|
Важнейшими условиями увеличения роста промышленной продукции является развитие электрификации, комплексной механизации и автоматизации, внедрение новейшего высокопроизводительного оборудования и передовой технологии, широкая замена и модернизация устаревшего оборудования.
Осуществление этих задач в машиностроительной металлообрабатывающей промышленности связанно в первую очередь с повышением производительности основного технологического оборудования – металлорежущих станков.
Работа над созданием и совершенствованием средств автоматизации должна развиваться в двух направлениях: создание средств автоматизации выпускаемого и действующего в настоящее время оборудования с целью повышения его эффективности; создание новых автоматизированных технологических комплексов, где увязаны вопросы повышения производительности, надежности, точности выполнения работ, а также уровня автоматизации операций с необходимой и экономически оправданной гибкостью для быстрой переналадки с целью адаптации к изменяющимся производственным условиям.
Для обеспечения повышения производительности труда в машиностроении большое значение имеет более полное использование действующего парка станков, в первую очередь за счет его модернизации и реконструкции.
Работами, проведенными в промышленности в последние годы, практически доказана возможность значительного повышения эксплуатационных показателей действующих станков путем несложной их переделки.
Однако подавляющая часть работ в области модернизации оборудования проводилась только в направлении повышения быстроходности и мощности. Вопросами механизации и автоматизации рабочего цикла станков уделялось мало внимания. В результате производительность станков повысилась недостаточно, значительно возрос удельный вес затрат времени на выполнение вспомогательных и подготовительно – заключительных работ. Основным направлением модернизации действующего парка станков для обеспечения его наибольшей производительности должно явиться комплексное решение всех факторов, влияющих на производительность, и в первую очередь на повышении уровня автоматизации станков.
1. Обзор состояния вопроса и постановка задачи на дипломное проектирование
Развитие технического прогресса во всех областях науки и техники связано с повышением требований к точности обработки деталей машин при высокой производительности технологического оборудования. Важно не только получить высокую начальную точность станка, но и сохранить её в течении длительного периода эксплуатации. Надёжность станка как технологической системы (технологическая надёжность) становится одной из основных характеристик его качества. Повышение технологической надёжности – одновременное повышение производительности и ресурса работы станков, повышение их эффективности использования в производстве, так как при этом сокращается число подналадок станков, уменьшается объём контрольных измерений деталей, стабилизируется величина припуска, оставляемого на окончательные операции обработки.
Реклама

С распространением идей кибернетики возник новый взгляд на станки как на машины с неизбежными (естественными) погрешностями функционирования, потому что станок нельзя изолировать от среды, в которой он работает, от влияния вредных процессов, протекающих при его работе (вибраций, силовых и тепловых деформаций, износа, коробления деталей и т.д.). Основным направлением повышения технологической надёжности станков является создание саморегулируемых станков, сохраняющих показатели точности обработки при воздействии окружающей среды и указанных вредных процессов.
Степень воздействия факторов, влияющих на точность обработки, определяется особенностями конструкции станков, технологии и организации производства, используемых при их эксплуатации. Как показывают исследования, погрешности, связанные с тепловыми деформациями, соизмеримы с допусками на изготовление деталей и с требованиями к точности перемещений рабочих узлов станков, а нередко значительно их превышают.
1.1
Станки строгальной группы, выпускаемые в РФ и других странах
Строгальные станки служат для обработки разнообразных поверхностей инструментами с прямолинейным возвратно-поступательным главным движением относительно обрабатываемой детали и с подачей в направлении, перпендикулярном к направлению главного движения.
Поперечно-строгальные станки предназначены для обработки деталей сравнительно небольших размеров и применяются, главным образом, в ремонтных цехах, МТС и пр. По назначению станки подразделяются на стационарные, переносные и специальные поперечно-строгальные; по роду привода: на станки с электромеханическим и гидравлическим приводом.
Особенностью конструкции станков с гидроприводом (мод. 7А36, 7307, 7М36 и др.) является повышение скорости резания, а станков с механическим приводом (мод. 7305, 7305Т, 7Е35 и др.) – увеличение числа двойных ходов, введение механизмов для откидывания резца при обратном ходе, наличие ускоренных перемещений стола, как в горизонтальном, так и в вертикальном направлениях, введение механизмов для автоматической подачи суппортов, ограничительных устройств и др.
Реклама

Станкостроение как важнейшая отрасль машиностроения является основой развития промышленности России. Без современного технологического станкостроения невозможно нормальное развитие экономики.
В настоящее время уровень российского станкостроения довольно высок. Российское станкостроение представлено несколькими фирмами. Среди них 4 широко известных станкостроительных завода: Рязанский, Стерлитамакский, Нижегородский и Ивановский, также малоизвестный «Электросистема», 2 сравнительно недавно созданных фирмы «Пумори» и «Микротехника». Как правило, наши станки, за исключением некоторых производства Стерлитамакского завода и завода «Электросистема», не оснащены УЧПУ и большинство из них не имеет индекса СЕ, т.е. не сертифицировано для европейского рынка. Однако это не мешает потенциальным заказчиками, в т.ч. из Европы, активно интересоваться условиями продажи этих станков, несмотря на их довольно непрезентабельный внешний вид.
С началом реформ, когда резко снизилась потребность в станкостроительной продукции производство станков строгальной, долбежной группы снизилось, а производство некоторых – прекращено. Однако станки данной группы занимают значительную часть станочного парка цеха. В связи с этим на рынке кроме станков, производимых в настоящее время, значительную часть составляют станки устаревших моделей. Также предоставляются услуги по модернизации станков данной группы с целью улучшения технико-экономических показателей.
На рынке можно заметить большое количество станков производства ОАО «Тяж Станко Гидро-Пресс» (Новосибирск), производство которых ведется при наличии заказа. Среди них можно выделить следующие модели: продольно-строгальный с УЦИ 7Г2206Ф11,продольно-строгальный 7Б220, продольно-строгальный с УЦИ 7Г225Ф11, продольно-строгальный НС-42, продольно-строгальный 7240, продольно-строгальный двухстоечный 7228 (стол 2800х8000 мм), продольно-строгальный двухстоечный 7228МФ1, продольно-строгальный духстоечный 7228–12 (стол 2800х8000 мм), строгально-фрезерный с цифровой индикацией 7Г228ЖФ11, строгально-фрезерный с УЦИ 7Г225ЖФ11, продольно-строгальный двухстоечный 7228МФ1.
Продольно-строгальный станок мод. 7240 предназначен для обработки методом строгания или фрезерования различных поверхностей корпусных и базовых деталей, других изделий из чугуна, стали и сплавов цветных металлов в условиях единичного и мелкосерийного производства.
Станок продольно-строгальный духстоечный 7228–12 (стол 2800х8000 мм) предназначен для обработки методом строгания или фрезерования различных поверхностей корпусных и базовых деталей, других изделий из чугуна, стали и сплавов цветных металлов в условиях единичного и мелкосерийного производства

Рисунок 1 – Станок продольно-строгальный 7240
ОАО «Оренбургский Станкозавод» реализует:поперечно-строгальные станки модели 7305ТД с ходом ползуна 500 мм. и модели 7307ТДс ходом ползуна 710 мм, поперечно-строгальный 7303, поперечно строгальный, 7300, поперечно-строгальный, 7307Г.
Поперечно-строгальные станки модели 7305ТД с ходом ползуна 500 мм. и модели 7307ТД с ходом ползуна 710 мм,
предназначены для обработки строганием как плоских, так и фасонных горизонтальных, вертикальных и наклонных поверхностей, а также для прорезания пазов и канавок.
При комплектовании долбежной головкой, круглым столом на станке, возможно, производить обработку поверхностей методом долбления.
Станки 7305ТД и 7307ТД являются базовой моделью и изготавливаются с основным прямоугольным столом, имеющим две рабочие поверхности вращения вокруг продольной оси, оснащен долбежной головкой, комплектом инструмента для обслуживания.

Рисунок 2 – Поперечно-строгальные станки модели 7305ТД с ходом ползуна 500 мм. и модели 7307ТД с ходом ползуна 710 мм
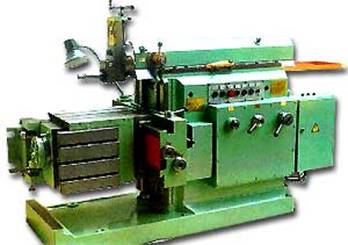
Рисунок 3 – Комбинированные строгально-долбежные станки моделей ОД61–5, ОД61–7
Комбинированные строгально-долбежные станки моделей ОД61–5, ОД61–7 предназначены для обработки методом строгания плоских и фасонных (горизонтальных, вертикальных и наклонных) поверхностей, прорезания пазов, канавок, а также обработки поверхностей методом долбления. Станки ОД61–5, ОД61–7 при выполнении строгальных работ полностью соответствуют техническим требованиям базовых станков моделей 7305ТД, 7307ТД. Станки оснащены трехпозиционным поворотным столом, позволяющим обрабатывать поверхности при выполнении обычных строгальных работ, поверхности с уклоном с использованием наклоняемого стола, шлицевые отверстия, шпоночные пазы, долбежные работы с использованием круглого стола и долбежной головки.
 
Рисунок 4 – Трехпозиционный стол
Трехпозиционный стол может перемещаться по трем координатам (вертикально, горизонтально, вокруг собственной оси для установления нужной позиции).
Поперечно-строгальный станок модели 7Б35 предназначен для обработки методом строгания плоских и фасонных (горизонтальных, вертикальных и наклонных) поверхностей, прорезания всевозможных пазов и канавок.
Наличие на станке механических подач стола, суппорта упоров на столе, автоматической откидки резца при обратном ходе ползуна обеспечивает возможность многостаночного обслуживания.
Производство станка модели 7Б35 прекращено, но ОАО «Оренбургский Станкозавод» оказывает услуги по его ремонту и реконструкции. При изготовлении станков с поворотным столом или гидрокопировальным устройством расширяются технико-экономические показатели.

Рисунок 5 – Поперечно-строгальный станок модели 7Б35
Рязанский станкостроительный завод, основанный в 1949 году, за пятьдесят с небольшим лет произвёл 125 тысяч комплектов станочного оборудования, в том числе свыше 20 тысяч токарных станков с ЧПУ и токарных обрабатывающих центров. Производимое оборудование применяется почти на всех машиностроительных предприятиях России и стран СНГ. Завод также экспортирует станки более чем в 75 стран дальнего зарубежья, включая Англию, Германию, Канаду, Италию, Францию, Австралию.

Рисунок 6 – Станок строгально-долбежный модели ГД200
Для улучшения технических характеристик освоенных и вновь выпускаемых станков и оборудования на заводе ведётся постоянная работа по их совершенствованию за счёт внедрения последних достижений отечественного и мирового станкостроения. Применяются прецизионные, высокоточные, высокожёсткие шпиндельные подшипники, термически упрочненные, надёжно защищённые точные направляющие, высокоточные шариковинтовые пары с надёжными смазочными и уплотняющими устройствами, используем современный режущий инструмент, современные электронные устройства для управления и диагностики, применяем новые передовые технологии, такие, как накатка, раскатка, ультрозвуковая обработка и др.
К числу станков строгальной группы, изготавливаемых на заводе можно отнести строгально-долбежные станки модели ГД200 и ГД500.

