План
Вступление
1. Анализ положения дел в отрасли
2. Вводная часть
3. Цель создания Системы
4. Описание объекта
5. Характеристика средств КИП и автоматики
6. Характеристика метрологического обеспечения
7. Условия эксплуатации объекта автоматизации и характеристика окружающей среда
8. Характеристика информационного обеспечения
9. Функционирование Системы
9.1 Регламент реализации каждой функции
10. Экономический эффект от внедрения АСУ (БЛ-2) (на ячейках 13-16)
10.1. Исходные данные
10.2 Расчет
10.2.1 Плановое годовое производство 4 н/к (группы)
10.2.2 Экономия топлива за счет снижения удельного расхода условного топлива
10.2.3 Экономический эффект
10.2.4 Экономия металла за счет снижения угара
10.2.5 Экономия снижения потерь металла в угар
10.2.6 Суммарная экономия
10.2.7 Срок окупаемости
Вступление
Модернизация системы управления рекуперативными нагревательными колодцами в ОНК цеха Блюминг-2 ВАТ «Міттал Стіл Кривий Piг»
Модернизация системы управления рекуперативными нагревательными колодцами в ОНК цеха Блюминг-2 заключается в замене морально и физически устаревших системы КИПиА и исполнительных механизмов на современную автоматизированную систему управления на базе промышленных логических контроллеров с организацией автоматизированных рабочих мест (АРМ) нагревальщиков на группах колодцев и АРМ старшего нагревальщика.
Сметная стоимость модернизации (для яч.№13-16) - 2130000 грн
Сроки строительства - 15 месяцев
Срок окупаемости модернизации - 20 месяцев
1. Анализ положения дел в отрасли
В новых экономических условиях на первый план выходят вопросы экономии энергии и ресурсосбережения в промышленности. Особое значение вопросы снижения затрат при производстве продукции приобретают в черной металлургии, которая характеризуется высокой энерго- и материалоемкостью. Так, только при нагреве слитков в обжимном цехе расходуется 22-25 кг у.т./т. стали, потери металла от окисления только за один нагрев составляют 2,0-2,5%, а за весь передел от слитка до готового проката - 4,0-4,5%. При этом, необходимо отметить, что затратные показатели в черной металлургии Украины и в целом по странам СНГ в несколько раз превышают аналогичные величины, достигнутые в наиболее развитых странах. По данным европейских экспертов ежегодный перерасход энергоресурсов при существующем уровне черной металлургии в странах СНГ значительно превышает 1 млрд. долларов США в стоимостном исчислении и это отставание постоянно увеличивается, так как за последние два десятилетия удельные затраты на производство стали наиболее развитых стран были снижены на 25-30%.
Реклама

В мировой практике имеется опыт нагрева слитков с повышенным теплосодержанием. Технология нагрева слитков с жидкой сердцевиной применяется на Мариупольском металлургическом комбинате им. Ильича, ВАТ «Міттал Стіл Кривий Piг», Запорожсталь, за рубежом. В соответствии с экспериментальными данными увеличение времени транспортировки на 1 час эквивалентно дополнительному расходу топлива на 3,5-4,0 кг. у.т./т. стали, дополнительному угару вследствие увеличения времени нагрева. Температура поверхности слитков в момент посада на различных заводах отличаются и обычно находятся в пределах 940-1040°С. Доля жидкой фазы в слитках в момент посада зависит от химического состава стали, формы и размеров слитка. Несмотря на то, что эта технология достаточно хорошо известна (изотермическая или «адиабатная» выдержка в первом периоде до полной кристаллизации стали, и затем нагрев до заданного температурного состояния), ее реализация, как и дальнейшее повышение температуры посада требует высокой квалификации персонала, постоянного контроля теплового состояния слитка как, при отстое и транспортировке, так и в процессе нагрева, так как прокатка не полностью закристаллизовавшегося металла может привести к созданию аварийной ситуации и повышенному браку.
