мм;
L – длина трубопровода, мм; L=2 м.
 (МПа). (МПа).
Так как потери слишком малы, далее их можно не учитывать.
Наружный диаметр корпуса считаем по формуле (75):
D=d+2δ,
где d – внутренний диаметр корпуса, d=40 мм;
δ – толщина стенки гидроцилиндра, δ=4 мм.
D=40+2×4=48 (мм).
Принимаем D=48 мм.
Корпус гидроцилиндра изготавливается из стальных труб бесшовных горячекатаных по ГОСТ 8734-75.
Для крепления гидроцилиндра из расчета на смятие определяем диаметр проушины:
 , (81) , (81)
где [δ] – допускаемое напряжение для опоры скольжения, [δ]≈20 МПа.
 (мм). (мм).
Принимаем диаметр проушины D=15 мм.
4.2.3 Обоснование самоустановки накатных роликовых головок
При применении обкатывающих роликов с прямолинейной образующей необходима их тщательная установка и трудоемкая выверка на параллельность образующих заготовки и ролика. Неточная установка или нарушение ее в процессе работы под нагрузкой в результате деформации в системе станок – приспособление – инструмент - деталь приводят к образованию недоброкачественной поверхности. С целью устранения необходимости тщательной выверки предлагается применить схему с самоустановкой ролика, автоматически устраняющей перекосы [26]. Под действием момента, возникающего при перекосах, ролик, имеющий свободу поворота вокруг оси, перпендикулярной к линии контакта его с заготовкой, поворачивается до восстановления равномерного контакта по всей длине образующей. Свободный поворот реализуется с помощью упорного подшипника, который необходимо рассчитать на статическую грузоподъемность.
Эквивалентная статическая нагрузка на подшипник [1]:
Рэ
= Fr
, (82)
где Fr
– радиальная нагрузка на подшипник, равная усилию обкатывания, Fr
=7250 Н.
Требуемая статическая грузоподъемность:
С = f × Рэ
, (83)
где f – коэффициент надежности, f = 2.
С = 2×7250 (Н).
Принимаем для эксплуатации шариковый упорный одинарный подшипник 8104, статическая грузоподъемность которого С = 21600 н.
Действительная долговечность подшипника рассчитаем по формуле:
 , (84) , (84)
 (млн.об). (млн.об).
Долговечность подшипника в часах по формуле:
 , (85) , (85)
 (тыс.ч). (тыс.ч).
4.2.4 Выбор устройств, обеспечивающих регулирование давления
Для изменения усилия зажима обрабатываемой детали предлагается применить схему дифференциально-дроссельного регулирования [11]. Такая схема характеризуется постоянным подводом расхода масла и в этом случае применяется параллельный монтаж дросселя и гидроцилиндра. Дроссель для малых скоростей перемещения (до 1 м/мин) монтируют на выходе гидроцилиндра, в таком случае обеспечивается более равномерное изменение регулируемых параметров. Давление в цилиндре изменяется соответственно профилю проходного отверстия дросселя, при этом от нуля до максимума изменяется и мощность гидроцилиндра. Особенность дифференциально-дроссельного регулирования в том, что используют золотник с двумя сопротивлениями или два дросселя. Это необходимо для реверсирования гидроцилиндра сопротивлением дросселя. При наибольшем сопротивлении дросселя поршень будет перемещаться с наибольшей скоростью (быстрый отвод), при среднем положении поршень находится в равновесном состоянии, при минимальном сопротивлении будет достигаться максимальное давление. Такая схема широко распространена в агрегатных, копировальных станках, имеющих системы автоматического регулирования, а также в гидроустройствах, где требуется периодическое изменение подводимого давления к гидроприводу – зажимные устройства, фрикционные муфты [11].