Рисунок 7 – Станок строгально-долбежный модели ГД500
Среди зарубежных производителей станков строгальной группы можно выделить Минский станкостроительный завод им. Октябрьской революции. Завод ведет производство станков следующих моделей: универсальный продольный строгально-фрезерный 7212Г (стол 1120х4000 мм), универсальный продольный строгально-фрезерный 7Б212Г, продольно-строгальный одностоечный 7212 (стол 1120х4000 мм), продольно-строгальный одностоечный 7110 (стол 900x3000 мм), кромкострогальный 7808, продольно-строгальный 7243 (стол 1400х4000 мм), продольно-строгальный двухстоечный 7210 (стол 900x3000 мм), продольно-строгальный МС7112, продольно-строгальный 7А216 (стол 1400х6000 мм), продольно-строгальный одностоечный М-7110 (стол 900x3000 мм)
Станки модели М-7110 предназначены для обработки методом строгания или фрезерования различных поверхностей корпусных и базовых деталей, других изделий из чугуна, стали и сплавов цветных металлов в условиях единичного и мелкосерийного производства.
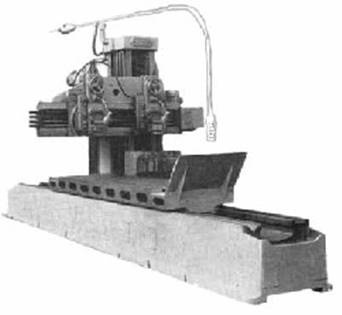
Рисунок 8 – Станок продольно-строгальный одностоечный модели М-7110 (стол 900x3000 мм)
Станок поперечно-строгальный модели 7212 предназначен для обработки методом строгания или фрезерования различных поверхностей корпусных и базовых деталей, других изделий из чугуна, стали и сплавов цветных металлов в условиях единичного и мелкосерийного производства.
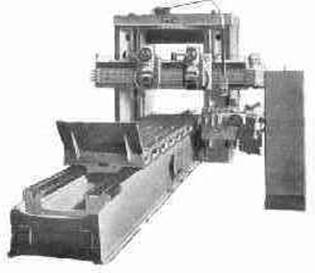
Рисунок 9 – Станок поперечно-строгальный модели 7212
1.2 Пути и цели модернизации станков
Повышение производительности металлорежущих станков является важной проблемой для заводов машиностроения. Производительность станков может быть повышена проведением ряда мероприятий.
В настоящее время усилия станкостроителей направлены на совершенствование узлов металлорежущих станков.
Область применения поперечно-строгальных станков может быть расширена за счет дополнительных устройств, из которых основными для станков данной группы являются: фрезерные, шлифовальные и копировальные устройства. Фрезерные и шлифовальные устройства позволяют переходить от строгания к фрезерованию или шлифованию без перестановки обрабатываемой детали, благодаря чему отпадают потери времени и расходы, связанные с транспортировкой и установкой детали. С помощью копировального устройства могут быть точно и рационально обработаны сложные профильные поверхности. Мероприятия по расширению технологических возможностей станков в значительной степени относятся также и к обработке тяжелых деталей.
Во всем цикле механической обработки тяжелых деталей значительную долю составляет вспомогательное время, потребное на установку, выверку, снятие и транспортировку деталей. В связи с этим стремятся произвести обработку детали при минимальном количестве ее перестановок.
В настоящее время существует два основных способа обработки тяжелых деталей, позволяющих сократить количество перестановок. Первый способ заключается в том, что изделие устанавливается на неподвижной плите и обрабатывается переносными станками (фрезерными, строгальными, сверлильными и т.д.).
По второму способу изделие, установленное на одном из тяжелых станков, подвергается обработке, не только свойственной данному станку, но и дополнительной при помощи всевозможных устройств, расширяющих его технологические возможности.
В ряде случаев бывает целесообразно выполнять на строгальных станках фрезерные операции.
На станке сохраняются строгальные суппорты, и станок используется как комбинированный строгально-фрезерный станок. В зависимости от размера фрезерных головок и станка они могут устанавливаться либо в виде самостоятельного узла непосредственно на поперечину взамен одного из строгальных суппортов, либо на строгальные суппорты.
На поперечно-строгальных станках также можно осуществлять фрезерование. Для этой цели на ползуне взамен суппорта устанавливают фрезерную головку, которая может поворачиваться на 360о
, что дает возможность фрезеровать поверхности, расположенные под различными углами. Привод головки осуществляется через пару конических зубчатых колес от шлицевого вала, проходящего внутри ползуна. Шкив вращается на самостоятельных подшипниках в кронштейне, укрепленном на стенке станины. Электродвигатель располагается внутри станины, вращение на шкив передается клиновыми ремнями.
Движение ползуна осуществляется с помощью реечной передачи и ряда зубчатых колес, установленных взамен кулисы от реверсивного электродвигателя.
Переключение направления вращения электродвигателя происходит в крайних положениях ползуна от конечных выключателей, управляемых упорами.
В момент реверса ползуна стол станка перемещается на величину, равную от 0,8 до 0,9 диаметра фрезы от отдельного электродвигателя, соединенного зубчатой передачей с винтом подачи стола.
На поперечно-строгальных станках также может осуществляться и шлифование. В этом случае шлифовальная головка может устанавливаться на передний торец ползуна взамен строгального суппорта, либо непосредственно в резцедержатель суппорта.
Обработку сложных профильных поверхностей на поперечно-строгальном станке можно произвести, если установить копировальное устройство.
Например, американской фирмой «Рокфорд» было разработано гидравлическое копировальное приспособление, применяемое на выпускаемых этой фирмой продольно- и поперечно-строгальных станках. Агрегат сконструирован по методу копирования с шаблона при помощи трейсера, управляющего движениями инструмента. При применении этого устройства на продольно – и поперечно-строгальных станках управление резцов происходит непосредственно от гидравлики суппорта без вспомогательных передач винтами и зубчатыми колесами. Этим способом можно вести обработку фасонных деталей, имеющих как постоянное, так и переменное сечение по всей обрабатываемой длине.
Также поперечно-строгальные станки оснащаются специальными приспособлениями для протягивания и приспособлениями для прессовых работ.
Приспособление для выполнения прессовых (гибочных) работ устанавливается на стол станка и закрепляется болтами. Оно состоит из плиты, на которой закрепляется матрица с режущим ножом. Перед матрицей устанавливаются в зависимости от профиля и размера заготовки сменная планка, а также направляющая втулка и упор.
Пуансон с ножом закрепляется в суппорте станка вместо откидной доски резцедержателя.
Заготовка подается через направляющую втулку до упора. При движении ползуна с пуансоном вперед заготовка изгибается и отрезается ножами.
При обратном движении ползуна готовая деталь удаляется, и процесс повторяется.
В частности, предлагаются различные системы и методы смазки подшипников. Недостатки и дороговизну гидростатических и магнитных подшипников пытаются уменьшить путём создания гибридных конструкций. Так, фирма NTN (Япония) предложила комбинацию аэростатического и магнитного подвеса, а фирма Okuma (Япония), используя этот шпиндель, получила высочайшее качество обработанной поверхности.
Базовые элементы конструкций станков всё чаще изготавливают из новых материалов. Всё большую популярность завоёвывает полимербетон, обладающий следующими преимуществами в сравнении с чугуном: прекрасными демпфирующими свойствами; превосходной тепловой стабильностью, высокой химической стабильностью, отсутствием необходимости в окраске, коротким циклом производства, сокращением объёмов последующей обработки, возможностью изготовления сложных форм из нескольких простых путём склейки. Необходимость снижения массы подвижных узлов высокоскоростных станков требует применения и других конструкционных материалов. В их числе керамика, алюминиевые сплавы, упрочнение углеродным волокном, пластмасса и др.
Упорная работа ведётся по расширению технологических возможностей станка. Станок приспосабливают для выполнения более широкого круга работ в пределах его основного технологического назначения или для выполнения ранее не свойственных ему работ.
Общие тенденции развития конструкций станков сводятся к созданию многооперационных станков вместо высокоскоростных, т. к. концентрация различных операции вместо простой интенсификации рабочего процесса даёт больший эффект повышения производительности.
Значение высокоскоростной обработки и в особенности высокоскоростного фрезерования значительно возросло с появлением новых конструкций станков и инструментов, позволяющих снимать большой объем материала, что приводит к снижению времени обработки при одновременном повышении качества поверхности готовых деталей.
1.3 Постановка задачи на дипломное проектирование
Рассматривая приведенные выше доводы, становится ясно, что вопрос модернизации и реконструкции устаревшего парка металлообрабатывающих станков носит актуальный характер. Учитывая перечисленный объем номенклатуры новейших изделий и отдельных узлов для металлообрабатывающих станков, направления модернизации оборудования могут быть очень разнообразны, и из этого разнообразия мы можем самостоятельно определить, какой вид реконструкции нам нужно провести для повышения производительности и качества обработки оборудования.
Задачей этого дипломного проекта является реконструкция поперечно-строгального станка. За базу выбран поперечно-строгальный станок модели 7307. Модернизация коробки скоростей позволит перейти от управления станком с рукояток, на электромагнитные муфты, с целью упрощения управления станком. Перерасчет передаточных отношений с целью расширения диапазона числа двойных ходов ползуна. Модернизация узла «ползуна» применение саморегулируемый зазор, в соединении винт-гайка, что позволит увеличить срок службы механизма. Для уменьшения инерционных нагрузок при возвратно-поступательном движении ползуна предусматривается изменение кулисного механизма станка, что позволяет увеличить число двойных ходов за счет модернизации коробки скоростей. Модернизация узла суппорт, установка 4-х позиционной резцовой головки, это позволяет расширить технологические возможности станка. Так же предусматривается модернизация механизма переключения скоростей с целью упрощения управления станком. Модернизация коробки подач позволит снизить уровень шума, возникающий при работе станка. В совокупности эти изменения должны повысить производительность и качество обработки изделий данной моделью металлообрабатывающего станка.
2. Описание базовой конструкции станка
2.1 Назначение и область применения станка
Поперечно-строгальный станок модели 7307 предназначен для обработки горизонтальных, вертикальных и наклонных плоских и фасонных поверхностей с наибольшей длиной обработки 710 мм, а также для прорезания всевозможных канавок и пазов. Станки могут применяться в механических цехах машиностроительных заводов, в инструментальных и ремонтных цехах других отраслей промышленности.
Наличие на станках механических подач, суппорта упоров на столе, автоматической откидки резца при обратном ходе ползуна обеспечивает возможность многостаночного обслуживания /1/.
При изготовлении станков с поворотным столом или гидрокопировальным устройством расширяются эксплуатационные возможности станка в обработке поверхностей со сложным прямым и криволинейным профилем при полном сохранении универсальности станков
2.2 Основные данные станка
Габариты станка, мм:
длина…………………………………………………………………2980
ширина……………………………………………………………….1400
высота………………………………………………………………..1656
Ход ползуна, мм:
наименьший…………………………….………………………………20
наибольший…………………………….……………………………..720
Наибольшие размеры верхней рабочей поверхности стола, мм
длина……….………………………………………………………….560
ширина……………………………………………….……………….450
Наибольшая величина перестановки ползуна, мм…………………….410
Количество пазов рабочей поверхности стола……………………………3
Размеры пазов стола, мм:
расстояние между пазами……………………………………………100
ширина пазов…………………………………………………………..18
Наибольшая величина перемещения стола, мм:
в горизонтальном направлении………………………………………710
в вертикальном направлении……………….……………………….370
Число ступеней скорости перемещения ползуна…………………………8
Пределы чисел двойных ходов ползуна в минуту…………….. 10,6 – 118
Число горизонтальных подач стола……………………………………..20
Пределы горизонтальных подач стола, мм/дв. ход……………….. 0,2 – 4,0
Скорость ускоренного перемещения стола, м/мин:
в горизонтальном направлении……………………………………….…3,0
в вертикальном направлении……………………………………………. 0,6
Наибольшее усилие резания на ползуне, кН…………………….………12
Масса станка с электрооборудованием, кг……………………………3000
2.3 Описание основных узлов станка
Станина
Станина представляет собой литой корпус коробчатой формы, укрепленной на фундаментной плите, которая крепится болтами к фундаменту. Фундаментная плита служит резервуаром для масла. Прочность и жесткость станины обеспечиваются наличием внутренних ребер. К верхней части станины прикреплены направляющие планки в форме «ласточкина хвоста». Одна из планок регулируется винтами (на боковой стенке станины), что обеспечивает плотность посадки в направляющих /16/.
На передней стенке станины расположены направляющие вертикального перемещения поперечины. На боковых и задней стенках станины расположены окна, закрытые крышками, служащие для монтажа и осмотра механизмов, размещенных в станине.
Для отвода масла, стекающего с направляющих ползуна, на задней стенке станины установлен лоток. Сзади на фундаментной плите установлен кронштейн для крепления электродвигателя, а сбоку располагается гидроагрегат.
В фундаментной плите имеется резьбовая пробка для заливки и контроля уровня масла в станке, а также пробка для слива масла.
Коробка скоростей
Коробка скоростей имеет три вала, смонтированных на подшипниках качения непосредственно в корпусе станины. Привод к коробке скоростей осуществляется от индивидуального электродвигателя при помощи клиноременной передачи ведомому шкиву, который смонтирован на двух шариковых подшипниках. Подшипники напрессованы на втулку, закрепленную на приводном валу.
Передача вращения и крутящего момента от приводного шкива на первый вал коробки скоростей осуществляется электромагнитной муфтой, управление муфтами осуществляется при помощи кнопок.
В электромагнитной муфте подвижные диски жестко связаны с зубчатым колесом, закрепленным на приводном шкиве винтами. Неподвижные диски жестко связаны со шлицами приводного вала. При нажатии кнопки ПУСК ПОЛЗУНА подвижные диски входят в контакт с неподвижными, и вращение передается приводному валу. В это же время отключается тормозная электромагнитная муфта, закрепленная на валу. При нажатии кнопки СТОП ПОЛЗУНА электромагнитная муфта отключается и включается тормозная электромагнитная муфта.
Приводной вал несет на себе два подвижных блока зубчатых колес, соединенных с валом шлицами.
Второй вал коробки скоростей несет на себе пять неподвижных зубчатых колес, соединенных со шлицевым валом.
Третий вал несет на себе один подвижный блок зубчатых колес и неподвижное зубчатое колесо, которое входит в зацепление с зубчатым колесом кулисного механизма. Зубчатые колеса соединены с валом шлицами. За счет переключения блоков зубчатых колес кулисному механизму сообщается восемь скоростей.
Приводной шкив, с укрепленным на нем зубчатым колесом, приводит в действие через другое зубчатое колесо шестеренчатый насос централизованной смазки и далее через зубчатое колесо, закрепленное через на втулке-поводке, которая жестко соединена с подвижными дисками электромагнитной муфты, приводит во вращение вал ускорения.
При нажатии кнопки УСКОРЕННОЕ ПЕРЕМЕЩЕНИЕ электромагнитная муфта срабатывает и приводит во вращение вал ускорения. От вала ускорения через зубчатые колеса, звездочку и цепь движение передается на механизм коробки подач, который сообщает ускоренное движение поперечине станка.
Монтаж коробки скоростей осуществляется с осевой фиксацией наружных колец подшипников в правой стенке станины с помощью пружинных колец, посаженных во втулке или в корпусе станины.
Механизм переключения скоростей
Механизм переключения скоростей селективного действия выполнен в виде самостоятельной сборочной единицы и смонтирован внутри станины. Работа механизма заключается в следующем. При повороте рукоятки на себя до упора валик-шестерня рейками перемещает селективные диски до касания друг с другом, а диски через тяги и вилки перемещают подвижные блоки коробки скоростей в нейтральное положение. Только в этом положении возможен поворот селективных дисков по часовой стрелке или против часовой стрелки, так как диск в это время выйдет из сопряжения со штифтом. Для включения необходимой скорости, отсчет которой ведется по лимбу, рукоятку поворачивают по часовой или против часовой стрелки до требуемого положения относительно неподвижной риски, после чего рукоятку возвращают в первоначальное рабочее положение. В случае если при переключении скоростей зубчатые колеса коробки скоростей окажутся в положении «зуб в зуб», необходимо кратковременно нажать толчковую кнопку. При этом произойдет проворот зубчатых колес, после чего следует произвести включение.
Ползун
Ползун представляет собой пустотелую отливку из алюминиевого сплава, снабженную внутри ребрами жесткости. Снизу ползун имеет наклонные направляющие в форме «ласточкина хвоста», которыми он скользит по направляющим, образованным станиной и клиньями. Подвижный клин должен быть отрегулирован так, чтобы ползун совершал свое возвратно-поступательное движение легко и без люфта.
Прямолинейное возвратно-поступательное движение ползуна осуществляется кулисой, соединенной с ползуном посредством серьги, пальца, кулака и винта. К передней части ползуна крепится суппорт (резцовая головка).
При работе помимо установки ползуна на нужную длину хода и на число двойных ходов в минуту требуется также установить вылет ползуна, обеспечивающий обработку в требуемом месте.
При вращении валика приводятся в движение конические зубчатые колеса, последние через гайки приводят во вращение винт, который, перемещаясь при помощи кулака, устанавливает ползун в нужное положение относительно обрабатываемого изделия.
С левой стороны ползуна смонтирована часть механизма автоматического откидывания резца при обратном ходе ползуна, состоящая из вилки, штанги и фрикционного тормоза, прикрепленного к клиновой планке. Штанга перемещается вдоль оси относительно ползуна на длину 7 мм. Один конец штанги находится в опоре, а другой во вкладыше фрикционной коробки.
Вкладыши из тормозной фрикционной ленты поджимаются к штанге винтами с усилием, необходимым для откидывания резца при обратном ходе ползуна. В начале обратного хода ползуна штанга остается неподвижной на длине хода 7 мм, так как штанга тормозится тормозными вкладышами, находящимися во фрикционной коробке, и резец поднимается над деталью. Как только опора доходит до вилки, штанга начинает двигаться вместе с ползуном, преодолевая силу трения во вкладышах фрикционной коробки, и на всей длине хода ползуна резец находится в приподнятом положении.
В начале перемещения ползуна, с суппортом в направлении рабочего хода штанга остается неподвижной. Пружина возвращает планку в исходное положение, тем самым резец возвращается в рабочее положение. Ползун, пройдя 7 мм свободного хода относительно штанги в направлении рабочего хода, движется вместе со штангой, преодолевая силу трения во вкладышах фрикционной коробки.
Для включения и выключения механизма автоматического откидывания резца служит рукоятка.
Механизм кулисный
Механизм кулисный преобразует вращательное движение кулисного зубчатого колеса в возвратно-поступательное прямолинейное движение ползуна.
Кулисный механизм смонтирован внутри станины и получает движение от коробки скоростей при зацеплении зубчатого колеса с зубчатым колесом коробки скоростей. Зубчатое колесо привернуто к корпусу барабана и передает ему движение с восемью ступенями частоты вращения.
На торце корпуса кулисного барабана в призматических направляющих установлен палец, на котором насажен камень, входящий в направляющие прорези, расположенные вдоль кулисы. При вращении барабана палец увлекает за собой камень кулисы, который перемещается в направляющих кулисы и заставляет ее качаться вокруг нижней оси.
Верхний конец кулисы шарнирно связан серьгой, надетой на палец с ползуном. Кулиса, совершающая качательное движение, сообщает ползуну прямолинейное возвратно-поступательное движение.