Снижение теплосодержания слитков при выдаче достигается понижением контрольной температуры и уменьшением времени нахождения металла в колодце, устранением «пересиживания». Обычно последнее связано с организационными проблемами, которые не всегда могут быть устранены. Нахождение металла в колодце с высокой температурой приводит к перерасходу топлива (около 1,5 кг у.т./т. стали на каждый час «пересиживания»), повышенному угару, а в некоторых случаях к перегреву или даже пережогу стали. Единственным решением данной проблемы является использование специальных режимов нагрева (режим «термоса», нагрев по минимуму окалинообразования или расхода топлива и т.д.), которые хорошо известны, но для их реализации необходимо наличие математических моделей и инструментальных средств для их реализации. Снижение контрольной температуры печи позволяет снизить расход топлива и уменьшить потери металла от окисления, однако его реализация возможна лишь при наличии контроля и обратной связи по энергосиловым параметрам процесса прокатки.
Реклама

Таким образом, реализация рассмотренных выше мероприятий, требует наличия современных средств контроля и автоматического управления тепловым процессом прокатки, в основу которого должны быть положены не только алгоритмы управления, но и математические модели кристаллизации и нагрева, исключающие влияние субъективного фактора и квалификации персонала, учитывающие воздействие внешних условий на работу оборудования. При этом необходимо отметить, что данное предложение не является революционным, так как на многих передовых заводах за рубежом и в странах СНГ уже работают аналогичные системы, которые показали эффективность такого подхода к решению проблем энерго- и ресурсосбережения.
Основными мероприятиями, позволяющими снизить расход топлива, уменьшить потери металла от окалинообразования и повысить качество нагрева для данного типа колодцев являются следующие:
- повышение теплосодержания загружаемых в колодец слитков;
- снижение теплосодержания слитков при выдаче из колодцев;
усовершенствование существующих и разработка и внедрение новых прогрессивных режимов нагрева (по минимуму окалинообразования, расхода топлива, максимуму производительности и т.д.);
усовершенствование системы контрольно-измерительных приборов и внедрение компьютеризированных систем автоматического управления процессом нагрева; повышение теплового к.п.д. за счет повышения качества сжигания смеси и уменьшения потерь тепла.
В настоящее время на комбинате «Запорожсталь» (г. Запорожье) находится в эксплуатации разработанная и внедренная НПО "ДОНИКС" (г. Донецк) многоуровневая система управления нагревом слитков в ОНК обжимного цеха. Система обеспечивает автоматическую реализацию алгоритмов нагрева слитков, управление температурой в рабочем пространстве, соотношением газ/воздух и давлением в колодце. Кроме того, обеспечивается визуализация параметров процесса нагрева на уровне нагревальщика группы, старшего нагревальщика. Контролируемые параметры, температура, расход топлива и другие заносятся в базу данных, которая по общезаводской информационной системе доступна для обработки старшим мастером ОНК и сотрудниками теплотехнической лаборатории. За счет внедрения автоматизированной системы управления нагревом удалось реализовать рациональные диаграммы нагрева при задержках в выдаче слитков, которые часто имеют место в связи с транзитной прокаткой металла по линии слябинг - листовой стан, когда из-за сбоев на любом участке, прекращается движение металла по всей линии. За счет исключения субъективного фактора из управления процессом нагрева практически исключен брак металла по нагреву, пережог поверхности слитков при обеспечении достаточного для транзитной прокатки теплосодержания. Снижение расхода топлива составляет 2-2,5 кг. у.т./тонну нагретой стали.
В октябре 2005г. на ВАТ «Міттал Cтіл Кривий Piг» передана первая часть Рабочей документации на Автоматизированную систему управления тепловым режимом нагревательных колодцев цеха Блюминг-2. Проект разработан НПО «Доникс» (г. Донецк) для группы нагревательных колодцев №4. Стоимость разработки составила 300 тыс. грн. без НДС.