Достоинства применяемой схемы – малое влияние объемных потерь: поскольку обе полости поршня находятся под давлением, нет надобности в реверсирующем механизме, исключено образование вакуума.
4.2.5 Расчет опорной роликовой головки
В качестве опорных роликов в опорной роликовой головке принимаем игольчатые подшипники, вращающиеся с частотой вращения обрабатываемой детали. Их необходимо рассчитать на динамическую грузоподъемность (рис. 5).
Исходные данные:
- необходимо подобрать радиальный игольчатый роликоподшипник с номинальной долговечностью Lh
= 15000 ч;
- усилие обкатывания Робк
= 7250 Н;
- характер нагрузки на подшипник – толчки и вибрация;
- частота вращения n = 127 об/мин.
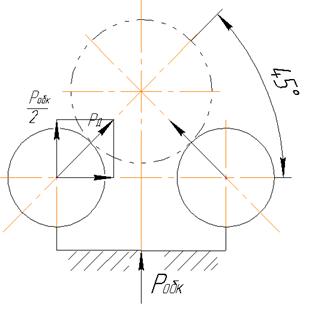
Рис. 5 - Расчетная схема
Эквивалентная нагрузка на подшипник:
 , ,
где n – число подшипников в роликовой головке, n = 2 шт.
 (Н). (Н).
Требуемая динамическая грузоподъемность по формуле:
С = Кс
× Рд
, (86)
где Кс
– коэффициент грузоподъемности, Кс
= 2,2.
С = 2,2 × 5130 = 11286 (Н).
Принимаем подшипник сверхлегкой серии 4 074 904 ГОСТ 4657-71, динамическая грузоподъемность которого С = 12000 Н.
Действительная долговечность подшипника по формуле (84):
 , ,
 (млн.об). (млн.об).
Долговечность подшипника в часах по формуле (85):
 , ,
 (тыс.ч). (тыс.ч).
4.2.6 Расчет накатной роликовой головки
В качестве опорных роликов в головке накатной аналогично головке опорной используются игольчатые подшипники, вращающиеся с частотой вращения обрабатываемой детали. Необходимо составить расчетную схему и показать зависимость между действующими силами, после чего проверить подшипники на динамическую грузоподъемность (рис. 6).
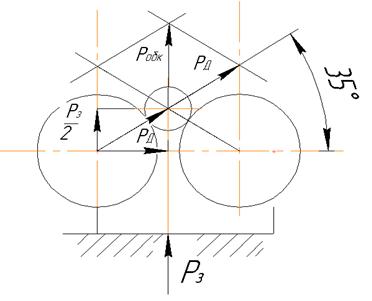
Рис. 6 - Расчетная схема
Уравнения действующих сил таковы:
 , (87) , (87)
где Рз
– усилие, с которым рычаг действует на накатную головку, Н;
Рд
– усилие, с которым опорный ролик действует на накатной ролик, Н.
 , (88) , (88)
где Робк
– усилие, с которым накатной ролик действует на заготовку (усилие обкатывания), Н.
Подставив уравнение (87) в уравнение (88), имеем:
Таким образом, получаем, что накатной ролик действует на деталь с тем же усилием, что и рычаг на накатную головку. Головка роликовая накатная конструктивно подобна головке опорной, поэтому в качестве подшипников принимаем игольчатые роликоподшипники 4 074 904 ГОСТ 4657-71.
Эквивалентная нагрузка на подшипник по формуле (87):
 , ,
 (Н). (Н).
Требуемая динамическая грузоподъемность по формуле (86):
С = Кс
× Рд
,
где Кс
– коэффициент грузоподъемности, Кс
= 1,7.
С = 1,7 × 6320 = 10744 (Н).
Принимаем для эксплуатации подшипник сверхлегкой серии 4 074 904 ГОСТ 4657-71, динамическая грузоподъемность которого С = 12000 Н.
Действительная долговечность подшипника по формуле (84):
,
 (млн.об). (млн.об).
Долговечность подшипника в часах по формуле (85):
,
 (тыс.ч). (тыс.ч).
4.3. Расчет устройства подъема заготовки
4.3.1 Силовой расчет
Уравнение моментов относительно т. О для положения 1:

G×R×cos45°+Mтр
1-Fт
1×96=0, (89)
где G – вес перемещаемых частей устройства подъема, приблизительно G=500 Н;
Мтр
1 – момент трения, возникающий в опорах скольжения, Н∙м;
R – конструктивный размер устройства подъема, R=172 мм;
Fт
1 – тяговое усилие, Н.
Уравнение моментов относительно т.О для положения 2:
G×R×cos65°+Mтр
2-Fт
2×63=0 (90)
Момент трения в опорах скольжения:
 , (91) , (91)
где n – число точек приложения силы нормального давления, n=2 точки;
r – радиус опоры в месте приложения силы, принимается r=30×10-3
м;
N – сила нормального давления, в худшем случае N=G=500 Н;
fк
– коэффициент трения скольжения, fк
=0,02.
Решая уравнения (89) и (90) относительно Fт
и сравнив результат, определим минимально необходимое тяговое усилие на штоке гидроцилиндра.
Используя уравнение (89), имеем:
 (Н) (Н)
Используя уравнение (90), имеем:
 (Н) (Н)
Т.о. принимается за минимально необходимое тяговое усилие Fт
=700 Н.
4.3.2 Погрешность позиционирования
Допустимая погрешность установки заготовки:
 , (92) , (92)
где B – ширина шейки коленчатого вала, B=28,6 мм;
b – ширина роликовой головки, b=26,5 мм;
k – коэффициент запаса, k=1,2.
 (мм). (мм).
Точность позиционирования устройства подъема зависит от технических характеристик применяемого датчика положения, в том числе от его разрешающей способности. За последнее время разработано несколько новых типов потенциометрических датчиков, обладающих следующими достоинствами:
- отсутствием ступенчатого выходного напряжения;
- большим сроком службы и надежностью в работе (т.к. отсутствует скользящий токосъемный контакт);
- большой точностью;
- возможностью эксплуатации при больших температурах.
Принцип действия фотоэлектрического потенциометра основан на поверхностном эффекте фотоэлектрической проводимости. Предназначен датчик для регистрации механического перемещения и преобразования его в электрический сигнал. Разрешающая способность потенциометрических бесконтактных датчиков составляет ∆=0,1 мм, что вполне удовлетворяет рассчитанной погрешности установки.
Т.о. принимаем в качестве датчика положения бесконтактный потенциометрический выключатель ВКБП 05 ТУ 37.459.088-86.
4.3.3 Кинематический расчет
Допустимая скорость перемещения [28]:
 , (93) , (93)
где Vдоп
– скорость перемещения устройства в точке Б (ось заготовки), м/с;
S – линейный ход устройства, конструктивно принимается S=0,4 м;
∆ - погрешность позиционирования, ∆=0,1 мм;
m – масса перемещаемых частей, m=50 кг.
 (м/с). (м/с).
Принимаем скорость движения заготовки Vз
=0,03 м/с.
Угловая скорость устройства подъема:
 , (94) , (94)
 (с-1
) (с-1
)
Скорость устройства в т.А (движущая скорость на штоке гидроцилиндра):
Vд
1=Vд
2=w×r, (95)
Vд
1=Vд
2=0,174×0,115=0,02 (м/с).
4.3.4 Расчет силового гидроцилиндра
Исходные данные для расчета:
конструкция – двухсторонний, не симметричный;
тяговое усилие F=700 Н;
скорость прямого хода – V=1,8 м/мин = 0,03 м/с;
длина хода – 400 мм.
В качестве рабочей жидкости для гидропривода всей системы выбрано масло ИГП-18, кинематическая вязкость ν=18,5 сСт.
Выбор рабочего давления в штоковой полости гидроцилиндра.
Используя формулу (67), имеем:
 , ,
где D – диаметр поршня цилиндра, мм; конструктивно по ГОСТ 6540-68 принимается стандартный D=40 мм;
d – диаметр штока, по ряду стандартных размеров принимаем d=20 мм.
 (МПа). (МПа).
Усилие, развиваемое гидроцилиндром при обратном ходе по формуле (69):
 , ,
 (Н). (Н).
Расход масла определяется по формуле (70):
,
 (м3
/с) = 2,3 л/мин. (м3
/с) = 2,3 л/мин.
Используя формулу (71), определяем скорость штока при обратном ходе:
,
 (м/с) = 2,5 м/мин. (м/с) = 2,5 м/мин.
Выбор конструкции и типа уплотнений поршня и штока гидроцилиндра.
Конструкция и тип уплотнений поршня и штока гидроцилиндра принимается аналогично гидроцилиндру в рычаге коренных шеек - кольцо резиновое уплотнительное круглого сечения. Основные размеры колец по ГОСТ 6969-54:
- уплотнения поршня D=40 мм, d=36 мм;
- уплотнения штока D=26 мм, d=22 мм.
Расчет корпуса гидроцилиндра.
Внутренний диаметр расточки корпуса соответствует диаметру поршня и принимается dк
=40 мм.
Используя формулу (72), имеем:
,
 (мм). (мм).
Для обеспечения жесткости гидроцилиндра принимаем толщину стенки δ=4 мм.
Расчет потерь давления в трубопроводе.
Безразмерное число Рейнольда по формуле (73):
,
где d – внутренний диаметр трубопровода, d=4,6 мм.
 . .
Поскольку Rе
меньше критической величины [Rе
]=2100, поток масла в трубопроводе ламинарный, поэтому потери давления определяем по формуле (74):
,
где d – внутренний диаметр трубопровода, d=4,6 мм;
L – длина трубопровода, мм; L=2 м.
 (МПа). (МПа).
Так как потери слишком малы, далее их можно не учитывать.
Наружный диаметр корпуса считаем по формуле (75):
D=d+2δ,
где d – внутренний диаметр корпуса, d=40 мм;
δ – толщина стенки гидроцилиндра, δ=4 мм.
D=40+2×4=48 (мм).
Принимаем D=48 мм.
Корпус гидроцилиндра изготавливается из стальных труб бесшовных горячекатаных по ГОСТ 8734-75.
Для крепления гидроцилиндра из расчета на смятие определяем диаметр проушины по формуле (81):
 , ,
где [δ] – допускаемое напряжение для опоры скольжения, [δ]≈20 МПа.
 (мм). (мм).
Принимаем диаметр проушины D=15 мм.
Т.к. ход поршня S>8D, требуется расчет гидроцилиндра на устойчивость.
Осевой момент инерции штока рассчитывается по формуле:
 , (96) , (96)
где d – диаметр штока, d=22 мм.
 (мм4
). (мм4
).
Критическая сила для потери штоком устойчивости:
 , (97) , (97)
где Е – модуль Юнга I рода, Е=200000 МПа;
lш
– длина штока, lш
=400 мм
 (кН). (кН).
Условие устойчивости: Ркр