Длину хода ползуна можно изменить поворотом кривошипной рукоятки, надеваемой на выступающий торец винта со шлицами. На конце винта нарезаны шлицы, передающие вращение зубчатому колесу, которое передает вращение зубчатому колесу, закрепленному на коническом зубчатом колесе валика. Далее вращение передается коническому зубчатому колесу Незакрепленному на винте. Винт входит своим резьбовым концом в гайку пальца. При вращении винта палец перемещается относительно центра корпуса.
Длина хода ползуна отмечается втулкой, на которой нанесены деления с цифровыми обозначениями длины подач ползуна.
Коробка подач
Коробка подач осуществляет горизонтальные подачи стола и ускоренное перемещение в горизонтальном и вертикальном направлениях. Коробка подач вмонтирована в боковой нише станины со стороны выступающего конца кулисного корпуса.
Движение механизму подач передается от эксцентрика, насаженного на барабан и вращающегося вместе с ним. Вращаясь, эксцентрик кулисного барабана своей поверхностью соприкасается с роликом, который через ось
сообщает качательное движение рычагу. Рычаг через валик передает свое движение зубчатому сектору. Зубчатый сектор поворачивает свободно сидящий на ступице конического зубчатого колеса зубчатый сектор с поводком. Поводок имеет ось, на которой установлена собачка, упирающаяся в зубья храпового колеса. Храповое колесо насажено на ступицу конического зубчатого колеса, свободно сидящего на валу. Колесо находится в зацеплении с коническим зубчатым колесом, которое свободно сидит на валу подачи и имеет на торце кулачки, входящие в зацепление с кулачками полу муфты.
Кулачковая полумуфта, сидящая на шлицевом валу подачи, пружиной прижата к кулачкам конического зубчатого колеса. Кулачки конического зубчатого колеса и кулачковые полумуфты под действием пружины находятся постоянно в зацеплении и, кроме передачи вращения валу подачи, выполняют роль предохранительной муфты.
При жестком упоре стола или поперечины полумуфта отжимается от зубчатого колеса, и кулачки полумуфты проскальзывают по кулачкам конического зубчатого колеса. Передача усилия в этом случае от коробки подач на вал прекращается, при этом создаются характерные щелчки.
Обратный отвод зубчатого сектора производится пружиной, при этом собачка проскальзывает по скосам зубьев храпового колеса, и движение подачи не производится.
Подача стола происходит только при холостом (обратном) движении ползуна. Величину подачи устанавливают поворотом корпуса с помощью рукоятки.
Положение выбранной подачи указывается на шкале корпуса. Изменение величины подачи осуществляется удалением или приближением плеча с роликом рычага к эксцентрику кулисного механизма, в результате чего изменяется угол поворота зубчатого сектора и соответственно поводка, при этом собачка захватывает большее или меньшее число зубьев храпового колеса. Величина подачи зависит от числа зубьев, через которое перескакивает собачка по храповому колесу.
Для отвода рычага от кулачка эксцентрика поворачивают рукоятку корпуса, соединенного с зубчатым колесом, сидящем на валу. Зубчатое колесо зацепляется с зубчатым сектором, свободно сидящем на валике. На валике посажен рычаг с роликом. Преодолевая сопротивление пружины, зубчатый сектор отводит рычаг от кулачка эксцентрика, вследствие чего подача уменьшается. При полном отводе рычага с роликом подача прекращается.
Поперечина
Поперечина смонтирована на прямоугольных вертикальных
направляющих передней стенки станины. Она состоит из собственно поперечины, перемещающейся по вертикальным направляющим станины, и стола, перемещающегося по горизонтальным направляющим поперечины.
Для перемещения стола движение от коробки подач сообщается валу, на котором закреплено коническое зубчатое колесо, находящееся в постоянном зацеплении с коническими зубчатыми колесами,
На ступицах конических колес установлены зубчатые колеса, с которыми может зацепляться блок зубчатых колес, сидящий на валу вертикальной подачи, или блок зубчатых колес, сидящий на валу (винте) горизонтальной подачи.
Реверсирование движения (вверх, вниз, на себя или от себя) производится рукоятками через систему рычагов и блоков зубчатых колес. Стол получает горизонтальное перемещение через винт и гайку, а вертикальное перемещение через вал, зубчатые колеса, гайку и винт.
Стол служит для установки и закрепления обрабатываемых деталей. Детали крепятся к столу болтами, входящими в Т-образные пазы.
Мелкие детали закрепляются в тисках, устанавливаемых на столе. Стол имеет горизонтальное и вместе с поперечиной вертикальное перемещение от руки и механическое прерывистое и непрерывно ускоренное. Стол должен перемещаться по направляющим поперечины легко, но с плотным к ним прилеганием, что регулируется подтягиванием винтов. Поперечина со столом должна легко, но с плотным прилеганием перемещаться по направляющим станины. Регулировка осуществляется клином.
При больших нагрузках применяют подставку, поддерживающую передний край стола, отрегулировав ее по высоте.
Электрооборудование
На станке установлено следующее электрооборудование:
а)
электродвигатель 4А13286УЗ;
б)
электромагнитные муфты:
– пусковая ЭТМ094–1Н8;
– тормозная ЭТМ066–1А8;
– ускоренного перемещения стола ЭТМО74–1Н8;
в)
светильник местного освещения НКС01х100/ПОО-ОЗУ4 с лампой М024–40.
Вводный автоматический выключатель и аппараты цепей управления установлены в электрошкафу, укрепленном на задней стенке станины.
На станке применяются следующие величины напряжений:
а)
переменного тока частотой 50 Гц:
– силовая цепь 380 В;
– цепь управления 110 В;
– цепь местного освещения 24 В;
б)
постоянного тока – цепь питания и управления электромагнитными муфтами 24 В.
3. Конструкторская часть
3.1 Обоснование модернизации станка
В настоящее время в российской промышленности имеется большой парк морально и физически устаревших поперечно-строгальных станков моделей, 7305, 7305Т, 7307, 7307ГТ, 7В35, 7В36, 7Б35 и т.д. Возраст этих станков достигает 30–40 лет, поэтому их конструкционные решения не отвечают современным требованиям, предъявляемым к станкам. Кроме того, высокий износ узлов и потеря точностных параметров вызывают проблемы с их эксплуатацией. Всё это требует обновления станочного оборудования, но большинство предприятий в современной экономической обстановке не имеют для этого достаточных средств. Поэтому в данных условиях экономически целесообразно производить модернизацию имеющегося оборудования, в результате чего потребитель получает современный станок, в конструкции которого воплощён наш многолетний опыт производства станков, соответствующий всем требованиям к точности (для данного станка), оснащённый современными комплектующими и системами управления. При этом заказчик, сдав станок на модернизацию, может не ждать когда пройдёт весь производственный цикл модернизации станка, а получить модернизированный станок данной модели (или станок другой модели) из имеющегося на заводе задела по станкам. При этом из цены приобретенного станка вычитается оценочная стоимость сданного станка.
Относительная невысокая производительность строгальных станков объясняется потерей времени на холостой ход, а также трудностями повышения скоростей главного движения из-за возрастания инерционных усилий при реверсировании.
В целях повышения производительности станков этой группы многие предприятия прибегает к их модернизации, которая осуществляется по трем основным направлениям:
– упрощение управления станками;
– использование обратного хода для строгания;
– расширение технологических возможностей станков.
3.2 Разработка кинематической схемы и кинематический расчет коробки скоростей
Выбор приводного электродвигателя
При заданной мощности электродвигателя, его выбор осуществляется методом подбора по частоте вращения, а в нашем случае по числу двойных ходов ползуна.
При малом числе двойных ходов ползуна нецелесообразно применять электродвигатель с пониженной номинальной частотой вращения, так как возрастают масса, размеры и стоимость электродвигателя /2/.
В то же время для приводов главного движения не следует применять электродвигатели со скоростью вращения 3000 мин –1
, так как при этом возрастает уровень шума станка. В таких случаях целесообразно применять электродвигатель с относительно высокой частотой вращения и механические передачи для последующего ее понижения. Поэтому в качестве приводного электродвигателя принимается двигатель RAM132S4 со следующими характеристиками /3/:
Pэд.
= 5,5 кВт
nэд.
= 1450 мин –1
Определение общего диапазона регулирования привода
Общий диапазон регулирования привода Rn
, определяется по формуле:
 ,
(3.1) ,
(3.1)
где nmax
– наибольшее число двойных ходов ползуна в минуту;
nmin
– наименьшее число двойных ходов ползуна в минуту.
Подставив известные значения nmax
и nmin
, получим:
Определение общего числа ступеней скорости
Для геометрического ряда частот вращения число ступеней скорости z, может быть определено из соотношения:
 (3.2) (3.2)
Вычисленная по этой формуле величина z округляется до целого числа, что приводит к некоторому изменению действительного диапазона регулирования Rn
.
Выбор конструктивных вариантов привода
При настройке последовательно включенными групповыми передачами число ступеней скорости z
может быть представлено в виде:
 (3.3) (3.3)
где pk
– число отдельных передач в каждой группе;
m – число групп передач.
При выбранном числе ступеней частот вращения шпинделяz
количество групп передач, количество передач в каждой группе и порядок расположения групп может быть различным.
Число конструктивных вариантов привода Nкон
состоящего из m групп передач, определяется по формуле:
 , (3.4) , (3.4)
где q – число групп с одинаковым числом передач.
Определение числа возможных кинематических вариантов
Если частоты вращения шпинделя изменяются по геометрическому ряду, то передаточные отношения передач в группах образуют геометрический ряд со знаменателем jх
, где х
– целое число, называемое характеристикой группы передач. Для последовательного получения частот вращения шпинделя сначала переключают передачи одной группы, затем другой и т.д.
В зависимости от принятого порядка переключений группа может быть:
а) основной, характеристика, которой определяется по формуле:
х0
= 1,(3.5)
б) первой переборной группой, для которой характеристика определяется по формуле:
х1
= р1
,
(3.6)
где р1
– число передач в основной группе.
в) второй переборной группой, для которой характеристика определяется по формуле:
х2
= р1
× р2
,
(3.7)
где р2
– число передач в первой переборной группе.
Основной и различными по номеру переборными группами может быть любая группа передач в приводе. Для определенного конструктивного варианта число кинематических Nкин
будет равно числу перестановок из m групп передач:
Nкин.
= m!,
(3.8)
Определение максимальных передаточных отношений по группам передач
Общее максимальное передаточное отношение привода umax
, определяется по формуле:
 (3.9) (3.9)
Поученное передаточное отношение может быть представлено в виде:
 (3.10) (3.10)
где Н – показатель степени, определяющий величину общего передаточного отношения.
Определение максимальных передаточных отношений в группах производится путем разбиения общего передаточного отношения на передаточные отношения групп, для чего вычисляется показатель степени Н и выражается в виде:
 , (3.11) , (3.11)
где hk
– показатель степени, характеризующий величину максимального передаточного отношения k
-той группы передач;
m – число групп передач.
При этом выбранные значения hk
должны быть целыми числами и должны удовлетворять условию:
hk
£hk
+1
£ … £hm
. (3.12)
Максимальное передаточное отношение в группе umaxk
, определится по формуле:
 . (3.13) . (3.13)
При этом должно быть обеспечено выполнение следующего условия:
 . (3.14) . (3.14)
Так как показатель степени Н, как правило, не является целым числом, он не может быть точно представлен суммой целых чисел. Поэтому для сохранения величины общего максимального передаточного отношения вводится дополнительная передача от вала электродвигателя на входной вал, передаточное отношение которой, определится по формуле:
 , (3.15) , (3.15)
 . (3.16) . (3.16)
3.3 Построение структурной сетки
Структурная сетка (рисунок 10) строится в соответствии с выбранной формулой структуры привода. В ней находит отражение относительная связь между передаточными отношениями в группах, поэтому лучи для каждой группы проводятся симметрично, а количество интервалов между их концами численно равно характеристике группы, определяемой в соответствии со структурной формулой.
3.4 Построение графика частот вращения
График частот вращения (рисунок 11) отражает частоты вращения всех валов привода, включая валы одиночных передач, необходимых для его компоновки. Построение начинают с цепи редукции, обеспечивающей снижение частоты вращения электродвигателя nэд.
доnmin
на шпинделе. Для дальнейшего построения используется структурная сетка.
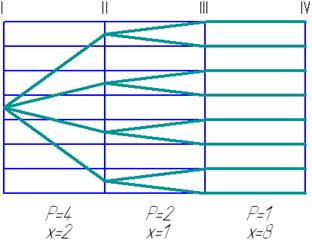
Рисунок 10 – Структурная сетка
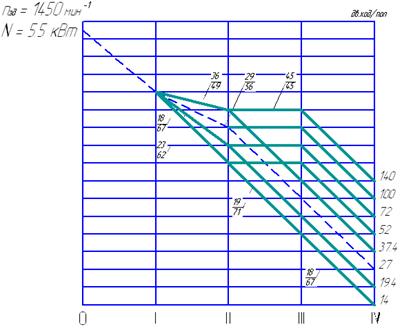
Рисунок 11 – График числа двойных ходов ползуна
3.5 Определение передаточных отношений в группах передач
Для определения передаточных отношений используются построенные графики частот вращения.
Передаточное отношение передачи u, определяется выражением:
u = jk
,
(3.17)
где k – число интервалов между горизонталями, перекрытых лучами, соединяющими отметки частот вращения на соседних валах.
3.6 Определение чисел зубьев передач
При определении чисел зубьев исходят из постоянства межосевого расстояния и числа зубьев, определяют по следующим формулам:
 , (3.18) , (3.18)
 , (3.19) , (3.19)
 , (3.20) , (3.20)
 (3.21) (3.21)
гдеz1
иz2
– числа зубьев ведущего и ведомого колес;
z0
– сума чисел зубьев сопряженных колес;
f – числитель передаточного отношения;
g – знаменатель передаточного отношения;
K – наименьшее кратное сумм (f +
g);
Е – целое число;
zmin
= 18 – минимальное число зубьев.
В соответствии с полученными числами зубьев передач, вычерчивается вариант кинематической структуры (рисунок 12).
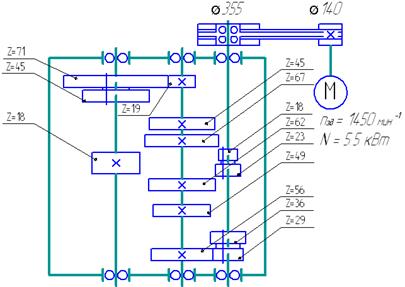
Рисунок 12 – Кинематическая структура коробки скоростей
3.7 Определение крутящих моментов на валах коробки скоростей
Крутящие моменты на валах Т, Н·м, могут быть найдены по формуле:
 (3.22) (3.22)
где Рэд.
– мощность на валу двигателя, кВт;
h– КПД участка кинематической цепи от двигателя до рассчитываемого вала;
n– расчетная частота вращения вала, об/мин.
Кинематический расчет коробки скоростей выполнен с использованием программы «SIRIUS 2». Результаты расчета находятся в приложении А.
3.8 Расчет прямозубой эвольвентной передачи
Определение модуля зубчатой передачи расчетом на контактную выносливость зубьев
Для прямозубой цилиндрической передачи модуль mн
, мм, определяется по формуле:
 (3.23) (3.23)
где Kd
– вспомогательный коэффициент; для прямозубых передач Kd
= 770;
z1
– число зубьев шестерни;
T1
– вращающий момент на шестерне, Н×м;
u – передаточное отношение передачи;
sНР
– допускаемое контактное напряжение, МПа;
KH
b
– коэффициент, учитывающий распределение нагрузки по ширине венца;
 (3.24) (3.24)
где b – рабочая ширина венца зубчатой передачи;
d1
– делительный диаметр шестерни.
Определение модуля зубчатой передачи расчетом на выносливость зубьев при изгибе
Для прямозубой цилиндрической передачи модуль mF
, мм, определяется по формуле:
 (3.25)
(3.25)
где Km
– вспомогательный коэффициент; для прямозубых передач Km
= 14;
KF
b
– коэффициент, учитывающий распределение нагрузки по ширине венца при изгибе;
sFP
– допускаемое изгибное напряжение, МПа;
YF
1
– коэффициент учитывающий форму зубьев шестерни.
Определение стандартного модуля зубчатой передачи
Из полученных расчетных значений mH
и mF
выбирается наибольшее значение и округляется в сторону увеличения до стандартного модуля по ГОСТ 9563 – 60. При этом должно выполняться следующее условие:
m1
£m2
£ … £mk
, (3.26)
где m1
– модуль зубчатых передач группы, расположенной первой от электродвигателя;
mk
– модуль зубчатых передач группы, расположенной последней от электродвигателя.
Определение межосевого расстояния зубчатой передачи
Для прямозубой цилиндрической передачи межосевое расстояние А, мм, определяется по формуле:
 (3.27) (3.27)
где m – стандартный модуль передачи, мм;
z2
– число зубьев зубчатого колеса, сопряженного с шестерней.
При определении межосевых расстояний по группам передач должно выполняться следующее условие:
Aw
1
£Aw
2
£ … £Awk
, (3.28)
где Aw
1
– межосевое расстояние передач группы, расположенной первой от электродвигателя;
Awk
– межосевое расстояние передач группы, расположенной последней от электродвигателя.
Расчет прямозубой эвольвентной передачи выполнен с использованием программы «SIRIUS 2». Результаты расчета находятся в приложении Б.
3.9 Расчет клиноременной передачи
С использованием программы «SIRIUS 2» произведем полный расчет клиноременной передачи с двумя шкивами без натяжного ролика при передаваемой мощности не более 30 кВт.
Окружная скорость ремня V, мин -1
, определяется по формуле:
 , (3.29) , (3.29)
где d1
– расчетный диаметр шкива, мм;
n1
– мощность, передаваемая передачей, кВт.
Расчетная длина ремня L, мм, определяется по формуле:
 , (3.30) , (3.30)
где d2
– расчетный диаметр шкива, мм;
А – приблизительное межцентровое расстояние, мм.
Число ремней zопределяется по формуле:
 , (3.31) , (3.31)
где N – мощность, передаваемая передачей, кВт;
N0
– мощность, передаваемая одним ремнем, кВт;
К1
– поправочный коэффициент, зависящий от угла обхвата;
СР
– коэффициент режима работы.
Коэффициенты К1
и СР
определяются по формулам:
 , (3.32) , (3.32)
 , (3.33) , (3.33)
где С– обозначение типа станка;
угол обхвата на малом шкиве, который определяется по формуле:
 . (3.34) . (3.34)
Тяговое усилие передачи Р, Н, находится по формуле:
 . (3.35) . (3.35)
Усилие на вал от одного ремня G
,
Н, определяется по формуле:
 , (3.36) , (3.36)
где S – предварительное натяжение ремня, Н.
Уточненное межцентровое расстояние А2
, мм, вычисляется по формуле:
 . (3.37) . (3.37)
Результаты расчета находятся в приложении В.
3.10 Расчет и построение свертки коробки скоростей
Компоновочная схема разрабатывается в следующем порядке:
а) определяются расстояния между осями валов и проводятся осевые линии.
б) на осях располагаются зубчатые колеса, муфты и другие передачи, и механизмы в соответствии с кинематической схемой. При этом нужно обеспечить возможность перемещения подвижных зубчатых колес и муфт, размещения механизмов управления, регулирования подшипников, сборки и разборки узла, а также обратить внимание на то, чтобы передвижные блоки зубчатых колес не сцепились одновременно с двумя неподвижными колесами на смежном валу.
в) вдоль оси каждого вала проставляются все соответствующие конструктивные размеры, что позволяет определить его ориентировочную длину.
а) Выбирается положение оси первого вала.
б) Из центра первого вала проводится окружность радиусом, равным расстоянию между осью первого вала и осью соседнего вала. Любая точка на этой окружности может быть центром этого вала и будет удовлетворять условию зацепляемости колес. Центр выбирается с учетом возможности рационального расположения и остальных валов.
в) Таким же путем определяются центры других валов. При расположении валов необходимо обеспечить простую форму корпуса, удобство его обработки, сборки и разборки. Нужно стремиться располагать центры валов на одних и тех же линиях как по вертикали так и по горизонтали, что делает корпус более технологичным.
На основе построенной свертки выполняется расчетная схема (рисунок 13), представляющая собой условное изображение расчетной цепи зубчатых передач. В полюсе зацепления каждой зубчатой пары, по нормали к боковым поверхностям зубьев, действуют силы Fn
, Н, величина которых определяется по формуле:
 (3.38) (3.38)
где m и z – модуль и число зубьев зубчатого колеса;
Т – вращающий момент, приложенный к валу зубчатого колеса, Н×мм.
Сила, действующая со стороны шестерни на валу электродвигателя на натяжение ремней входного вала:
F1
= 307,33 H.
Сила, действующая со стороны шестерни на входном валу на зубчатое колесо промежуточного вала 1:
 . .
Сила, действующая со стороны шестерни на промежуточном валу 1 на зубчатое колесо промежуточного вала 2:
 . .