2. Вводная часть
«Автоматизированная система управления тепловым режимом нагревательных колодцев цеха Блюминг-2» (в дальнейшем Система) предназначена для автоматизированного управления технологическим процессом нагрева слитков в нагревательных колодцах обжимного цеха, а также информационного обеспечения оперативно-технологического персонала.
3. Цель создания Системы
1.Улучшение управления технологическим процессом нагрева слитков за счет предоставления оперативному производственному персоналу полного объема информации о ходе технологического процесса и результатах работы
нагревательного колодца.
2.Сокращение удельного расхода топлива и потерь металла в виде окалины за счет коррекции температурного режима в зависимости от темпа прокатки.
3. Улучшение условий прокатки металла за счет уменьшения отклонения температуры слитков, выдаваемых из колодца, от заданного значения.
Повышение технического уровня производства и улучшение условий труда за счет удобства получения информации и управления технологическим процессом, а также диагностики работы технических средств Системы.
Создание основы для направленного повышения качества прокатной продукции соответствующей ISO 9001:2000.
4. Описание объекта
Объектом управления являются нагревательные колодцы рекуперативного типа с отоплением одной верхней горелкой, которые предназначены для нагрева слитков перед прокаткой на стане Блюминг-13 00 и на непрерывно-заготовочном стане 900/750/500 без промежуточного нагрева.
Нагревательные колодцы в количестве 48 штук сгруппированы в группы по 4 колодца. Всего групп 12. В настоящее время в эксплуатации 9 групп - 36 ячеек. Блок №4 находится на консервации с 1993 года.
Каждый колодец имеет: керамический трубчатый рекуператор (для подогрева инжектируемого воздуха), трубчатый металлический U-образный рекуператор (для подогрева инжектирующего воздуха), трубчатый металлический W-образный рекуператор (для подогрева смешанного газа), систему боровов и регулируемый дымовой шибер, индивидуальный подвод газа и воздуха, систему теплового контроля и автоматического регулирования режима нагрева слитков.
Каждый колодец оборудован напольно-крышечным краном. Шлакоудаление сухое через летки в подине. Площадь пода колодца 32,5 м2
, ёмкость - 16+17(12+13) слитков весом 8,5(12,5)т.
Колодцы отапливаются коксодоменной смесью газов калорийностью 1700 ккал/нм3
. Максимальная тепловая мощность нагревательного колодца 9 Гкал/час.
Давление смешанного газа в цеховом коллекторе 500 кгс/см2
. Температура подогрева смешанного газа 250-300°С.
Контроль за температурой в колодце осуществляется с помощью импульсной термопары, установленной в торцевой стене колодца. При нагреве металла нагревальщик контролирует по показаниям регистрирующих приборов следующие параметры:
- температура в рабочем пространстве;
- температура воздуха после керамического рекуператора;
- температуры топлива и сжатого воздуха после металлических рекуператоров;
- расход смешанного газа;
- расход инжектирующего воздуха;
- давление в рабочем пространстве.
Давление инжектирующего воздуха 1,7кгс/см2
. Температура подогрева инжектирующего воздуха 300°С.
Температура подогрева инжектируемого воздуха в керамическом трубчатом рекуператоре 600-650°С.
Каждый колодец оборудован горелкой типа «труба в трубе». Воздух из керамического рекуператора инжектируется к горелке инжектирующим воздухом.
Максимальная температура в колодце 1300°С, давление под крышкой должно быть положительным в пределах 20-25 Па.
Каждый колодец имеет отдельный дымоход с шибером. Максимальная температура дымовых газов перед металлическим рекуператором 600°С.
Локальная аппаратура теплового контроля и регулирования смонтирована на панелях КИПиА в 4 помещениях-блоках (по двенадцать колодцев в блоке).
Посад и выдача слитков из колодцев производится при выключенной подаче газа и воздуха. Прекращение и возобновление подачи газа и воздуха производится автоматически при открывании и закрывании крышки колодца (технологическая отсечка).