≥F
Т.к. 46000 Н > 700 Н, условие устойчивости выполнено, значит шток устойчив.
4.3.5 Синхронизация движений параллельно работающих гидроцилиндров
Для подъема заготовки до уровня, необходимого для зажима ее в центрах, применяется устройство, включающее в себя опорную плиту, приводимую в движение двумя гидроцилиндрами. Ход гидроцилиндров конструктивно принимается равным 50 мм. Он необходим для опускания опорной плиты, несущей призмы, что, в свою очередь, нужно для беспрепятственного поворота устройства подъема в рабочее положение, т.е. в станок, и обратно. Для нормальной работы подъемных гидроцилиндров необходимо обеспечить их синхронное перемещение, иначе в процессе работы вероятно их заклинивание. Практика показывает [11], что в момент трогания с места синхронность гидродвигателей нарушается вследствие различия сил трения покоя в различных частях этих двигателей, причем во время движения двух гидроцилиндров предлагается применить схему с дроссельным делителем потока. Схема является известной, широко распространена и приведена на рис. 7 [11].
Необходимое условие более или менее точной синхронизации – одинаковые характеристики гидродвигателей, т.е. равные диаметры поршней. Поэтому в качестве силовых гидроцилиндров применяем стандартные гидроцилиндры 7021-0225 по ГОСТ 19900-74.
Расход Qн
насоса под постоянным давлением р подается в полость а и далее по двум параллельным трассам через сопротивления 11 R1
и 12 R2
расходы Q1
и Q2
проходят в полости F1
и F2
. Через дросселирующие отверстия 6 и 7 масло поступает к отверстиям трасс 3 и 4, соединяющимися с двумя гидродвигателями.
Если нагрузка на гидродвигатели одинакова, то давления в трассах 3 и 4 равны, и плунжер П (делитель) находится в среднем (нейтральном) положении, поровну разделяя расход насоса между двумя гидродвигателями.
Если в трассе 4 вследствие увеличения нагрузки давление возрастает, то оно увеличится и в полости е. В результате этого делитель расхода П переместится влево.
Проходное отверстие дроссельной щели 7 увеличится, а отверстие дроссельной щели 6, наоборот, уменьшится. Давления в полостях будут изменяться до тех пор, пока не уравновесятся перепады давлений, а, следовательно, станут равны расходы в трассах 3-1 и 4-2.
Когда давление в трассе 3-1 уравновесится с давлением в трассе 4-2, гидродвигатель 2 остановится, делитель П, сместившись вправо, несколько перекроет входное отверстие дросселя, и гидродвигатель 1 также остановится. Ошибка синхронности в этом случае гарантируется не выше 4% [11].
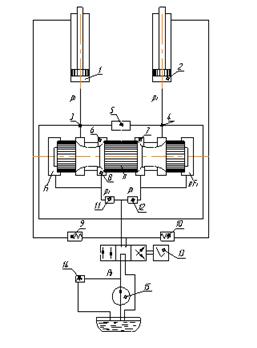
Рис. 7 - Схема синхронизации скоростей двух гидродвигателей, где 1, 2 – гидроцилиндры; 3, 4 – трубопровод; 5 – дроссель связи; 6, 7, 8 – дроссельные кромки дросселя; 9, 10 – обратные клапаны; 11, 12 – диафрагмы; 13 – трехпозиционный распределитель; 14 – предохранительный клапан; 15 – насос; П – плунжер (делитель расхода), выравнивающий давление р1
и р2
; F1
и F2
– рабочие площади делителя расхода.
4.3.6 Управление циклом
Для управления автоматическим циклом работы гидрофицированных механизмов применяют схему дистанционного управления по пути, когда каждая последующая команда подается гидродвигателю только после окончания предыдущей технологической операции. Распределители в схемах командоаппаратов применяют с электромагнитным управлением со временем переключения t=0,05 секунд [11]. При управлении по пути командоаппараты работают в импульсно-шаговом режиме. Электромагнитами золотников управляют конечные выключатели. В качестве конечных выключателей (датчиков положения) принимается выключатель ВКБП 05 ТУ 37.459.088-86, работа которого подробно описана в пункте 4.3.2.
4.4 Описание и принцип работы основных узлов станка.
4.4.1 Станина
Станина представляет из себя массивный литой цоколь, на который опираются различные органы станка. Верхняя часть снабжена бортом и служит как ванна для собирания охлаждающей жидкости, в последствии направляемой в систему очистки (фильтрации), расположенной сбоку станка.
4.4.2 Привод вращения
Привод вращения находится в левой части станка и состоит из главного двигателя, который сообщает вращательное движение через ременную передачу приводу вращения и, в первую очередь, приводному валу, далее через косозубую зубчатую передачу на два конструктивно подобных тяговых вала. Тяговые валы через упругие муфты с торообразной оболочкой передают вращение на эталон-валы, подобных не только между собой, но и обрабатываемой детали. Эталон-валы образуют циклическое вращение шатунных шеек вокруг коренных и передают вращение рычагам шатунных шеек, жестко связанных с обрабатываемой деталью.
4.4.3 Рычаги зажима шеек
В зависимости от обрабатываемой части коленчатого вала рычаги различаются на:
- рычаги зажимные, неподвижные, предназначенные для обработки коренных шеек;
- рычаги зажимные, подвижные, предназначенные для обработки шатунных шеек.
Неподвижный зажимный рычаг, который не колеблется во время вращения коленчатого вала (для коренных шеек), состоит из двух зажимов, несущих роликовые головки – опорную и накатную. Рычаг управляется с задней стороны гидравлическим цилиндром. Корпус рычага опирается на два кронштейна. Имеется возможность регулировать положение рычага в радиальном и осевом направлении для точного ориентирования оси обрабатываемой шейки относительно осей других обрабатываемых шеек.