Рисунок 13 – Свертка коробки скоростей
Сила, действующая со стороны шестерни на промежуточном валу 2 на зубчатое колесо выходного вала:
 . .
3.11 Расчет и подбор подшипников
Необходимо определить реакции в каждой опоре с помощью уравнений статики, которые имеют следующий вид:
 , ,  , ,  , (3.39) , (3.39)
где SFkx
– сумма всех сил, действующих в плоскости Ozx;
SFky
– сумма всех сил, действующих в плоскости Ozy;
SmO
(Fk
) – сумма моментов сил относительно выбранной точки плоскости.
Критерием для подшипника служит неравенство:
P0
£C0
,
(3.40)
где Р0
– эквивалентная статическая нагрузка;
С0
– табличное значение статической грузоподъемности выбранного подшипника.
Величины приведенной статической нагрузки для радиальных подшипников определяются как большие из двух следующих значений:
P0
= X0
Fr
+ Y0
Fa;
P0
= Fr
, (3.41)
где Х0
– коэффициент радиальной нагрузки;
Y0
– коэффициент осевой нагрузки;
Fr
– постоянная по величине и направлению радиальная нагрузка, Н;
Fа
– постоянная по величине и направлению осевая нагрузка, Н.
Критерием для выбора подшипника служит неравенство:
Стр.
£ С, (3.42)
где Cтр.
– требуемая величина динамической грузоподъемности подшипника;
С – табличное значение динамической грузоподъемности выбранного подшипника.
Требуемая динамическая грузоподъемность Стр
, Н, определяется по формуле:
 (3.43) (3.43)
где Р – эквивалентная динамическая нагрузка, Н;
n– частота вращения вала для которого подбирается подшипник, об/мин;
Lh
– долговечность подшипника, выраженная в часах работы;
a – коэффициент, зависящий от формы кривой контактной усталости.
Эквивалентная динамическая нагрузка Р
, Н, для шариковых радиально-упорных подшипников определяется по формуле:
P = (XVFr
+ YFa
) Kб
Kт
, (3.44)
где Fr
– радиальная нагрузка, приложенная к подшипнику;
Fa
– осевая нагрузка, приложенная к подшипнику;
V – коэффициент вращения;
Kб
– коэффициент безопасности;
Kт
– температурный коэффициент.
Расчет подшипников качения выполнен с использованием программы
«SIRIUS 2». Результаты расчета находятся в приложении Г.
3.12 Расчет сечения сплошного вала
Под средними участками вала следует понимать участки, на которых расположены шестерни и зубчатые колеса. Определение диаметра производится расчетом на изгиб с кручением.
После завершения расчета, разрабатывается конструкция каждого вала, которая должна обеспечивать возможность сборки коробки скоростей и свободного продвижения зубчатых колес до места посадки.
Расчет валов на усталостную прочность
Расчет сводится к определению расчетных коэффициентов запаса прочности для предположительно опасных сечений валов.
Условие прочности в данном расчете, имеет вид:
 (3.45) (3.45)
где n – расчетный коэффициент запаса прочности;
[n] = 1,3 ¸1,5 – требуемый коэффициент запаса для обеспечения прочности;
[n] = 2,5 ¸ 4 – требуемый коэффициент запаса для обеспечения жесткости;
ns
– коэффициент запаса прочности по нормальным напряжениям;
nt
– коэффициент запаса прочности по касательным напряжениям.
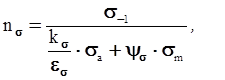  (3.46) (3.46)
где s -1
и t -1
– пределы выносливости для материала вала при симметричных циклах изгиба и кручения, МПа;
sа
, tа
и sm
, tm
– амплитуды и средние напряжения циклов нормальных и касательных напряжений, МПа;
ks
и kt
– эффективные коэффициенты концентрации напряжений при изгибе и при кручении;
es
и et
– масштабные факторы для нормальных и касательных напряжений;
ys
и yt
– коэффициенты, учитывающие влияние постоянной составляющей цикла на усталостную прочность.
Можно считать, что нормальные напряжения, возникающие в поперечном сечении вала от изгиба, изменяются по симметричному циклу, тогда:
 (3.47) (3.47)
где Мизг.
– суммарный изгибающий момент в наиболее нагруженном сечении, Н×мм;
W – момент сопротивления сечения при изгибе, мм3
.
Для круглого сечения вала:
 (3.48) (3.48)
Для круглого сечения со шпоночной канавкой:
 (3.49) (3.49)
где b и t – ширина и высота шпоночной канавки, мм.
Для сечения вала со шлицами:
 (3.50) (3.50)
где x = 1,125 – для шлицев легкой серии;
x = 1,205 – для шлицев средней серии;
x = 1,265 – для шлицев тяжелой серии.
Так как момент, передаваемый валом, изменяется по величине, то при расчете принимают для касательных напряжений наиболее неблагоприятный знакопостоянный цикл – отнулевой:
 (3.51) (3.51)
где Wк
– момент сопротивления вала при кручении, мм3
.
Для круглого сечения вала:
 (3.52) (3.52)
Для сечения вала со шпоночной канавкой:
 (3.53) (3.53)
Для сечения вала со шлицами:
 (3.54) (3.54)
Расчет на прочность шпонок и шлицевых соединений
Условие прочности по смятию для призматической шпонки имеет вид:
 (3.55) (3.55)
где z – число шпонок;
sсм.
– напряжение смятия, МПа;
[s]см.
– допускаемое напряжение при смятии, МПа;
lp
– рабочая длина шпонки, мм;
d – диаметр вала, мм;
h – высота шпонки, мм.
Условие прочности из расчета на срез шпонки:
 (3.56) (3.56)
где [t]ср
.
– допускаемое напряжение при срезе, МПа.
Расчет шлицевых соединений условно производят на смятие втулки в месте ее соприкосновения с боковыми поверхностями зубьев.
 (3.57) (3.57)
где y = 0,7¸0,8 – коэффициент, учитывающий неравномерность распределения нагрузки по зубьям;
z – число зубьев;
l – рабочая длина зуба вдоль оси вала, мм;
h – рабочая высота контактирующих зубьев в радиальном направлении, мм;
rср.
– средний радиус, мм.
Расчет сечения сплошного вала выполнен с использованием программы «SIRIUS 2». Результаты расчета находятся в приложении Д.
В результате проведенных расчетов можно построить компоновочную схему развертки коробки скоростей (рисунок 18) /4/.
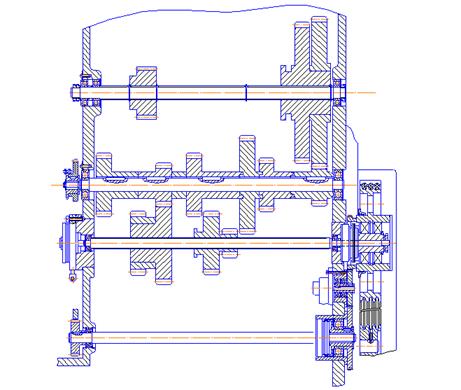
Рисунок 14 – Развертка коробки скоростей
3.13 Расчет потерь на трение в подшипниках качения валов
Сопротивление вращению в подшипниках качения складываются из следующих составляющих:
а)
гистерезисные потери при циклической упругой деформации сжатия материала тел качения и беговых дорожек в точках контакта;
б)
проскальзывание тел качения относительно беговых дорожек, вызванное сдвиговой деформацией материала в точках контакта;
в)
скольжение тел качения относительно беговых дорожек при нарушении качения в результате сдвигов и перекосов обойм подшипника под нагрузкой;
г)
трение тел качения о сепаратор и (в подшипниках с центрированным сепаратором) трение сепаратора об обоймы;
д)
выдавливание и вязкий сдвиг масла в точках контакта;
е)
завихрение и разбрызгивание смазочного материала смазочного масла, соприкасающегося с подшипником.
Основными потерями в подшипниках являются потери на трение, которые определяются моментом трения /12/.
Момент трения в подшипниках рекомендуется определять по следующей формуле:
 (3.58)
(3.58)
где М0
– момент трения холостого хода, зависящий от типа подшипника и условий его работы;
М1
– момент трения зависящий от нагрузки.
Момент трения холостого хода, зависящий от типа подшипника и условий его работы М0
, Н.
мм, рассчитывается по формуле:
 (3.59) (3.59)
где f0
– табличный коэффициент, полученный в результате экспериментальных исследований различных типов подшипников при различных типах систем смазывания;
n– кинематическая вязкость масла, мм2
/с;
n – частота вращения вала, мин –1
;
Dср.
– средний диаметр подшипника, мм.
Момент трения зависящий от нагрузки М1
, Н.
м, рассчитывается по формуле:
 , (3.60) , (3.60)
где f1
– коэффициент, зависящий от типа подшипника;
g1
– коэффициент, зависящий от соотношения радиальной и осевой нагрузок;
Р0
– эквивалентная статическая нагрузка, Н.
Потеря мощности, обусловленная потерями на трение в подшипнике Ртр
,
Вт, определяется по формуле:
 , (3.61) , (3.61)
где n – частота вращения вала, мин –1
.
Расчет потерь на трение в подшипниках выполнен с использованием программы «SIRIUS 2».
Результаты расчета находятся в приложении Е.
3.14 Расчет теплового баланса опор
качения
Уравнение теплового баланса при установившемся режиме работы под-шипника имеет следующий вид /15/:
W = W1
+ W2
, (3.62)
где W – тепловыделение в подшипнике, Вт;
W1
– количество тепла, переносимого смазкой, Вт;
W2
– количество тепла, отводимого корпусом подшипника во внешнюю среду, Вт.
Количество тепла, переносимого смазкой W1
, Вт, вычисляется по формуле:
W1
= c×Q×(t2
– t1
), (3.63)
где с– удельная объемная теплоемкость масла, Дж/м3
×°C;
t1
и t2
– температура смазки на входе и выходе из подшипника;
Q – расход масла, м3
/с.
Количество тепла, отводимого корпусом подшипника во внешнюю среду W2
, Вт, вычисляется по формуле:
W2
= k×F×(tм
– tв
), (3.64)
где F– свободная поверхность подшипникового узла, м2
;
k – коэффициент теплоотдачи, Вт/м2
×°С;
tм
– средняя температура масла в нагруженной зоне;
tв
– температура окружающего воздуха.
Теплообразование в подшипнике W, Вт, определяется мощностью расходуемой на трение:
W = Pтр.
, (3.65)
Из приведенных формул следует, что необходимое для отвода тепла количество жидкого масла Q, л/мин, определяется по формуле:
 . (3.66) . (3.66)
Расчет теплового баланса опор выполнен с использованием программы «SIRIUS 2». Результаты расчета находятся в приложении Ж.
3.15 Выбор и обоснование посадок
Выбор посадок подшипников качения
При назначении полей допусков для посадок вала под внутреннее кольцо и отверстия корпуса под наружное кольцо подшипников качения необходимо учитывать:
а) вращается вал (внутреннее кольцо) или корпус;
б) вид нагрузки;
в) режим работы;
г) тип и размеры подшипников;
д) класс точности подшипника;
е) скорость вращающегося кольца;
ж) условия монтажа и эксплуатации и т.п.
В соответствии с указанными условиями, для посадки на вал шариковых радиальных подшипников класса точности L0, циркуляционном нагружении (вращающийся вал) и нормальном режиме работы, выбирается поле допуска k6. Для посадки подшипников в корпус выбирается поле допуска Н7.
Выбор посадок шлицевых соединений
Для неподвижных прямобочных шлицевых соединений:
а)
в качестве посадки по диаметру при центрировании по наружному диаметру выбирается посадкаF10/h9;
б)
в качестве посадки по ширине шлица выбирается посадка D9/e8.
Для подвижных прямобочных шлицевых соединений:
а)
в качестве посадки по диаметру при центрировании по наружному диаметру выбирается посадкаF10/h9;
б)
в качестве посадки по ширине шлица выбирается посадка D9/f8.
Выбор посадок шпоночных соединений
Для подвижных шпоночных соединений выбирается посадка H7/h6.
Для неподвижных шпоночных соединений выбирается переходная посадка H7/p6.
Для посадки призматических шпонок в вал использована посадка N9/h9.
3.16 Проектирование узла ползуна
К передней части ползуна крепится суппорт. Крепление суппорта осуществляется вращением кривошипной рукоятки за квадрат валика 8, который, затягивая хомут 10 стяжными винтами 11, поджимает торец суппорта к торцу ползуна. Место строгания устанавливают вращением кривошипной рукоятки за квадрат валика 20, который через конические шестерни 19, 18 передает вращение винту XV.
Винт XV, вращаясь, перемещается вместе с ползуном относительно корпуса гайки 9, соединенного через серьгу 7 с кулисой. Гайкой ползуна выбирается осевой люфт в резьбовом соединении с помощью пружин 16 и подвижных гаек 17.
С левой стороны ползуна смонтирована часть механизма автоматической откидки резца при обратном ходе ползуна, состоящая из толкателя 4, вилки 5, штанги 6 и фрикционного тормоза, прикрепленного к планке 12. Штанга имеет возможность, перемещаться вдоль оси относительно ползуна на длину 7 мм.
Один конец штанги находится в опоре 1, а другой во вкладышах фрикционной коробки 14. Вкладыши из тормозной фрикционной ленты поджимаются к штанге гайками 13 на усилие, необходимое для подъема резца при обратном ходе ползуна. В начале обратного хода ползуна штанга 6 остается неподвижной на ход 7 мм, так как штанга тормозится тормозными вкладышами, находящимися во фрикционной коробке 14, и резец поднимается над деталью.
Как только опора 1 доходит до вилки 5, штанга начинает двигаться вместе с ползуном, преодолевая силу трения во вкладышах фрикционной коробки и на всей длине хода ползуна; резец находится в приподнятом положении. Для уменьшения усилия трения во вкладышах фрикционной коробки 14 установлена пружина 2, которая рассчитана на усилие примерно 8 кгс, которое регулируется гайкой 3. Для равномерного распределения нагрева штанги 6, возникающего от силы трения во вкладышах фрикционной коробки, в штангу 6 необходимо на две трети объема залить эмульсию или машинное масло.
В начале перемещения ползуна с суппортом в направлении рабочего хода штанга остается неподвижной. Пружина 8 (см. рис. 15) возвращает параллелограмм в исходное положение, тем самым и резец возвращается в рабочее положение. Ползун, пройдя 7 мм свободного хода относительно штанги в (см. рис. 15) в направлении рабочего хода, движется вместе со штангой, преодолевая силу трения во вкладышах фрикционной коробки 14. Включать или выключать механизм автоматической откидки резца рукояткой 15. Нагрев штанги при длительной непрерывной работе допускается до 70° С. Для транспортировки ползуна на верхней плоскости его имеются два резьбовых отверстия М20, заглушённых пробками. В соединение винт-гайка установка саморегулируемый зазор /5/.
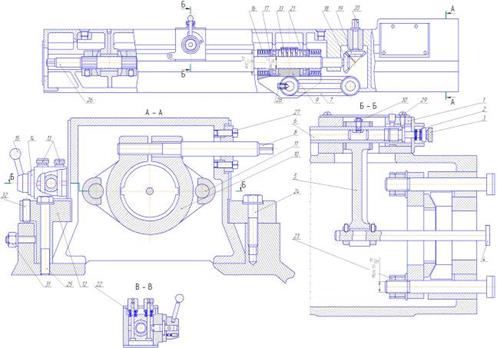
Рисунок 15 – Ползун
3.17 Проектирование узла кулисный механизм
Кулисный механизм служит для преобразования вращательного движения кулисной шестерни в возвратно-поступательное движение ползуна (рис. 16).
Корпус 14 механизма смонтирован в корпусе станины и вращается на двух конических роликоподшипниках, которые регулируют гайками /6/.
Люфт в подшипниках выбирают так, чтобы при обкатке, станка на максимальных двойных ходах ползуна в течение 30 мин температура подшипников не поднималась выше 85° С.
К корпусу 14 жестко крепится зубчатый венец, который и передает вращательное движение. В направляющих корпуса 14 находится палец-гайка 9, на котором надет камень 10.
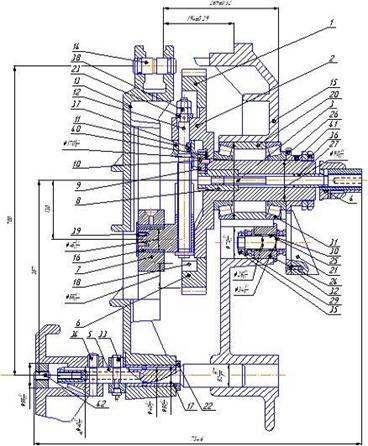
Рисунок 16 – Кулисный механизм
3.18 Расчет коробки подач
Определение диапазона регулирования подач
Общий диапазон регулирования привода Rn
, определяется по формуле /7/:
 , (3.67)
, (3.67)
где Smax
– наибольшая горизонтальная подача, мм/дв. ход
Smin
– наименьшая горизонтальная подача, мм/дв. ход
Подставив известные значения nmax
и nmin
, получим:
 (3.68)
(3.68)
Расчет числа зубьев храпового колеса
Согласно кинематической схемы поперечины и стола необходимо определить угол поворота храпового колеса при Sminи Smax
Определяем угол поворота конического колеса z1=32 a1 (град.) по формуле:
 , (3.69) , (3.69)
где S – подача стола, мм/дв. ход
t – шаг винта, мм.
Определение угла поворота a2 (град.) зубчатого колеса z2=18:
 , (3.70) , (3.70)
где z1– число зубьев ведущего колеса,
z2– число зубьев ведомого колеса,
Определение угла поворота a3 (град.) зубчатого колеса z4=46:
 , (3.71) , (3.71)
где z3 – число зубьев ведущего колеса,
z4 – число зубьев ведомого колеса,
Определение угла поворота a4 (град.) зубчатого колеса z6=46:
 , (3.72) , (3.72)
где z5– число зубьев ведущего колеса,
z6 – число зубьев ведомого колеса,
4. Исследовательская часть
4.1 Расчеты несущей системы модернизированного станка модели 7307
В настоящее время при создании сложных технических объектов все большее внимание уделяется внедрению систем инженерного анализа. Системы компьютерного инженерного анализа не только позволяют оценить принципиальную работоспособность будущей конструкции (например, по условиям прочности) – они нашли широкое применение при моделировании технологических процессов металлообработки, ковки и штамповки, литья металлов и пластмасс.
В данном проекте использовался один из наиболее распространенных в нашей стране конечно-элементного пакет ANSYS, который применяется для инженерного анализа несущих систем станков /11/.
Для расчетов была приготовлена модель станка, которая была спроектирована в системе КОМПАС – 3D. Она представлена на рисунке 17.
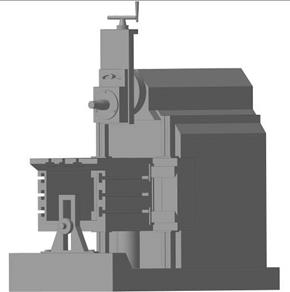
Рисунок 17 – Расчетная модель станка
В процессе работы были произведены четыре вида анализа несущей системы станка. Это статический, модальный, тепловой и термодеформационный анализ. Их результаты представлены ниже.
Расчет на жесткость (статический расчет)
На рисунке 18 представлено деформированное состояние несущей системы станка после проведения расчета.
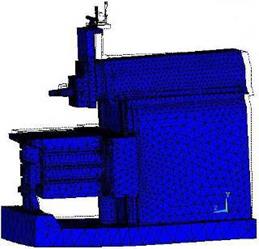
Рисунок 18 – Деформированное состояние станка
На рисунке 19 показаны результаты статического расчета в контурном представлении
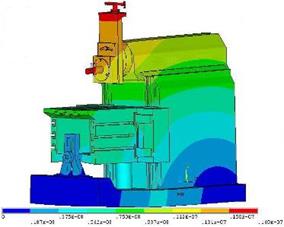
Рисунок 19 – Контурное представление результата статического расчета
Модальный расчет
Модальный анализ выполняется для того, чтобы построить часть динамических характеристик рассматриваемой модели: собственные частоты (модальные частоты); амплитудно-частотные характеристики. Знание этих характеристик позволяет принять решение о динамическом качестве модели.
В процессе выполнения расчета обнаружились десять собственных частот. Результаты расчет на четырех из них представлены на рисунках 20 – 23.
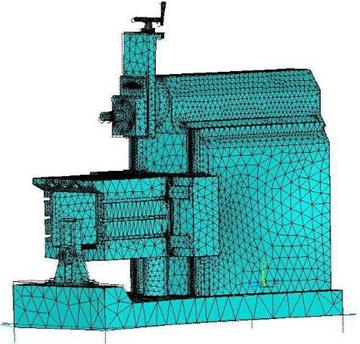
Рисунок 20 – 1-я мода
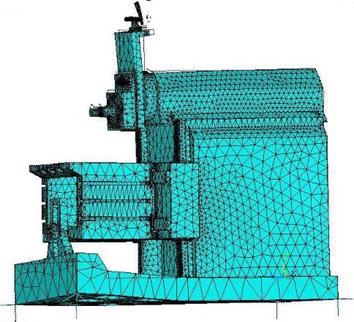
Рисунок 21 – 2-я мода
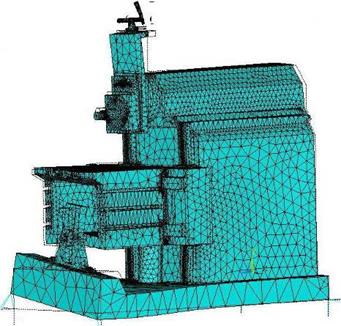
Рисунок 22 – 3-я мода
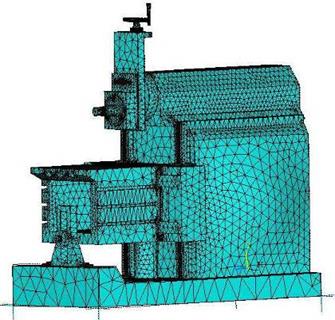
Рисунок 23 – 4-я мода
Тепловой расчет
При решении задач теплообмена в Ansys устанавливается распределения температур в рассматриваемой модели объекта. Кроме того, можно использовать результаты теплового расчета для вычисления тепловых напряжений и перемещений.
Перенос тепла в общем случае может осуществляться в трех формах: теплопроводности, конвекции и излучении. Распространение тепла в твердом теле происходит благодаря теплопроводности. Перенос тепла посредством теплопроводности обусловлен наличием вещественной среды, и тем, что теплообмен совершается только между непосредственно соприкасающимися частицами тела. Результат теплового расчета представлен на рисунке 24.