Нагревальщик обслуживает несколько колодцев (не обязательно соседних групп). Помещение старшего нагревальщика расположено между 6-й и 7-й группами колодцев.
5. Характеристика средств КИП и автоматики
Каждый колодец оборудован системой теплового контроля и автоматического управления, состоящей из следующих узлов:
- измерения и регулирования температуры;
- измерения расхода смешанного газа и инжектирующего воздуха и регулирования соотношения газ/воздух;
измерения давление в рабочем пространстве колодца и регулирования положения дымового шибера;
измерения температур смешанного газа после металлического рекуператора,инжектируемого воздуха после керамического рекуператора, температуры инжектирующего воздуха после металлического рекуператора, отходящих газов;
- датчиков положения регулирующего органа расхода газа, воздуха и шибера.
Ручное управление исполнительными механизмами, технологическая и аварийная сигнализация.
Подсистема ручного дистанционного управления исполнительными механизмами состоит из блока ручного управления БРУ-10, на котором индицируется регулируемый параметр и положение регулирующего органа.
Ручное дистанционное управление ИМ дроссельных заслонок осуществляется непосредственно после нажатия кнопок "Больше", "Меньше" на блоках ручного управления БРУ-10. Для контроля изменения положения для дроссельных заслонок и изменения регулируемых параметров БРУ-10 имеет встроенный узел индикации, состоящий из одного 4-х разрядного семисегментного индикатора и одного линейного 21 сегментного светодиодного индикатора.
Контроль температуры в рабочем пространстве колодца осуществляется по цифровому 4-х разрядному семисегментному индикатору МТМ-402.
Технологическая и аварийная сигнализация включает в себя реле давления о магистралях смешанного газа и инжектирующего воздуха, световую и звуковую сигнализацию о снижении давления газа или воздуха ниже допустимого уровня и отсечной клапан в магистрали смешанного газа. При снижении давления газа или воздуха ниже допустимого уровня или при исчезновении питающего напряжения происходит автоматическое закрытие отсечного клапана в магистраль смешанного газа.
Контроль и регулирование температуры в рабочем пространстве колодца.
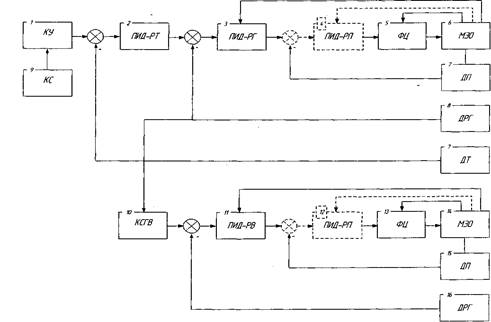
Система контроля температуры в колодце состоит из платинородий-платиновой термопары, преобразователя сигнала термопары MTM-400AU и модуля ввода аналоговых сигналов 1794-/F4/, установленного в линейке управляющего контроллера с процессорным модулем 1794-134 ceput FiexLogix производства Allen Bradley. Регулирование температуры в колодце осуществляется изменением расхода смешанного газа.
Измерение и регулирование расходов смешанного газа и инжектирующего воздуха и регулирование соотношения газ/воздух.
Система измерения расходов смешанного газа и инжектирующего воздуха состоит из сужающих устройств, установленных в магистралях подачи на нагревательный колодец смешанного газа и инжектирующего воздуха, датчиков давления Метран-100-ДД с функцией корнеизвлечения и модулей ввода аналоговых сигналов 1794-F4/, установленных в линейке исправляющего контроллера и процессорным модулем 1794-/.34 серии FlexLogix производства Allen Bradley. Регулирование расхода смешанного газа и инжектирующего воздуха осуществляется посредством выдачи управляющего воздействия с модуля управления 1794-OV16P, установленного в линейке управляющего контроллере с процессорным модулем 1794-І34 серии FlexLogix производства Allen Bradley на тиристорные трехфазные усилители типа ФЦ-0620.