Подвижные зажимные рычаги конструктивно подобны неподвижным, но должны следовать за перемещением шатунных шеек во время вращения коленчатого вала. Следовательно, они совершают колебательное движение, подобное движению шатуна двигателя внутреннего сгорания. Для этого они расположены на двух валах-эталонах, конструктивно подобных обрабатываемой детали. При вращении валов-эталонов рычаги шатунных шеек увлекают за собой шатунные шейки обрабатываемой детали, вращая таким образом всю деталь и совершая, собственно, главное движение обкатывания.
Конструкция рычагов позволяет разгрузить остальные узлы станка от усилия обкатывания, направляя его на обрабатываемую деталь с двух противоположных сторон, уравновешивая их таким образом друг относительно друга.
4.4.4 Роликовые головки
Накатная роликовая головка состоит из двух полукорпусов, соединенных винтами и представляющих в собранном виде единый корпус, несущий опорные ролики, выполненных в виде игольчатых роликоподшипников, и накатной ролик. Накатной головке посредством зажимного рычага сообщают постепенно увеличивающееся усилие обкатывания, различное в зависимости от шейки (коренная или шатунная). Накатной ролик воздействует на обрабатываемую поверхность, сминая на ней микровыступы и сглаживая, тем самым, микронеровности. Длительность обработки составляет 10 проходов, после чего вращение детали останавливается и усилие с роликовой головки снимается.
Опорная роликовая головка конструктивно схожа с накатной, содержит в себе два опорных ролика, представляющих роликоподшипники, подобных имеющимся в накатной головке и выполняющих роль люнета, а также две установочные опоры, принимающих обрабатываемую деталь от устройства подъема заготовки.
4.4.5 Устройство подъема заготовки
Устройство подъема заготовки состоит из двух упорных центров, приводимых в движение гидроцилиндрами, причем первоначально в движение приходит левый (передний) центр, положение которого контролируется бесконтактным конечным выключателем, определяя таким образом осевое положение коленчатого вала. Правый (задний) центр действует во вторую очередь и поджимает обрабатываемую деталь.
Два гидравлических цилиндра, действуя синхронно в вертикальном направлении, благодаря дроссельному делителю потока, выводят группу установки, включающую опорную плиту, несущую V-образные призмы, из поля действия группы поворота, которая после обработки вновь возвращается в рабочую позицию. Группа установки тогда движется вверх, давая возможность разжать из центров коленчатый вал, выгрузить его на призмы и захватить рукой портального манипулятора.
4.4.6 Электрооборудование
Состоит из щитка приборов, микро-выключателей и кнопочного пульта, вмещающего все органы управления и сигнализации. Последовательность различных операций и различные предохранительные средства гарантированы микро-выключателями, расположенными в различных точках машины и приводимые в действие органами, находящимися в движении.
4.4.7 Средства смазки и охлаждения зоны обработки
Состоит из ванны для собирания, вмещающей фильтр и магнитный сепаратор для очистки жидкости, поступающей от машины. Центробежный насос подает необходимый поток масла, распределяемый к обрабатываемым шейкам ориентируемыми жиклерами, ввинченными в общую трубку, смонтированную перед зажимными рычагами.
4.4.8 Работа станка
Допустим, что станок находится в исходном положении, которым будем считать позицию, при которой заготовка коленчатого вала находится в призмах устройства подъема, разжата, а каретка портального манипулятора расположена над станком с поднятыми руками, причем схват детали зажат, т.е. в нем предположительно находится обработанная деталь. Здесь и далее под заготовкой будем понимать коленчатый вал, поступивший с предыдущей операции, а под деталью – обработанный на станке коленчатый вал.
При пуске станок начинает свой рабочий цикл:
- передний центр движется вправо и ориентирует заготовку в осевом направлении;
- задний центр движется вправо и ориентирует заготовку в осевом направлении;
- подъемный стол устройства подъема движется вниз;
- устройство подъема поворачивает зажатую заготовку и кладет ее на опорные роликовые головки зажимных рычагов;
- передний и задний центр разжимают заготовку;
- зажимные рычаги зажимают заготовку с минимальным усилием обкатывания;
- привод вращения начинает вращаться;
- усилие обкатывания, прикладываемое рычагами к заготовке, постепенно развивается до максимума; бесконтактный выключатель, расположенный на тяговом валу, совершает отсчет количества оборотов и, при достижении заданного числа (рекомендуется 10 оборотов), выключает вращение;
- привод вращения останавливается;
- привод вращения ориентируется в определенное угловое положение, регистрируемое бесконтактным выключателем;
- усилие обкатывания с детали снимается, деталь разжимается;
- передний и задний центр зажимают деталь;
- устройство подъема поворачивает деталь в исходное положение;
- подъемный стол движется вверх;
- передний и задний центр разжимают заготовку.
Далее станок формирует разрешающий сигнал на продолжение цикла портальным манипулятором и ожидает прибытия каретки.
Каретка, изначально находясь вместе со станком в исходном положении, в момент пуска начинает двигаться и совершает следующие движения:
- каретка движется вправо и достигает поста разгрузки детали;
- рука захвата детали движется вниз;
- схват разжимается и освобождает деталь;
- рука захвата детали движется вверх;
- рука захвата заготовки ожидает сигнал о поступлении заготовки на пост загрузки. В это время на шаговом транспортере происходит передача детали на последующую операцию, подача и ориентирование заготовки. По окончании действия шагового транспортера каретке манипулятора поступает разрешающий сигнал на продолжение цикла.