Рисунок 24 – Контурное представление результата теплового расчета
Термодеформационный расчет
На рисунке 25 представлен результат термодеформационного расчета.
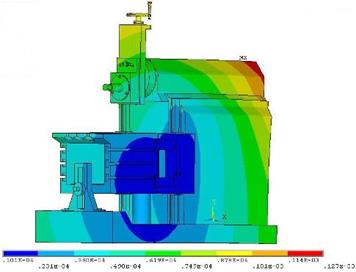
Рисунок 25 – Контурное представление результата термодеформационного расчета
5. Расчет экономического эффекта от модернизации поперечно – строгального станка мод. 7307
5.1 Исходные данные для расчета экономического эффекта от модернизации
Проведенная модернизация поперечно-строгального станка мод. 7307 позволила снизить штучное время на обработку деталей.
Рассчитаем годовой экономический эффект от модернизации.
В качестве детали – представителя для проведения расчетов выбрана деталь «корпус».
База для сравнения вариантов – поперечно-строгальный станок мод. 7307 до модернизации /8/.
Исходные данные представлены в таблицах 1,2,3.
Таблица 1 – Исходные данные для расчета затрат на модернизацию станка
| № п/п |
Показатели |
Усл. обозн. |
Ед.изм. |
Значение |
| 1 |
Часовая тарифная ставка рабочих, участвующих в проведении модернизации |
ЧТСм |
руб./час |
24 |
| 2 |
Суммарная трудоемкость работ по модернизации |
Трм |
час |
110 |
| 3 |
Коэффициент, учитывающий заработную плату |
Кдз |
- |
1,2 |
| 4 |
Районный коэффициент |
Курал |
- |
1,15 |
| 5 |
Коэффициент отчислений на социальные нужды |
Ксн |
- |
1,281 |
| 6 |
Коэффициент, учитывающий прочие (накладные) расходы на модернизацию оборудования |
Кпрм |
- |
2,5 |
| 7 |
Стоимость базового оборудования |
Цобнемод |
руб.
|
150000 |
| 8 |
Общая стоимость комплектующих изделий, заменяемых в ходе проведения модернизации |
Сзамкомп |
руб.
|
34000 |
Таблица 2 – Исходные данные для расчета затрат на комплектующие изделия для модернизации станка
| Наименование комплектующих изделий |
Количество(Qкомпл), шт.
|
Цена (Цкомпл) руб./шт |
| Ползун |
1 |
3000 |
| Коробка подач |
1 |
6500 |
| Механизм переключения скоростей |
1 |
5300 |
| Коробка скоростей |
1 |
6200 |
| Кулисный механизм |
1 |
1000 |
| Суппорт |
1 |
5000 |
| Станина |
1 |
7000 |
Таблица 3-Исходные данные для расчета экономического эффекта от применения модернизированного оборудования
| Показатели |
Условное
обозначение
|
Ед.изм. |
Базовый
вариант
|
Модерн.
вариант
|
| 1. Штучное время |
tшт |
мин/шт.
|
5 |
4,4 |
| 2. Годовая программа |
Nвып |
шт./год |
25000 |
25000 |
| 3. Количество смен в день |
hсмен |
смен / день |
1 |
1 |
4. Количество часов работы
в смену
|
Fсмен |
час/смен |
8 |
8 |
5. Коэффициент потерь
времени на ремонт
и наладку оборудования
|
Крн |
– |
0,95 |
0,95 |
| 6. Стоимость оборудования |
Цоб |
руб |
150000 |
- |
| 7. Стоимость 1 м² здания |
Цзд |
руб./м² |
4000 |
4000 |
| 8. Площадь здания, занимаемая единицей оборудования |
Sоб |
м² |
5 |
5 |
9. Коэффициент, учитывающий дополнительную
производственную площадь
|
Кдоп |
– |
1,2 |
1,2 |
| 10. Часовая тарифная ставка |
ЧТС |
руб./час |
24 |
24 |
| 11. Стоимость 1кВт-ч электроэнергии |
Цэл |
руб./кВт-ч |
1,28 |
1,28 |
| 12. Мощность оборудования |
Моб |
кВт |
5,5 |
5,5 |
| 13. Норма годовых амортизационных отчислений для оборудования |
Наоб |
% |
10 |
10 |
| 14. Норма годовых амортизационных отчислений для здания |
Назд |
% |
2,5 |
2,5 |
| 15. Норма годовых затрат на текущий ремонт оборудования |
Нремоб |
% |
3 |
3 |
| 16. Норма годовых затрат на текущий ремонт здания |
Нремзд |
% |
1 |
1 |
| 17. Норма годовых затрат на содержание здания |
Нсодзд |
% |
3 |
3 |
| 18. Цена инструмента |
Цинстр |
руб./шт.
|
2300 |
2300 |
| 19. Срок службы инструмента |
Тслинстр |
мин |
8000 |
8000 |
| 20. Нормативный коэффициент эффективности капитальных вложений |
Ен |
руб./год/
руб.
|
0,15 |
0,15 |
5.2
Расчет затрат на проведение модернизации
1 Расчет заработной платы, участвующих в проведении модернизации, с отчислениями
Годовая заработная плата с отчислениями, (Сзп
, руб.) рассчитывается по формуле:
 (5.1)
(5.1)
где ЧТСм – часовая тарифная ставка, участвующих в модернизации руб./час;
Трм–
суммарная трудоемкость работ по модернизации оборудования, час;
К дз
– коэффициент, учитывающий дополнительную заработную плату;
К урал
– районный коэффициент;
К сн
– коэффициент отчислений на социальные нужды;
  руб.
руб.
Расчет затрат на комплектующие изделия для модернизации оборудования
Расчет затрат на комплектующие изделия для модернизации оборудования (С
замкомпл,
руб.) осуществляется по формуле:
 ,
(5.2)
,
(5.2)
где n-число наименований комплектующих изделий, используемых для
модернизации оборудования;
Qкомпл – количество i-х комплектующих изделий, используемых для модернизации оборудования, шт.;
Цкомпл – цена i-х комплектующих, руб./шт.
Скомпл=3000·1+6500·1+5300·1+6200·1+1000+5000·1+7000·1=34000 руб.
Расчет прочих расходов на модернизацию оборудования
Величина прочих расходов (Спрм,руб.) определяется пропорционально расходам на оплату труда:
 , (5.3) , (5.3)
где Кпрм – коэффициент, учитывающий прочие (накладные) расходы на модернизацию оборудования.
 руб.
руб.
Расчет суммарных затрат на модернизацию оборудования
Расчет суммарных затрат на модернизацию оборудования (Смод, руб.)
производится по формуле:
Смод=Сзпм+Скомпл+Спрм,
(5.4)
Смод=4667+34000+11667,5=50334,5 руб.
Таблица 4 – Затраты на модернизацию оборудования
| Статьи затрат |
Затраты, руб.
|
| 1 Заработная плата рабочих |
4667 |
| 2 Затраты на комплектующие изделия |
34000 |
| 3 Прочие расходы |
11667,5 |
| Итого |
50334,5 |
Расчет стоимости модернизированного оборудования (Цобмод, руб.) осуществляется по формуле:
Цобмод=Цобнемод+Смод – Сзамкомпл, (5.5)
где Цобнемод – стоимость оборудования до проведения модернизации, руб.;
Сзамкомпл – общая стоимость комплектующих изделий, заменяемых в ходе проведения модернизации оборудования, руб.
Цобнемод =150000+50334,5–34000=166334,5 руб.
5.3 Расчет экономического эффекта от проведения модернизации
Расчет изменения трудоемкости
Снижение трудоемкости, ∆
Т, % рассчитывается по формуле:
 (5.6)
(5.6)
где tштмод
– штучное время на обработку детали с использованием модернизированого оборудования, мин/шт.;
tштбаз
– штучное время при использовании базовой модели оборудования, мин/шт.
 %
%
Расчет необходимого количества оборудования и его загрузки
Расчетное количество оборудования
Расчетное количество базового и модернизированного оборудования (С расч
) рассчитывается по формуле:
 (5.7) (5.7)
где Nвып
– годовая программа выпуска деталей, шт./год;
Fдейст
– действительный годовой фонд времени работы оборудования, час/год.
 (5.8)
(5.8)
где Kрн
– коэффициент потерь времени на ремонт и наладку (принимаем
Крн
=
0,95);
Fном
– номинальный фонд годового времени работы оборудования, час/год;
 (5.9)
(5.9)
где hсмен
– количество смен в день, смен;
Fсмен
– количество часов работы в смену, час/смен;
1 – сокращенная продолжительность смен в предпраздничные дни, час;
Fном дн
– номинальный фонд годового времени работы оборудования, в днях, дн/год.
 (5.10) (5.10)
где Dкален
– количество календарных дней в году, дней;
Dвых
– количество выходных дней в году, дней;
Dпразд
– количество праздничных дней в году, дней;