Регулирование горения газа осуществляется регулированием соотношения газа и воздуха. L связи с трудностями измерения общего расхода воздуха перед горелкой, принята системе регулирования соотношения газа и инжектирующего воздуха. В эту систему включен программный задатчик для автоматической корректировки коэффициента избытка воздуха, потому что при малом расходе газа необходимо учесть значительное поступление воздуха из керамического рекуператора под влиянием гидростатического напора.
Контроль и регулирование давления в колодце
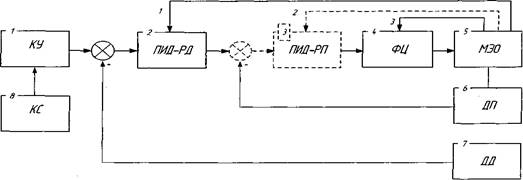
Поддержание постоянного давления в рабочей камере колодца производится с помощью комплекта приборов, состоящего из датчика давления-разрежения Метран-100-ДИВ и модуля вводе аналоговых сигналов 1794-134, установленного в линейке управляющего контроллера и процессорным модулем 1794-134 серии FlexLogix производства Allen Bradley. Регулирование давления в рабочей камере колодца осуществляется посредством выдачи управляющего воздействия и модуля управления 7794-OY16P, установленного в линейке управляющего контроллера и процессорным модулем 1794-114 серии FlexLogix производства Allen Bradley на тиристорный трехфазный усилитель типа ФЦ-0620 для управления исполнительным механизмом поворотного шибера.
6. Характеристика метрологического обеспечения
Таблица 1.
Метрологическое обеспечение.
№
п/п
|
Контрольный параметр |
Контроль параметров |
Применяемые средства контроля |
| Место |
Период |
Ед изм |
Диапазон измерений |
Кл точ |
Средства измерения |
| 1. |
Расход смешанного газа на н/колодец |
Газо-провод |
непрерывно |
нм3
/
час
|
0-6300 |
1,5 |
Дифманометр ДМИ-Р с ВФС-М |
| 2. |
Расход воздуха на н/колодец |
Возду-хопро-вод |
непрерывно |
нм3
/
час
|
0-1250 |
1,5 |
Дифманометр ДМ с ВФС-М |
| 3. |
Давление в н/колодце |
Камера
н/колодца
|
непрерывно |
кгс/м2
|
5-0-5 |
2,5 |
Дифманометр ДКОФМ с ВФС-М |
| 4. |
Температура в н/колодце |
Камера
н/колодца
|
непрерывно |
°С |
0-1600 |
0,5 |
Потенциометр КСП-3 с ТПП (S) |
| 5. |
Температура в н/колодце |
Камера
н/колодца
|
Период |
°С |
800-1600 |
1,5 |
Оптический пирометр "Проминь" |
Перечень каналов регулирования.
| № п/п |
Наименование параметра |
К-во точек |
Единица измерения |
Точность регулирования |
| 1. |
Регулирование температуры в н/колодце |
4 |
°С |
±10 |
| 2. |
Регулирование расхода смешанного газа на н/колодец |
4 |
Нм3
/час |
±100 |
| 3. |
Регулирование расхода инжектирующего воздуха на н/колодец |
4 |
нм3
/час |
±100 |
| 4. |
Регулирование давления в н/колодце |
4 |
кгс/м2
|
±1 |
7. Условия эксплуатации объекта автоматизации и характеристика окружающей среда
Помещения управления КИПиА, в которых предполагается размещение комплекта технических средств Системы, характеризуются следующими показателями:
- температура окружающего воздуха от 0°С до +50°С
- относительная влажность при 25°С до 95% без конденсации
- атмосферное давление от 84 до 107 кПа
- вибрация до 1,5д
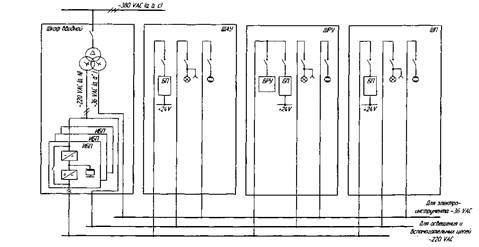
Сеть для питания Системы:
- номинальное значение однофазного переменного напряжения 220В;
- колебания напряжения питания: +15/-10%;
- частота питающего напряжения 50±1,0 Гц;
- коэффициент высших гармоник, не более 5%.