- рука захвата заготовки движется вниз;
- схват зажимает заготовку;
- рука захвата заготовки движется вверх;
- каретка движется к станку;
При отсутствии разрешающего сигнала от станка на продолжение цикла каретка находится в режиме ожидания, при наличии сигнала каретка продолжает совершать дальнейшие движения.
- рука захвата детали движется вниз;
- схват зажимает деталь;
- рука захвата детали движется вверх;
- рука захвата заготовки движется вниз;
- схват разжимается и освобождает заготовку;
- рука захвата заготовки движется вверх.
С этого момента станок находится в исходном положении, цикл автоматически повторяется.
Циклограмма последовательности временных процессов изображена на отдельном листе формата А2 под номером 09.07.ТМ.413.09.Ц.
5. ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ ПРОЕКТА
В разделе ведется расчет технико-экономических показателей проектируемого варианта, производится их сравнительный анализ с базовыми показателями, определяется экономический эффект от предложенных в проекте технических решений.
Объектом экономического анализа является себестоимость изготовления детали по базовому и проектному вариантам. При этом в многооперационных технологических процессах достаточно провести экономическое обоснование технического совершенствования только изменяющихся по вариантам технологических операций.
Основными исходными данными для экономического анализа вариантов технологических операций являются данные, полученные в технической части проекта, а именно: годовой объем производства деталей; трудоемкость операции (штучное время) по базовому и проектируемому вариантам; вид, тип, марка оборудования, его габариты, мощность, цена; вид оснастки, инструмента и их ориентировочная стоимость.
Таблица 4 - Краткая характеристика сравниваемых вариантов
| Базовый вариант |
Проектируемый вариант |
На суперфинишном станке производится полирование шеек коленчатого вала лентой.
Тип производства – массовый.
Условия труда – нормальные.
Форма оплаты труда – повременно-премиальная.
|
На специальном накатном станке производится обкатывание шеек коленчатого вала.
Тип производства – массовый.
Условия труда – нормальные.
Форма оплаты труда – повременно-премиальная.
|
5.1 Расчет стоимости модернизируемого оборудования
Проектом предусмотрена модернизация действующего оборудования, поэтому составляется ведомость вновь вводимых и аннулируемых деталей и узлов (таблица 5), а затем определяется стоимость модернизируемого оборудования.
Таблица 5 - Ведомость вновь вводимых и аннулируемых деталей и узлов
| Перечень узлов и деталей |
Цена, руб |
Кол-во |
Общая ст-мость, руб |
| 1 |
2 |
3 |
4 |
| 1.Вновь вводимые детали и узлы: |
| Шпиндельная бабка |
60000 |
1 |
60000 |
| Рычаг зажима коренных шеек |
10000 |
5 |
50000 |
| Рычаг зажима шатунных шеек |
10000 |
5 |
50000 |
| Вал-эталон |
2000 |
2 |
4000 |
| Упругая муфта с торообразной оболочкой |
1000 |
2 |
2000 |
| Корпус |
50000 |
1 |
50000 |
| Ременная передача |
4000 |
1 |
4000 |
| Электродвигатель |
20000 |
1 |
20000 |
| Устройство подъема заготовки |
20000 |
1 |
20000 |
| Каретка портального манипулятора |
80000 |
1 |
80000 |
| Накатная роликовая головка |
5000 |
10 |
50000 |
| Опорная роликовая головка |
5000 |
10 |
50000 |
| Всего: |
440000 |
| 2.Аннулируемые детали и узлы: |
| Шпиндельная бабка |
15000 |
1 |
15000 |
| 1 |
2 |
3 |
4 |
| Задняя бабка |
12000 |
1 |
12000 |
| Рычаг зажима коренных шеек |
6000 |
5 |
30000 |
| Рычаг зажима шатунных шеек |
6000 |
4 |
24000 |
| Корпус |
6000 |
1 |
6000 |
| Цепная передача |
5000 |
1 |
5000 |
| Электродвигатель |
12000 |
1 |
12000 |
| Устройство подъема заготовки |
8000 |
1 |
8000 |
| Каретка портального манипулятора |
50000 |
1 |
50000 |
| Полировальная головка |
1000 |
20 |
20000 |
| Устройство подачи полировальной ленты |
4000 |
1 |
4000 |
| Поводковый патрон |
2000 |
1 |
2000 |
| Всего: |
188000 |
Расходы на демонтаж ненужных узлов и деталей:
 , ,
где Тдем
– затраты рабочего времени на демонтаж узлов и деталей, Тдем
=8 ч;
Счас
– средняя часовая тарифная ставка рабочих, занятых демонтажем, Счас
=24,48 р/ч;
Кдоп
– коэффициент, учитывающий доплаты до часового, дневного и месячного фонда заработной платы, Кдоп
=2,04;
Кс
– коэффициент, учитывающий отчисления на социальные нужды, Кс
=1,39.
 (р). (р).
Расходы на сборку и монтаж вновь устанавливаемых узлов и деталей:
 , ,
где Тсб
– трудоемкость сборки и монтажа, Тсб
=24 ч.
 (р). (р).
Затраты на модернизацию оборудования:
Змод
=Свв
-Санул
+Рдем
+Рсб
,
где Свв
– стоимость покупки вновь вводимых узлов и деталей, Свв
=440000 р;
Санул
– стоимость аннулируемых узлов и деталей, Санул
=188000 р.
Змод
=440000-188000+555+1670=254225 (р).
Стоимость модернизированного станка:
Цмод
=Цбаз
+Змод
,
где Цбаз
– первоначальная стоимость модернизируемого оборудования (берется по данным предприятия), Цбаз
=500000 р.
Цмод
=500000+254225=754225 (р).
Годовая программа запуска коленчатого вала:
 , ,
где Пг
– годовая программа выпуска коленвалов, Пг
=200000 шт;
з – процент запасных частей, з=15%;
б – процент потерь на брак, б=2%.
 (шт). (шт).
5.2 Расчет необходимого количества оборудования
Таблица 6 - Расчет необходимого количества оборудования
| Формулы |
Значение показателей |
| Показатели |
для расчета |
Базовый
вариант
|
Проектный
вариант
|
| Расчетное количество основного технологического оборудования по изменяющимся операциям технологического процесса обработки детали. |