 час/год
час/год
 час/год час/год


Принятое количество оборудования (С прин)
Сприн баз
= 2
Сприн мод
= 1
Загрузка оборудования
Загрузка оборудования (Кзагр
, %) рассчитывается по формуле:
 (5.11) (5.11)


Расчет годовой производительности единицы оборудования и ее изменения
Годовая производительность единицы оборудования
Годовая производительность единицы оборудования (Пр, шт./год) рассчитывается по формуле:
 (5.12) (5.12)
 шт./год
шт./год
 шт./год
шт./год
Коэффициент роста производительности оборудования
Коэффициент роста производительности оборудования (Кпр
) рассчитывается по формуле:
 (5.13) (5.13)
Расчет капитальных вложений
Расчет капитальных вложений в оборудование
Капитальные вложения в оборудование (Коб, руб.) рассчитываются по формуле:
 (5.14) (5.14)
где Цоб
– стоимость оборудования,руб.
  руб. руб.
руб.
Капитальные вложения в здание
Капитальные вложения в здание (К зд, руб.)определяются по формуле:
Кзд =Цзд∙Sоб∙Kдоп∙Cпр, (5.15)
гдеЦзд–стоимость 1 м² здания, руб./м²
Sоб– площадь здания, занимаемая единицей оборудования, м²
Kдоп – коэффициент, учитывающий дополнительную производственную площадь.
К здбаз = 4000·5·1,2·2=48000 руб.
К здмод = 4000∙5∙1,2∙1=24000 руб.
Капитальные вложения суммарные
Суммарные капитальные вложения (К, руб.) определяются по формуле:
К=Коб,+К зд, (5.16)
Кбаз=300000+48000=348000 руб.
Кмод=166334,5+24000=190334,5 руб.
Расчет технологической себестоимости годового выпуска изделий
Расчет годовой заработной платы с отчислениями
Годовая заработная плата с отчислениями (Сзп
,
руб./год) рассчитывается по формуле:
 (5.17)
(5.17)
где ЧТС – часовая тарифная ставка, руб./час;
К дз
– коэффициент, учитывающий дополнительную заработную плату;
К урал
– районный коэффициент;
К сн
– коэффициент отчислений на социальные нужды;
 руб./год руб./год
 руб./год руб./год
Расчет годовых затрат на электроэнергию
Годовые затраты на электроэнергию (Сэл
, руб./год) рассчитываются по формуле:
 (5.18)
(5.18)
где Ц э
– стоимость 1 кВт час электроэнергии, руб./кВт-час;
М об
– мощность электродвигателей, потребляемая единицей оборудования, кВт;


Расчет годовых амортизационных отчислений для оборудования
а) Годовые амортизационные отчисления для оборудования (Самоб
, руб./год) рассчитываются по формуле:
 (5.19) (5.19)
гдеНа
– норма годовых амортизационных отчислений для данного вида оборудования, %

б) Амортизационные отчисления для здания
Годовые амортизационные отчисления для здания (Самзд, руб./год) определяются по формуле:
Самзд=Кзд∙Назд/100, (5.20)
где Назд – норма годовых амортизационных отчислений для здания, %
Самздбаз=48000∙2,5/100=1200
Самздмод=24000∙2,5/100=600
в) Амортизационные отчисления суммарные (С
ам,
руб./год) рассчитываются по формуле:
Сам= Самоб
+Самзд (5.21)
Сам баз=30000+1200=31200 руб./год
Сам мод=16633,45+600=17233,45 руб./год
Расчет годовых затрат на текущий ремонт оборудования
а) Затраты на текущий ремонт оборудования
Годовые затраты на текущий ремонт оборудования, (Сремоб
, руб./год) рассчитываются по формуле:
 (5.22) (5.22)
где Нрем
– норма годовых затрат на текущий ремонт оборудования, %


б) Затраты на текущий ремонт здания
Годовые затраты на текущий ремонт здания (Сремзд,руб./год) рассчитываются по формуле:
Сремзд=Кзд∙Нремоб/100, (5.23)
где Нремоб – норма годовых затрат на текущий ремонт здания,
Сремздбаз=48000∙1/100=480 руб./год
Сремздмод=24000∙1/100=240 руб./год
в) Затраты на текущий ремонт суммарные
Годовые суммарные затраты на текущий ремонт (С
рем
,
руб./год) определяются по формуле:
Срем= Сремоб
+Сремзд (5.24)
Срембаз=9000+480=9480 руб./год
Среммод=4990,03+240=5230,03
Затраты на содержание здания
Расчет годовых затрат на содержание здания (Ссодзд, руб./год) ведется по формуле:
Ссодзд =Кзд∙Нсодзд /100, (5.25)
где Нсодзд– норма годовых затрат на содержание здания, %
Ссодздбаз=48000∙3/100=1440 руб./год
Ссодздмод=24000∙3/100=720 руб./год
Расчет годовых затрат на инструмент
Годовые затраты на инструмент, (Синстр
, руб./год) рассчитываются по формуле:
 ,
(5.26) ,
(5.26)
где Цинстр
– цена инструмента, руб./шт.;
Ринстр
– годовой расход инструмента, шт./год.
Годовой расход инструмента (Ринстр
,
шт./год)
определяется по формуле:
 , (5.27) , (5.27)
где Т
сл инстр
– срок службы инструмента, мин.
 шт./год шт./год
 шт./год шт./год
 руб./год руб./год
 руб./год руб./год
Расчет технологической себестоимости годового выпуска изделий
Технологическая себестоимость годового выпуска изделий, (Стехн
, руб./год) рассчитывается по формуле:
 ,
(5.28) ,
(5.28)
 руб./год руб./год
 руб./год руб./год
Таблица 5 – Затраты на годовой выпуск деталей с использованием базового и модернизированного оборудования
| Статьи затрат |
Затраты, руб./год |
| Базовый вариант |
Модерн. вариант |
| 1. Заработная плата с отчислениями |
88389 |
77782,32 |
| 2. Затраты на электроэнергию |
14639,49 |
12793,07 |
| 3. Амортизационные отчисления |
31200 |
17233,45 |
| 4. Затраты на текущий ремонт |
9480 |
5230,03 |
| 5. Затраты на содержание здания |
1440 |
720 |
| 6. Затраты на инструмент |
35937,5 |
31625 |
| Итого |
181085,99 |
145383,87 |
Штучная технологическая себестоимость
Штучная технологическая себестоимость (Сшт техн
, руб./шт.) рассчитывается по формуле:
 (5.29) (5.29)


Расчет годовой экономии от снижения себестоимости
Экономия от снижения себестоимости, (Сизм
,
руб./год) рассчитывается по формуле:
 (5.30) (5.30)

Расчет приведенных затрат
Годовые приведенные затраты
Годовые приведенные затраты, (Зприв год
, руб./год) рассчитываются по формуле:
 (5.31) (5.31)
где Е н
– нормативный коэффициент эффективности капитальных вложений, руб./год/руб.;


Удельные приведенные затраты
Удельные приведенные затраты, (Зприв уд
, руб./год) рассчитываются по формуле:
 (5.32) (5.32)


Расчет годового экономического эффекта
Годовой экономический эффект (Эгод
, руб./год) рассчитывается по формуле:
 (5.33) (5.33)