По степени пожаро- и взрывобезопасности помещения имеют категорию "В" согласно "Перечню производств с установленной категорией взрывной, взрывопожарной, и пожарной опасности, проектируемых предприятий МЧМ", утвержденному Минчерметом СССР 09.1975г.
8. Характеристика информационного обеспечения

Работа колодцев контролируется по щитовым приборам и документируется посредством получения различных диаграмм самопишущих приборов. Осуществляется регистрация на диаграммах следующих параметров:
- температура в колодце;
- расход смешанного газа на колодец;
- расход инжектирующего воздуха на колодец;
- давление в рабочем пространстве колодца;
- температура инжектирующего воздуха после металлического рекуператора;
- температура инжектируемого воздуха после керамического рекуператора;
- температура смешанного газа после металлического рекуператора;
- температура отходящих газов.
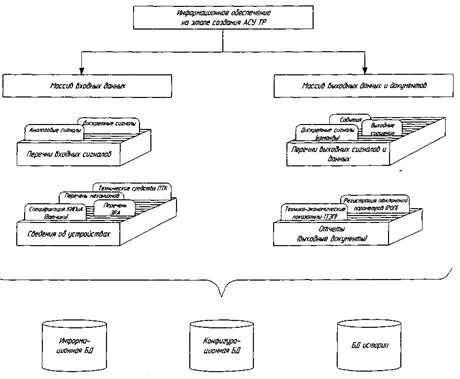
Формирование массивов данных
Управление нагревом металла в ОНК цеха блюминг-2 ведется, с применением аналоговых регуляторов, задание на которые вводит нагревальщик, согласно технологическим картам нагрева. Отдавая должное высокой культуре обслуживания оборудования КИПиА сотрудниками предприятия, следует все же отметить, что применяемое оборудование устарело на сегодняшний день и морально и физически. Большинство приборов отработало 18-20 лет, в настоящее время промышленностью не выпускаются. Так, применяемые нормирующие преобразователи не имеют цифровых выходов для подключения компьютерной управляющей техники и даже выходных аналоговых сигналов, пригодных для дальнейшего преобразования.
Недостатками существующей технологии нагрева металла являются: неточность в работе регуляторов и контрольно-измерительных приборов, предназначенных для обеспечения нормальной работы нагревательного колодца;
использование бумажных круговых диаграмм для регистрации хода технологического процесса затрудняет анализ режимов нагрева металла при возникновении вопросов, касающихся качества нагрева и прокатки;
- зависимость процесса нагрева от действий оператора, что является субъективным фактором;
неконтролируемый процесс сжигания топлива в связи с особенностями работы системы подачи воздуха в горелочное устройство и значительными колебаниями давлений и калорийности компонентов смешанного топлива;
сложность выбора режима нагрева по многочисленным входным данным, что может приводить к ошибкам.
Указанные недостатки в организации управления нагревом не позволяют осуществлять в настоящее время в стабильном режиме более сложные и эффективные технологии нагрева металла, которые могут обеспечить экономию топлива и снижение потерь металла в угар.
9. Функционирование Системы
1) Функции нижнего уровня Системы.