|
0,95 |
0,87 |
| Принятое количество оборудования |
Расчетное округляется до ближайшего целого:

|
1 |
1 |
| Коэффициент загрузки оборудования |

|
0,95 |
0,87 |
5.3 Исходные данные для экономического обоснования сравниваемых вариантов
Таблица 7 - Исходные данные
| Показатели |
Услов. обозн.,
един.
измер.
|
Значение показателей |
Источник информации |
Базовый
вариант
|
Проект.
вариант
|
| 1 |
2 |
3 |
4 |
5 |
| Годовая программа запуска |
Нз
, шт |
234600 |
234600 |
Расчет |
| Норма штучного времени, в т.ч. машинное время |
Тшт
Тмаш
,
мин.
|
0,97
0,6
|
0,91
0,08
|
Расчет |
Часовая тарифная ставка:
-рабочего оператора
-наладчика
|
 |
19,9
29,56
|
19,9
29,56
|
Данные кафедры «ЭО и УП» |
| Коэффициент доплат до часового, дневного и месячного фондов |
 |
1,08 |
1,08 |
- // - |
| Коэффициент доплат за проф. мастерство |
 |
1,12 |
1,12 |
- // - |
| Коэффициент выполнения норм |
 |
1 |
1 |
- // - |
| Коэффициент доплат за условия труда |
 |
1,12 |
1,12 |
- // - |
| Коэффициент доплат за вечерние и ночные часы |
 |
1,2 |
1,2 |
- // - |
| Коэффициент премирования |
 |
1,2 |
1,2 |
- // - |
| 1 |
2 |
3 |
4 |
5 |
| Коэффициент отчислений на социальные нужды |
 |
0,356 |
0,356 |
- // - |
Годовой эффективный фонд времени работы:
- оборудования
- рабочих
|
 |
4015
1731
|
4015
1731
|
- // - |
| Цена единицы оборудования |
 |
500000 |
754225 |
Данные производства |
| Коэффициент расходов на доставку и монтаж оборудования |
Кмонт
|
0,2 |
0,2 |
Данные кафедры «ЭО и УП» |
| Выручка от реализации изношенного оборудования |
Вр
, % от цены |
- |
5 |
- // - |
| Годовая норма амортизационных отчислений |
На
,
%
|
5 |
5 |
- // - |
| Коэффициент затрат на текущий ремонт оборудования |
Кр
|
0,3 |
0,3 |
- // - |
| Установленная мощность электродвигателя станка |
Му
,
кВт
|
5,25 |
2 |
Паспорт станка |
| Коэффициент загрузки электродвигателей по мощности |
Кмощ
|
0,7 |
0,7 |
- // - |
| Коэффициент одновременности работы электродвигателей |
Код
|
1 |
1 |
Данные кафедры «ЭО и УП» |
| Коэффициент загрузки электродвигателей по врем. |
Кв
|
0,85 |
0,85 |
- // - |
| 1 |
2 |
3 |
4 |
5 |
| Коэффициент потерь электроэнергии в сети завода |
Кп
|
1,05 |
1,05 |
- // - |
| Тариф оплаты за электроэнергию |
 , ,
руб/кВт
|
1,48 |
1,48 |
- // - |
| Коэффициент полезного действия |
КПД |
0,95 |
0,95 |
Паспорт станка |
| Цена (себестоимость изготовления) единицы инструмента в год |
Ци
,
руб
|
18000 |
600 |
Данные производства |
| Коэффициент транспортно-заготовительных расходов на доставку инструмента |
Ктр
|
1,02 |
1,02 |
Данные кафедры «ЭО и УП» |
| Выручка от реализации изношенного инструмента по цене металлолома |
Ври
,
руб
|
- |
120 |
- // - |
| Количество переточек инструмен. до полного износа |
Нпер
|
0 |
10 |
Данные производства |
| Стоимость одной переточки |
Спер
, руб |
0 |
50 |
- // - |
| Коэффициент случайной убыли инструмента |
Куб
|
1,2 |
1,2 |
- // - |
| Стойкость инструмента между переточками |
Ти
,
час
|
- |
16 |
- // - |
| Цена (себестоимость изготовления) единицы приспособления |
Цп
,
руб
|
20000 |
20000 |
- // - |
| Коэффициент, учитывающий затраты на ремонт приспособления |
 |
1,5 |
1,5 |
- // - |
| 1 |
2 |
3 |
4 |
5 |
| Выручка от реализации изношенного приспособления |
Вр,пр
,
руб
|
4000 |
4000 |
- // - |
| Количество приспособлений, необходимое для производства годовой программы деталей |
Нпр
,
шт
|
10 |
10 |
- // - |
| Физический срок службы приспособления |
 |
5 |
5 |
- // - |
| Коэффициент загрузки приспособления выполнением данной операции |
Кз
=Кз.ст
|
0,96 |
0,9 |
- // - |
| Расход на СОЖ (1000…1200 руб на 1 станок в год) |
Цсм
|
1200 |
1200 |
- // - |
| Удельный расход воды для охлаждения на один час работы станка |
Ув
,
м3
/час
|
0,6 |
0,6 |
Данные кафедры «ЭО и УП» |
| Тариф платы за 1 м3
воды |
Цв
, руб |
1,2 |
1,2 |
- // - |
| Удельный расход сжатого воздуха за 1 час работы установки, приспособления |
Усж
,
м3
/час
|
0,1 |
0,1 |
- // - |
| Тариф платы за 1 м3
сжатого воздуха |
Цсж
, руб |
0,12 |
0,12 |
- // - |
| Площадь, занимаемая одним станком |
Руд
,
м2
|
16 |
16 |
- // - |
| Коэффициент, учитывающий дополнительную площадь |
 |
2 |
2 |
- // - |
Стоимость эксплуатации 1 площади зданий в год площади зданий в год |
 |
2000 |
2000 |
- // - |
| Норма обслуживания станков одним наладчиком |
 |
10 |
10 |
- // - |
| Специализация оборудования |
Спец. |
Спец. |
- // - |
| Коэффициент транспортно-заготовительных расходов |
Кт.з
|
6,5 |
6,5 |
- // - |
| Физический срок службы детали (долговечность), если он повышается |
Тд
,
лет
|
Т |
1,2Т |
Расчет |
| Материал детали (заготовка) |
ВЧ70-03 |
ВЧ70-03 |
Данные производства |
| Масса детали |
 |
17 |
17 |
- // - |
| Стоимость 1 кг материала |
Цм
, руб |
30 |
30 |
- // - |
| Вес отходов (стружки) |
Мотх
,кг |
2,8 |
2,8 |
- // - |
| Цена 1 кг отходов |
Цотх
, руб |
0,85 |
0,85 |
- // - |
| Трудоемкость проектирования техники, технологии |
Тпр,
чел-час
|
800 |
800 |
- // - |
| Часовая заработная плата конструктора, технолога |
Зчас
,
руб/час
|
35 |
35 |
- // - |
| Численность рабочих |
Р, чел |
2 |
2 |
- // - |
5.4 Расчет капитальных вложений
Таблица 8 - Расчет капитальных вложений (инвестиций)
| Показатели, ед.изм. |
Расчетные формулы и расчет |
Значение показателей |
| Проект. вариант |
| 1 |
2 |
3 |
| Прямые капитальные вложения в основное технологическое оборудование, руб |