Результаты расчетов проекта сведены в таблицу 6
Таблица 6 – Технико-экономические показатели проекта
| Показатели |
Единица
измерения
|
Базовый
вариант
|
Модерн.
вариант
|
| 1 Годовая программа |
шт./год |
25000 |
25000 |
| 2 Штучное время |
мин/шт |
5 |
4,4 |
| 3 Снижение трудоемкости |
% |
13,63 |
| 4 Количество оборудования |
ед |
2 |
1 |
| 5 Годовая производительность оборудования |
шт./год |
22480 |
25546 |
| 6 Коэффициент роста производительности оборудования |
1,13 |
7 Капитальные вложения в т.ч.:
– в оборудование;
– в здание
|
руб.
|
348000
300000
48000
|
190335
166335
24000
|
| 8 Технологическая себестоимость годового выпуска
|
руб./год |
181086 |
145384 |
| 9 Экономия от снижения себестоимости |
руб./год |
35702 |
| 10 Годовые приведенные затраты |
руб./год |
233286 |
173934 |
| 11 Годовой экономический эффект |
руб./год |
59352 |
6. Безопасность труда
6.1 Анализ и обеспечение безопасных условий труда
Повышение технической оснащенности, применение новых материалов и конструкций, увеличение скоростей и мощностей машин оказывают влияние на характер и частоту несчастных случаев и заболеваний на производстве.
Ликвидация производственного травматизма и профессиональных заболеваний требует проведения работ и исследований, а также постоянного контроля технологических агрегатов, обеспечивающих противопожарную безопасность, состояние воздушной среды и других факторов, оказывающих неблагоприятное влияние на работающих.
Правильное освещение обеспечивает возможность нормальной производственной деятельности. Сохранность зрения человека, состояние его центральной нервной системы и безопасность на производстве в значительной мере зависит от условий освещения. От освещения также зависят производительность труда и качество выпускаемой продукции.
Естественное освещение какой-либо точки в помещениях характеризуется коэффициентом естественной освещенности, который принимается в пределах от 1 до 5% (СНиП 23–05–95), фактическое значение коэффициента естественной освещенности составляет 2%. При неудовлетворительном освещении зрительная способность глаза снижается, и могут появиться близорукость, резь в глазах катаракта, головные боли.
В механическом цехе, где установлен станок, рекомендуется общее освещение. Конструкция самого станка предусматривает местное освещение лампами мощностью от 150 до 200 Вт, которое соответствует нормам освещенности на рабочем месте по СН и П 23–05–95. Естественное освещение помещений осуществляется через световые проемы и выполнено в виде бокового освещения. В темное время суток, а также при недостаточном естественном освещении предусматривается искусственное освещение при помощи люминесцентных ламп, как в помещениях, так и на открытых площадках, проездах и т.п. Электрический свет не только заменяет естественное освещение, но и облегчает труд, снижает усталость
Наличие на предприятии значительного количества легковоспламеняющихся и горючих жидкостей, твердых сгораемых материалов, большого количества емкостей и аппаратов, в которых находятся пожароопасные продукты под давлением, разветвленная сеть трубопроводов с запорно-пусковой и регулирующей арматурой и большая оснащенность электроустановками, является основной причиной повышения пожарной опасности. Пожары могут возникнуть и из-за нарушения технологического режима. Это связано с большим разнообразием и сложностью технологических процессов, так как помимо операций механической обработки материалов и изделий включают процессы очистки и обезжиривания, сушки и окраски, связанные с использованием веществ, обладающих высокой пожароопасностью. По степени взрывоопасности цех относится к категории Д – помещения и здания, где обращаются технологические процессы с использованием твердых негорючих веществ и материалов в холодном состоянии (механическая обработка металлов). С позиции пожарной безопасности цех относится к 3 классу опасности.
Основы противопожарной защиты предприятий определены стандартами (ГОСТ 12.1.004–88). Этими стандартами возможная частота пожаров допускается такой, чтобы вероятность возникновения в течение года не превышала 10-6
.
В целях пожарной безопасности необходимо соблюдение мер по пожарной безопасности: строительно-планировочные; технические; способы и средства тушения пожаров; организационные.
Строительно-планировочные меры определяются огнестойкостью зданий и сооружений (выбор материалов конструкций: сгораемые, несгораемые, трудносгораемые) и пределом огнестойкости – это количество времени, в течение которого под воздействием огня не нарушается несущая способность строительных конструкций вплоть до появления первой трещины.
Все строительные конструкции по пределу огнестойкости подразделяются на 8 степеней от 1/7 ч до 2 ч. (количество времени, в течение которого под воздействием огня не нарушается несущая способность строительных конструкций вплоть до появления первой трещины).
Для данного цеха используются материалы с пределом стойкости от 1–5 степеней. В зависимости от степени огнестойкости определяются наибольшие дополнительные расстояния от выходов для эвакуации при пожарах (5 степень – 50 м).
Для пожарной безопасности предусматривается такое устройство внутризаводских дорог, которое должно обеспечивать беспрепятственный удобный проезд пожарных автомобилей к любому зданию. Возникновение пожара в зданиях сопровождается выделением большого количества дыма. Удаление газов и дыма из помещений следует производить через оконные проемы, дымовые люки.
Механический цех, где установлен проектируемый станок, рекомендуется оборудовать автоматическими средствами обнаружения пожаров, а так же предусмотреть наличие огнетушителей типа ОХВП-10 из расчета один огнетушитель на 50 м2
площади цеха и бака для воды из расчета на трехчасовое тушение пожара. Для осуществления тушения загорания водой в системе автоматического пожаротушения рекомендуется использовать устройства спринклеры и дренкеры. Их недостаток – распыление происходит на площади до 15 м2
.
Также необходима организация пожарной охраны на предприятии, военизированная структура, которая подчиняется МВД. Ответственный директор, главный инженер. В ведении главного инженера находится пожаротехническая комиссия, которую он возглавляет.
Работа станка сопровождается шумом и вибрацией. Уровень шума достигает от 80 до 90 дБА, что оказывает вредное влияние на организм рабочего и производительность труда. Утомление рабочего из-за сильного шума увеличивает число ошибок при работе, способствует возникновению травм. Предельно допустимый уровень шума – 85 дБА по ГОСТ-12.1.003–83.
Для уменьшения шума в станке предлагается применять принудительную смазку трущихся поверхностей, а так же балансировку вращающихся элементов станка. Также возможно снижение шума в источнике его возникновения путем замены коробки подач на вариант безударного действия. Снижение шума: 10–40 дБА.
Вибрация может и не вызывать болезненных ощущений, но затрудняет проведение производственных процессов. Однако продолжительное её воздействие может быть причиной возникновения виброболезни. Виброболезнь относится к основным профессиональным заболеваниям, эффективное лечение которых возможно лишь на ранних стадиях.
Для уменьшения вибраций, возникающих при работе на станке, во время установки оборудования ставят под станок виброопоры.
Проектируемый нами станок работает от электрической сети, напряжение 380 В. В связи с этим существует опасность поражения рабочего электрическим током в результате несоблюдения установленных требований или неумелом обращении с электрооборудованием. Электрооборудование, находящееся в цехе, должно имеет брызгозащитное, закрытое обдуваемое исполнение. Для защиты от поражения электрическим током на проектируемом станке предусматриваем защитное заземление, сопротивление которого 4 Ом. Принцип действия заземления: снижение напряжения между корпусом, оказавшимся под напряжением (в случае аварийной ситуации) и землей, до безопасной величины. Кнопки на пульте управления защищаем от попадания масла и различной пыли на контакты, что предотвратит короткое замыкание.
Работая на металлорежущем станке, рабочий может получить травму с тяжелыми последствиями, в зависимости от фактора, из-за которого произошла травма. К числу таких факторов относятся открытые вращающиеся элементы: режущий инструмент, обрабатываемая деталь, зубчатые и ременные передачи, стол станка и рукоятка управления. Особая опасность создается в случаях, когда возможен захват одежды рабочего движущими частями. В связи с этим необходимо использовать защитные ограждения и кожухи.
В целях удобства эксплуатации рекомендуется применять механизм переключения скоростей селективного действия Переключение скоростей в нем осуществляется при помощи одной рукоятки
Рабочие в процессе производственной деятельности обеспечиваются специальной одеждой для защиты от общих производственных загрязнений по ГОСТ 12.4.609–82 тип А, тип Б и полусапогами мужскими по ГОСТ 12.4.164–85.
Микроклимат на рабочем месте характеризуется: температурой; относительной влажностью; скоростью движения воздуха на рабочем месте; интенсивностью теплового излучения; барометрическим давлением.
Фактические значения параметров микроклимата в помещении цеха следующие:
– в холодный период года: температура воздуха 18С; относительная влажность воздуха 40%; скорость движения воздуха 0,3 м/с;
– в теплый период года: температура воздуха 23С; относительная влажность воздуха 60%; скорость движения воздуха 0,2 м/с;
Несоответствие микроклиматических условий для рабочей зоны согласно ГОСТ 12.1.005–88 может привести к ухудшению здоровья рабочего. При воздействии высокой температуры воздуха, интенсивного теплового излучения возможен прогрев организма. Особенно неблагоприятные условия возникают в том случае, когда наряду с высокой температурой в помещении наблюдается повышенная влажность, ускоряющая возникновение перегрева организма. Вследствие резких колебаний температуры в помещении, сквозняков на производстве могут быть простудные заболевания.
Нормативные показатели микроклимата: давление – от 550 до 950 мм рт. ст., относительная влажность воздуха – от 40 до 60%, скорость движения воздуха – от 0,2 до 0,5 м/с и оптимальная окружающая температура – от 19 до 25º С.
Для создания нормальных микроклиматических условий в цехе предусматриваем механическую приточно-вытяжную вентиляцию. В этой системе воздух подается в помещение приточной вентиляцией, а удаляется вытяжной вентиляцией, работающими одновременно. Достоинством механической вентиляции относительно естественной является: независимость от погодных условий; наличие систем очистки. Недостатком – затраты при проектировании.
Для обогрева помещений в холодное время года предусматриваем системы водяного и воздушного отопления. Система отопления компенсирует потери теплоты через строительные ограждения, а также нагрев проникающего в помещение холодного воздуха, поступающих материалов и транспорта.
Технологический процесс сопровождается выделением в воздух производственных помещений вредных веществ – паров, газов, твердых и жидких частиц. При механической обработке и уборке помещений образуется стальная пыль. Предельно допустимая концентрация стальной пыли составляет 2 мг/м3
(ГОСТ 12.1.005–88). Фактическая концентрация стальной пыли 3 мг/м3
.
В целях оздоровления воздушной среды рекомендуется проводить среднюю очистку (концентрация 100 – 1 мг/м3
вредных веществ) с применением фильтров и пылеуловителей
Фильтры – устройства, в которых для очистки воздуха используются материалы, способные осаживать или задерживать пыль
Очистка воздуха при использовании пылеуловителя осуществляется за счет действия сил тяжести и сил инерции.
6.2 Расчет защитного заземления
Защитным заземлением называется преднамеренное электрическое соединение с землей или ее эквивалентом металлических нетоковедущих частей, которые могут оказаться под напряжением /9/.
Корпуса электрических машин и другие нетоковедущие части могут оказаться под напряжением при замыкании их токоведущих частей на корпус. Если корпус при этом не имеет контакта с землей, прикосновение к нему также опасно, как и прикосновение к фазе. Если же корпус заземлен, он окажется под напряжением (Uз
, В), равным:
U3
= I3
R3,
(6.1)
где U3
-напряжение заземления, В;
I3
-ток, стекающий в заземление, А;
R3
-сопротивление стекающего тока, Ом.
Человек, касающийся этого, корпуса попадает под напряжение прикосновения (Uпр
,
В), равным:
Uпр
= U3
1
2,
(6.2)
где Uпр
– напряжение прикосновения, В;
1
– коэффициент напряжения прикосновения;
2
– коэффициент напряжения.
Выражение показывает, что чем меньше R3
и 1
,
тем меньше ток через человека, стоящего на земле и касающегося корпуса оборудования, который находится под напряжением. Таким образом, безопасность обеспечивается путем заземления корпуса заземлителем, имеющем малое сопротивление заземления R3
и малый коэффициент напряжения прикосновения 1
.
Защитное заземление может быть эффективно только в том случае, если ток замыкания на землю не увеличивается уменьшением сопротивления заземления. Это возможно в сетях с изолированной нейтрально, где при глухом замыкании на землю или на заземленный корпус ток не зависит от проводимости (или сопротивления) заземления.
Чтобы уменьшить шаговые напряжения за пределами контура, в грунт закладывают специальные шины.
Расчетный ток замыкания на землю – наибольший возможный в данной электроустановке ток замыкания на землю.
В сетях напряжением до 1000 В ток однофазного замыкания на землю не превышает 10 А, так как даже при самом плохом состоянии изоляции и значительной емкости сопротивления фазы относительно земли не бывает менее 100 Ом (Z
100 Ом). Отсюда ток замыкания на землю, Ih
,А, в сети напряжением 380 В равен:
 .
(6.3) .
(6.3)
В «Правилах безопасной эксплуатации электроустановок» нормируются сопротивления заземления в зависимости от напряжения электроустановки.
В электроустановках напряжением до 1000 В сопротивление заземления должно быть не выше 4 Ом.
Цель расчета заземления – определить число и длину вертикальных элементов, длину горизонтальных элементов (соединительных шин) и разместить заземлители на плане электроустановки, исходя из регламентированных Правилами значений допустимых сопротивлений заземления, напряжения прикосновения и шага, максимального потенциала заземлителя или всех указанных величин.
Расчет простых заземлителей производится в следующем порядке:
– определяется расчетный ток замыкания на землю, принимаем Ih
=11,4 A, что обосновано выше;
– определяется расчетное удельное сопротивление грунта с учетом климатического коэффициента
расч
= изм
, (6.4)
где изм
= 1102
– удельное сопротивление грунта (для суглинков);
= 1,8 – климатический коэффициент (при влажности 10–12%).
расч
= 1102
1,8 = 180 Омм;
– сопротивление естественных заземлителей Re
=5,7 Ом;
– определяется сопротивление искусственного заземлителя, если считать, что искусственные и естественные заземлители соединены параллельно и общее их сопротивление не должно превышать норму R3
,
Ом:
 , (6.5) , (6.5)
Так как к заземляющему устройству присоединяется корпус оборудования напряжением до 1000 В, сопротивление заземляющего устройства должно удовлетворять двум условиям:  и R3
4 Ом. По первому условию и R3
4 Ом. По первому условию
 , принимаем R3
= 4 Ом как наименьшую. , принимаем R3
= 4 Ом как наименьшую.
 . .
– сопротивление одиночного вертикального заземлителяRст.од
, Ом, рассчитывается по формуле:
 ,
(6.6) ,
(6.6)
где d= 0,035 м – эквивалентный диаметр стержней;
l= 2,5 м длина стержня;
Н = 2,25 м – глубина заложения от середины заземлителя до поверхности грунта;
 =
57,3. =
57,3.
– предварительно разместив заземлители на плане, определим число вертикальных заземлителей и расстояния между ними, по этим данным определяем коэффициент использования вертикальных стержней ст
.
Длина соединительной полосы (шины) равна периметру прямоугольника 31 м2,
т.е. 8 м. Вертикальные стержни размещаются по углам прямоугольника, всего 4 стержня, ст