а) Сбор технологической информации от датчиков:
- температура в рабочем пространстве колодца;
- расход смешанного газа;
- расход инжектирующего воздуха;
- температура смешанного газа
- температура инжектирующего воздуха после металлического рекуператора;
- температура инжектируемого в-ха
- температура отходящих газов;
- давление в рабочем пространстве колодца;
- положения регулирующего органа исполнительного механизма регулирования расхода смешанного газа;
- положения регулирующего органа исполнительного механизма регулирования расхода инжектирующего воздуха;
- положения шибера;
- положение ключей управления и переключателей режимов работы Системы.
b) Обеспечение обмена технологической информацией с АРМ старшего нагревальщика.
c) Управление исполнительными механизмами для поддержания заданных с АРМ нагревальщика значений температуры в колодце и расходов смешанного газа, инжектирующего воздуха.
d) Ввод и индикация режима работы и технологических параметров работы колодца, тестирование и контроль состояния входных и выходных цепей с помощью стандартных средств ввода и вывода информации;
e)Контроль достоверности показаний датчиков измерительных каналов и контроль работоспособности исполнительными механизмами с сигнализацией нарушений;
f) Постоянное определение готовности к работе Системы управления с отображением информации на экране АРМ нагревальщика;
h) Архивирование технологических параметров и системных сообщений с привязкой по времени за трое суток.
2) Функции верхнего уровня Системы.
a)Обеспечивает обмен технологической информацией с АРМ нагревальщика на группе.
b)Обеспечивает вывод на экран АРМ старшего нагревальщика технологической информации по каждому колодцу по требованию старшего нагревальщика.
c)Имеет необходимый сервис по ведению, просмотру, архивации и регистрации производственной, технологической и диагностической информации.
d)Архивирование технологических параметров и системных сообщений с привязкой по времени за месяц с предоставлением графиков изменения технологических параметров по каждому колодцу за прошедший период.
9.1 Регламент реализации каждой функции
Все функции Системы должны выполняться в реальном масштабе времени, в темпе технологического процесса.
Время начала отработки исполнительным механизмом команды управления должно быть не более 2 сек.
Время обновления мнемосхем и данных на экране АРМ нагревальщика должно быть не более 2 сек.
10. Экономический эффект от внедрения АСУ (БЛ-2) (на ячейках 13-16)
10.1 Исходные данные
Плановое производство на 2006 год (горячее) 3481600т
Стоимость внедрения АСУ на 4-х н/к (группа) 2440000 грн
Количество работающих колодцев 30 н/к
Снижение удельного расхода условного, топлива после внедрения АСУ на 4-х н/к до 9,5% (2,2 кг у.т./т)
Плановый удельный расход условного топлива на 2006 год
22 кг у.т./т.г.
Ориентировочная цена 1 т.у.т. на год 226 грн (по ценам февраля на 2006 год)
Норма угара металла в н/к 12 кг/т
Снижение угара металла до 2 кг/т
Ориентировочная стоимость 1 т металла 1100 грн
10.2 Расчет
10.2.1 Плановое годовое производство 4 н/к (группы):
3481600 х 0,133 = 463053 т,
где 0,133 = 13,3% - для 4-х н/к от общего числа работающих колодцев (4 н/к /30 = 0,133)
10.2.2 Экономия топлива за счет снижения удельного расхода условного топлива:
463053 х 2,2 = 1018,717 т.у.т./год
10.2.3 Экономический эффект:
1018,717 х 226 грн = 230230 грн/год
Снижение угара металла за счет повышения точности измерений расхода газа и воздуха в период томления металла (фактически в настоящее время до 80% металла с повышенным теплосодержанием, а 90% времени нагрева расходы газа и воздуха на существующих приборах фиксируются в 30% зоне погрешность измерения (суммарная) до 10%).
Внедряемые средства СИТ имеют погрешность - 0,5%.
10.2.4 Экономия металла за счет снижения угара:
463053т х 2кг/т = 926106кг = 926т
10.2.5 Экономия снижения потерь металла в угар:
926т * 1100грн = 1018600грн
10.2.6 Суммарная экономия:
230230 + 1018600 = 1248830грн/год
10.2.7 Срок окупаемости:
2440000/1248830=1,95 года=23 месяца
|