|
656180 |
| Затраты на проектирование, руб |

|
28000 |
| Затраты на доставку и монтаж оборудования, руб |
 |
131240 |
| Затраты на транспортные средства, руб |
 |
32800 |
| Итого: сопутствующие капитальные вложения, руб |
 =28000+131240+32800= =28000+131240+32800=
=192000
|
192000 |
| Общие капитальные вложения, руб |
Кобщ
=656180+192000=848180
|
848180 |
5.5 Расчет технологической себестоимости операции
Таблица 9 - Расчет технологической себестоимости сравниваемых вариантов
| Показатели |
Расчетные формулы и расчет |
Значение показателей |
| Базовый |
Проект. |
| 1 |
2 |
3 |
4 |
| Расходы на материалы, руб |
 |
3315 |
3315 |
| Основная заработная плата рабочих – операторов, руб |
 
|
0,705 |
0,645 |
| Основная заработная плата наладчика, руб |
   |
0,040 |
0,037 |
| ИТОГО: основная заработная плата, руб |


|
0,745 |
0,682 |
| Отчисления на социальное страхование, руб |



|
0,265 |
0,243 |
| Затраты на текущий ремонт оборудования, руб |

 
|
0,7 |
0,9 |
| Расходы на технологическую энергию, руб |

 
|
0,051 |
0,003 |
| Расходы на инструмент, руб |

|
0,092 |
0,067 |
| Расходы на содержание и эксплуатацию приспособлений, руб |



|
0,213 |
0,2 |
| Расходы на смазочные, обтирочные материалы и СОЖ, руб |


|
0,0049 |
0,0046 |
| Расходы на воду технологическую, руб |


|
0,0118 |
0,0111 |
| Расходы на сжатый воздух, руб |


|
0,00019 |
0,00018 |
| Расходы на содержание и эксплуатацию производственной площади, руб |



|
0,259 |
0,237 |
| ИТОГО: расходы на содержание и эксплуатацию оборудования |

 
|
1,33189 |
1,42288 |
5.6 Калькуляция себестоимости обработки детали на операции
Таблица 10 - Калькуляция себестоимости обработки по вариантам технологического процесса
| Статьи затрат |
Затраты, руб. |
Изменения |
| базов. |
проект. |
+,- |
| Материал за вычетом отходов |
3315 |
3315 |
0 |
| Основная заработная плата операторов и наладчиков |
0,745 |
0,682 |
+0,063 |
| Начисление на зарплату |
0,265 |
0,243 |
+0,022 |
| Расходы на содержание и эксплуатацию оборудования |
1,33189 |
1,42288 |
-0,091 |
| Итого технологическая себестоимость |
3317,342 |
3317,348 |
-0,006 |
Общецеховые накладные расходы
|
1,6 |
1,47 |
+0,13 |
Итого цеховая себестоимость
|
3318,942 |
3318,818 |
+0,124 |
Заводские накладные расходы

|
1,118 |
1,023 |
+0,095 |
Итого заводская себестоимость
|
3320,06 |
3319,841 |
+0,219 |
Внепроизводственные расходы
|
166,003 |
165,992 |
+0,011 |
Всего полная себестоимость
|
3486,063 |
3485,833 |
+0,23 |
5.7 Расчет показателей экономической эффективности проектируемого варианта
При проектировании новой техники или новых технологических процессов, повышающих долговечность деталей, ожидаемая прибыль определяется по формуле:
 , ,
где  - отношение сроков службы детали, соответственно, по проектируемому и базовому вариантам; - отношение сроков службы детали, соответственно, по проектируемому и базовому вариантам;
Сбаз
– себестоимость в базовом варианте без учета затрат на материалы, Сбаз
=171,063;
Спр
– себестоимость в проектируемом варианте без учета затрат на материалы, Спр
=170,833.
 (руб). (руб).
Налог на прибыль:
 , ,
Кнал
– коэффициент налогообложения прибыли, принимается Кнал
=0,24
 (руб). (руб).
Чистая ожидаемая прибыль:
 , ,
 (руб). (руб).
Определяем срок окупаемости капитальных вложений, необходимых для осуществления проектного варианта:
 , ,
 ≈1/6 (года). ≈1/6 (года).
Вывод: в результате внедрения модернизированного станка в действующее производство и капитальные вложения в размере 848180 руб., предприятие получит прибыль от снижения себестоимости и, главным образом, от увеличения долговечности коленчатого вала в размере 5235275 руб, причем затраты окупятся через два месяца.
|