= 0,66.
Сопротивление соединительных полос Rn
,Ом, с учетом коэффициента использования полосы n
= 0,45, рассчитывается по формуле:
 ,
(6.7) ,
(6.7)
где l = 8 м – длина шины;
b = 0,1 м – ширина шины;
H= 1 м – глубина заложения;
 = 25,61 Ом = 25,61 Ом
– требуемое сопротивление растеканию вертикальных стержней, Rcm
,
Ом, рассчитывается по формуле:
 , (6.8) , (6.8)
 . .
– окончательно определяется число n, шт., вертикальных стержней:
 ,
(6.9) ,
(6.9)
 =
3,08 3. =
3,08 3.
Проведенные расчеты показали, что 4 штуки вертикальных стержней обеспечивают надежное заземление и предупреждение несчастного случая на участке.
6.3 Возможные чрезвычайные ситуации на объекте
В процессе осуществления трудовой деятельности существует опасность возникновения чрезвычайной ситуации /10/.
Чрезвычайная ситуация (ЧС) – внешне неожиданная, внезапно возникающая обстановка, которая характеризуется резким нарушением установившегося процесса, оказывающая значительное отрицательное влияние на жизнедеятельность людей, функционирование экономики, социальную сферу и окружающую среду.
Под источником чрезвычайной ситуации понимают опасное природное явление, аварию или опасное техногенное происшествие, распространение инфекционных заболеваний, в результате чего произошла или может возникнуть ЧС.
Для предупреждения возникновения пожара необходимо оборудовать помещение производственного цеха средствами пожарной сигнализации. Наиболее надежной системой пожарной сигнализации является электрическая пожарная сигнализация. Наиболее совершенные виды такой сигнализации дополнительно обеспечивают автоматический ввод в действие предусмотренных на объекте средств пожаротушения.
Для ликвидации начинающихся очагов пожара силами персонала, помещение оборудовано по действующим нормам первичными средствами пожаротушения, пожарным ручным инструментом и пожарным инвентарем. Для тушения электроустановок под напряжением до 380 В. Предусмотрено применение углекислотных (ОУ-2, ОУ-5, ОУ-8) или углекислотно-бромэтиловых огнетушителей (ОУБ-3, ОУБ-7). При возникновении пожара необходимо вызвать пожарную команду и отключить электропитание, эвакуацию людей производить через входные двери и запасные выходы. При тушении пожара следует учитывать недопустимость применения воды, так как это может стать причиной возникновения коротких замыканий и поражений электрическим током.
Возможные ЧС на объекте при сходе с рельса емкости содержащий хлор.
6.4 Оценка химической обстановки на объектах при выбросах сильнодействующих ядовитых веществ
Хлор
При нормальных условиях этот газ желто-зеленого цвета с резким раздражающим запахом. При обычном давлении затвердевает при температуре -101 ºС и сжижается при температуре – 34 °С. Плотность газообразного хлора примерно в 2,5 раза больше плотности воздуха, вследствие чего хлор стелиться по земле, скапливается в низинах, подвалах, колодцах, тоннелях, по берегамрек, озер /19/.
Используется он в производстве хлорорганических соединений, применяется для отбеливания тканей и бумажной массы, обеззараживания питьевой воды, как дезинфицирующее средство и в других отраслях промышленности.
Следует помнить, что предельно допустимые концентрации (ПДК) хлора в атмосферном воздухе следующие:
-среднесуточная концентрация вещества в атмосфере населенных мест – 0,03 мг/м3
;
-предельно-допустимая максимальная разовая концентрация вещества в атмосфере населенных мест – 0,1 мг/м3
;
– ориентировочный безопасный уровень воздействия вещества в воздухе рабочей зоны – 1 мг/м3
/Н.Ф. Измеров, В.И. Саноцкий, К.К. Сидоров, 1997/.
Поражение возможно в основном через дыхательные пути, в меньшей степени – вследствие попадания капель на незащищенную кожу и слизистые оболочки. Оказывает сильное раздражающее действие на слизистую верхних дыхательных путей.
В легких случаях пораженные жалуются на першение в горле, жжение и чувство стеснения в груди, охриплость голоса, сухой кашель, затрудненное дыхание, легкая синюшность губ, резь в глазах, слезотечение.
При отравлениях средней тяжести наблюдается выраженная синюшность, дыхание учащенное, мучительный сухой лающий кашель («хлорный кашель»), в легких сухие и влажные хрипы.
В тяжелых случаях возможно развитие бронхита, бронхопневмонии; общее состояние тяжелое, выраженная синюшность, кашель, одышка, повышение температуры. Наибольшую опасность представляет возможность развитие отека легких: увеличивается одышка, дыхание клокочущее, отделение слизистой мокроты и пенистой жидкости желтовато-розового цвета, учащенное сердцебиение, в легких большое количество влажных хрипов.
В очень тяжелых условиях отравления может наступить молниеносная смерть в результате рефлекторной остановки дыхания. Иногда дыхание останавливалось через 5–25 минут после вдыхания газа нередко смерть наступает от химического ожога легких.
Первая медицинская помощь в очаге поражения, осуществляемая в порядке само и взаимопомощи:
– промыть глаза водой, лучше 2% раствором питьевой соды;
– надеть противогаз или ватно-марлевую повязку, смоченную 2% раствором питьевой соды;
-обработать пораженные участки кожи мыльным. раствором;
-немедленно покинуть очаг поражения, лучше транспортными
средствами.
Планирование мероприятий по защите от сильнодействующих ядовитых веществ при производственных авариях
План организационных мероприятий включает:
- организацию и поддержание в постоянной готовности системы оповещения рабочих и служащих объекта и проживающего вблизи населения об опасности поражения СДЯВ и порядок доведения до них установленных сигналов оповещения;
- согласование с местным управлением по делам ГО и ЧС вопросов ис -
пользования в случае необходимости формирований других объектов
и городских средств оповещения. Порядок представления донесений
о возникновении очагов поражения;
- обучение личного состава формирований гражданской обороны объекта выполнению конкретных работ по ликвидации очагов заражения, образованных СДЯВ, которые имеются на объекте;
- накопление для обеспечения всех рабочих и служащих объекта, хранение и поддержание в готовности средств индивидуальной защиты (промышленных противогазов определенных марок, изолирующих и гражданских противогазов, средств защиты кожи;
- изыскание полупродуктов, продуктов и отходов производства, при -
годных для дегазации СДЯВ, подготовка необходимого оборудования для приготовления дегазирующих растворов и их подачи к местам возможных аварий, приспособление техники и приборов для проведения дегазационных работ.
К основным мероприятиям инженерно-технического характера, которые предусматриваются в плане, относятся следующие:
– оборудование емкостей, коммуникаций и производственных установок со СДЯВ автоматическими и ручными устройствами, предотвращающими утечку СДЯВ в случае аварии (клапаны отеекатели, клапаны избыточного давления, терморегуляторы, перепускные или сбрасывающие устройства и т.д.);
– возможное усиление конструкций емкостей и коммуникаций со СДЯВ или устройство над ними ограждений для защиты от повреждения обломками строительных конструкций при аварии (особенно на пожаро- и взрывоопасных предприятиях);
– строительство под хранилищами с некоторыми ядовитыми веществами подземных резервуаров с водой для приема СДЯВ, чаш, ловушек (аварийных амбаров) и направленных стоков;
- рассредоточение запасов СДЯВ, строительство для них заглубленных, или полузаглубленных хранилищ;
- оборудование рабочих помещений объекта средствами аварийной
сигнализации.
В плане по ликвидации последствий аварии предусматриваются следующие мероприятия:
- оповещение личного состава формированной о немедленном сборе;
- проведение разведки очага заражения и обозначение границ;
- оцепление очага заражения;
- проведение непрерывного метеорологического наблюдения и порядок информации о направлении движения паров СДЯВ (облака зараженного воздуха);
- укрытие в защитных сооружениях или вывод за границы очага заражения рабочих, служащих и населения;
- проведение спасательных работ и оказание медицинской помощи пострадавшим;
- проведение неотложных аварийно-восстановительных работ по ликвидации (локализации) аварии;
- проведение работ по дегазации СДЯВ в местах его выделения в атмосферу и на путях распространения паров;
- дегазация территории, сооружений и оборудования;
- полная специальная обработка.
Организация нейтрализации и обеззараживания СДЯВ Локализация зоны химического заражения на пути распространения ядовитого облака производится водяной завесой с помощью пожарных машин. Личный состав одевает средства индивидуальной защиты,
Вылившиеся СДЯВ засыпают слоем сыпучих материалов:
– землей;
- песком;
- шлаком
причем слой должен быть 15–25 см.
В дальнейшем этот материал собирают в специальные емкости и вывозят в специальные места – площадки обеззараживать.
Грунт, зараженный горючим СДЯВ, заливают керосином и выжигают.
Такие работы проводят и нейтрализующими растворами.
В зимнее время, если есть снег, его сгребают в кучи, валы, грузят снегопогрузчиком на транспортные средства и вывозят в отведенные места.
Все работы проводят без перерыва до полного их завершения:
1)Организация прямой (телефонной) связи между диспетчерами объектов и оперативным дежурным ГЗГТУ – городского запасного пункта управления;
2)с получением данных дежурный ГЗПУ в любое время суток через РТУ (радиотехническое управление) передает речевое сообщение;
3)для дублирования сигналов оповещения предусмотрено задействовать машины милиции с громкоговорящими установками, направляя их по заранее определенным маршрутам.
4) на объекте устанавливаются аварийные пускатели в различных местах.
Кто первый обнаружил утечку СДЯВ при помощи пускателя подает сигнал тревоги, который поступает:
-к диспетчеру объединения;
-на газоспасательную станцию;
-в военизированную пожарную команду;
-в медико-санитарную часть.
Оценка химической обстановки на объектах, имеющих сильнодействующие ядовитые вещества
Оценка химической обстановки на объектах включает:
1) определение размеров и площади зоны химического заражения;
2) определение времени подхода зараженного воздуха к объекту;
3) определение времени поражающего действия;
4) определение границ возможных очагов химического поражения;
5) определение возможных потерь людей в очагах химического поражения.
Определение размеров и площади зоны химического заражения
Глубина распространения облаков зараженного воздуха с поражающими концентрациями СДЯВ на открытый местности, км. (емкости обвалованы, скорость ветра 1 м/с). На объекте находится 10 тонн хлора, при инверсии находим по таблице 1, глубина распространения облаков зараженного воздуха составляет 49 км. По таблице 2 определяем поправочный коэффициент для скорости ветра 3 м/с, он равен 0,45. Глубина распространения облака зараженного воздуха равна
49·0,45=12,5 км
В соответствии с примечание к таблице 1 глубина распространения зараженного воздуха уменьшаем в 1,5 раза. Следовательно, искомая глубина будет равна:
12,5: 1,5=8 км
Определяем ширину зоны химического заражения.
Ширина (Ш) зоны химического заражения зависит от степени вертикальной устойчивости воздуха и определяется по следующему соотношению:
Ш= 0,03 г. при инверсии
где Г – глубина распространения облака зараженного воздуха с поражающей концентрацией в км.
Ш=0,03·Г=0,03·8=0,24 км
Площадь заражения определяется по таблице 3.
При глубине 8 которым она составляет 0,96 км.
Определение времени подхода зараженного воздуха к объекту
Время подхода облака СДЯВ к заданному объекту зависит от скорости переноса облака воздушными потоками и определяется по формуле:
t=X/V,
где X– расстояние от источника заражения до заданного объекта в км;
V– скорость переноса переднего фронта облака зараженного воздуха, км/ч (по таблице 4)
Объект расположен на расстоянии 1 км от города, метеоусловия: инверсия, скорость ветра 1 м/с.
Для скорости ветра 1 м/с в условиях инверсии по таблице 4 находим, что скорость переноса переднего фронта облака зараженного воздуха составляет 5 км/ч.
Время подхода облака зараженного воздуха к городу:
t=1/5=0,2 часа
Определение времени поражающего действия
Время поражающего Действия СДЯВ зависит от времени его испарения из поврежденной емкости или с площади разлива. Время испарения некоторых СДЯВ при скорости ветра 1 м/с приведено в таблице 5. Значение поправочного коэффициента «К», учитывающего время испарения СДЯВ в зависимости от скорости ветра, приведены в таблице 6.
На объекте в результате взрыва произошло разрушение обвалованной емкости с хлором. Скорость ветра 1 м/с.
По таблице 5 находим, что время поражающего действия хлора (время испарения) при скорости 1 м/с равно 22 часов. По таблице 6 находим поправочный коэффициент для скорости ветра 1 м/с, он равен 1.
Заключение
Результаты модернизации поперечно–строгального станка модели 7307 можно сформулировать в виде следующих выводов:
– изменена кинематика коробки скоростей, что позволило обеспечить необходимые частоты двойных ходов для повышения производительности станка;
– произведена модернизация коробки подач станка;
– произведена модернизация узла ползуна;
– произведена модернизация узла суппорта;
– произведена модернизация кулисного механизма путем введения дополнительной детали – подшипников качения
Проведенные мероприятия по модернизации станка обеспечили повышение производительности в 1,13 раз, снижение трудоемкости на 13,63%, снижение штучного времени 5,00 мин до 4,4 мин. Экономия от снижения себестоимости составила 35702 руб./год, годовой экономический эффект 59352 руб./год.
Список использованных источников
1 В.Т. Полуянов Технологическая модернизация металлорежущих станков: – Свердловск: Уральский рабочий, 1961, – 370 с.
2 Чернов Н.Н. Металлорежущие станки: Учебник для машиностроительных техникумов. – М.: Машиностроение, 1978. – 389 с.
3 Справочник технолога-машиностроителя. В 2-х т. Т. 2/ Под ред. А.Г. Косиловой и др. – М.: машиностроение, 1985. – 496 с.
4 Проектирование металлорежущих станков и станочных систем: Справочник-учебник Т.2: Расчет и конструирование узлов и элементов станков / Под. ред. А.С. Проникова - М.: МГТУ им. Баумана; Машиностроение, 1995.-320 с.
5 Обработка резанием, металлорежущий инструмент и станки: Учебник/ В.А. Гапонкин, Л.К. Лукашев, Т.Г. Суворова – М.: Машиностроение, 1990.-448 с.
6 Справочник конструктора-машиностроителя: в 3-х т.: Т. 2. – 8-е изд., перераб. и доп. Под ред. И.Н. Жестковой. – М.: Машиностроение, 2001. – 912 с.
7 Обработка металлов резанием: Справочник технолога /А.А. Панов, В.В. Аникин, Н.Г. Бойм и др.; Под общей редакцией Панова. – М.: Машиностроение, 1988. – 736 с.
8 Бабин М.Б., Котов В.Ф. Методические указания к курсовой работе по организации производства. – Оренбург: ОГУ, 1997 – 49 с.
9 Охрана труда в электроустановках: Учебник для вузов / Под ред. Б.А. Князевского. – М.: Энергоатомиздат, 1983. – 287 с.
10 Долина П.А. Справочник по технике безопасности. – М.: Энергия, 1993. – 149 с.
11 Бушуев В.В. Тенденции развития мирового станкостроения // СТИН. – 2000. – №9. – С. 20–24.
12 Дунаев П.Ф., Леликов О.П. Конструирование узлов и деталей машин. – М.: «Высшая школа», 2000. – 445 с.
13 Мамет О.П. Краткий справочник конструктора-станкостроителя. – 2-е изд., перераб. и доп. – М.: Машиностроение, 1964. – 613 с.
14 Модернизация строгальных, долбёжных и протяжных станков / Под ред. А.Е. Прокоповича. – М.: МАШГИЗ, 1957. – 178 с.
15 Перель Л.Я. Подшипники качения. Расчет, проектирование и обслуживание. Справочник. – М., Машиностроение, 1983. – 543 с.
16 Руководство по эксплуатации поперечно-строгальных станков мод. 7307. Оренбургский станкостроительный завод.
17 Справочник технолога-машиностроителя. В 2-х Т. - Т.2 / Под ред. А.Г. Косиловой и Р.К. Мещерякова. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1985. – 496 с.
18 Тарзиманов Г.А. Проектирование металлорежущих станков. – 3-е изд., перераб. и доп. – М.: Машиностроение, 1980. – 288 с.
19 Жилин А.Н. Винник В.И. Оценка химической обстановки на объектах при выбросах сильнодействующих ядовитых веществ: Методические указания. – Оренбург: ОГУ, 2000. 24 с.
|
