БРЯНСКАЯ ГОСУДАРСВЕННАЯ СЕЛЬСКОХОЗЯЙСТВЕННАЯ АКАДЕМИЯ
ИНЖЕНЕРНО-ТЕХНОЛОГИЧЕСКИЙ ФАКУЛЬТЕТ
КАФЕДРА ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ В ЖИВОТНОВОДСТВЕ И ПЕРЕРАБАТЫВАЮЩИХ ПРОИЗВОДСТВ
Курсовой проект
по дисциплине: "Механизация процессов переработки продукции растениеводства"
на тему: "Модернизация пресса в линии производства короткорезанных макаронных изделий"
Выполнил:
студент группы И-521
Кожушный С.В.
Проверил:
доцент Исаев Х.М.
Брянск - 2009
Реферат
В данном курсовом проекте описана методика технологических расчетов макаронного пресса, которые включают в себя расчеты подтверждающие работоспособность проектируемой конструкции машины, а также техноэкономические расчеты подтверждающие целесообразность данного усовершенствования. Также представлена линия по производству короткорезанных макарон в процессе приготовления которого участвует проектируемая машина. В приложении представлены технические документы к данной машине, а также ее характеристики, а также справочный материал к наиболее сложным расчетом машин и аппаратов для переработки зерна и муки.
Содержание
Введение
1. Обзор выпускаемой продукции
1.1 Сырье, используемое при производстве макаронных изделий
1.2 Ассортимент вырабатываемых изделий
2. Анализ современного оборудования
2.1 Основные стадии производства макаронных изделий
2.2 Основные технологические схемы производства макаронных изделий
2.3 Основные агрегаты макаронного производства - прессующее устройство и матрицы
2.4 Технологическая линия производства макаронных изделий
2.5 Современные конструкции оборудования
3. Описание оборудования
4. Технологические расчеты
5 Техноэкономические расчеты
6. Экологические показатели производства
Заключение
Литература
Исторически доказано, что родиной макаронных изделий является Италия. В средние века прессующие устройства (устройству этих агрегатов посвящена отдельная глава) приводились в действие посредством лошадиной силы или на водяных мельницах, а при появлении первых машин появились паровые агрегаты.
Макаронные изделия всегда были и остаются на столе российских потребителей в качестве быстрого и вкусного блюда. Несмотря на то, что технологии производства других продуктов питания постоянно совершенствуются, изменяются, но последовательность приготовления макаронного теста и основные ингредиенты, входящие в его состав, остаются практически неизменными на протяжении многих лет: как правило, макаронные изделия вырабатываются из специальных сортов пшеничной муки с максимальным содержанием белковых веществ. Рецепты приготовления макаронных изделий встречались еще в древнеримских трактатах по кулинарии. А в России они появились при правлении Петра I. Годом зарождения макаронной отрасли в России считается 1797, когда была открытия первая макаронная фабрика в Одессе. Прижились и остаются популярными до сих пор.
Реклама

Макаронные изделия представляют собой продукты, отформованные из пшеничного теста в виде трубочек, нитей ленточек и фигурок и высушенные до влажности 13%. Они характеризуются хорошей сохраняемостью, транспортабельностью, быстротой и простотой приготовления из них пищи, а также высокой питательной ценностью и хорошей усвояемостью.
Макаронные изделия имеют ряд преимуществ перед наиболее распространенными продуктами питания. При хранении макаронные изделия не черствеют, как хлеб, и менее гигроскопичны по сравнению с сухарями, хорошо транспортируются и сохраняются (до года и более) без ухудшения вкусовых и питательных свойств. Макаронные изделия по пищевой ценности превосходят пшеничный хлеб, так как изготовляют их из пшеничной муки с максимальным содержанием белковых веществ. В них содержится 9 - 13% белков, 75 - 79 усвояемых углеводов, 0,9 жиров, 0,6% минеральных веществ и витамины В1
, В2
, РР и др. Калорийность макаронных изделий составляет 360 ккал/100 г. Усвояемость их организмом человека выше усвояемости крупы. Белки макаронных изделий усваиваются на 85%, углеводы - на 98% и жиры на 95%. Из них можно быстро приготовить блюдо, так как продолжительность их варки равна 5 - 15 мин.
Макароны едят регулярно около 80% населения, а общее число потребителей макарон составляет 96% населения России старше 18 лет. Таким образом, макаронные изделия вместе с хлебом, подсолнечным маслом, сахаром, крупами, яйцами и молочными продуктами вошли в группу товаров повседневного спроса или так называемую группу "жизненно-необходимых" товаров.
Основным сырье, применяем в макаронном производстве, является мука. ГОСТ 875-69 предусматривает использование в качестве основного сырья макаронного производства пшеничной муки высшего или I сортов. При этом изделия лучшего качества, имеющие янтарно-желтый или соломенно-желтый цвет, получаются из специальной макаронной муки высшего сорта (крупки), полученной размолом зерна твердой пшеницы или мягкой стекловидной пшеницы. Из макаронной муки I сорта (полукрупка твердой или "мягкой стекловидной пшеницы) получаются изделия с коричневатым оттенком большей или меньшей интенсивности. Хлебопекарная мука высшего или I сортов, полученная размолом зерна мягкой пшеницы, применяется при отсутствии макаронной муки. Макаронные изделия, полученные из хлебопекарной муки высшего сорта, имеют обычно светло-кремовый цвет, а из муки I сорта - темно-кремовый с серым оттенком.
Реклама

По внешнему виду макаронная крупка отличается от хлебопекарной муки крупнотой частичек (как у манной крупы) с желтоватым оттенком. Полукрупка состоит из более мелких частиц, чем крупка, и поэтому с более светлым оттенком (хотя и дает более темные макаронные изделия). Хлебопекарная же мука любого сорта состоит из порошкообразных частиц, причем чем ниже сорт муки, тем она имеет более темный оттенок.
Важнейшие показатели качества муки для макаронных изделий - цвет, крупность, количество и качество сырой клейковины. Из муки с низким содержанием клейковины получаются непрочные, крошащиеся изделия. Качество сырой клейковины должно быть не ниже второй группы. Выше ценится крупитчатая мука, так как она медленнее поглощает воду и образует пластичное тесто. Мука, используемая в макаронном производстве, не должна содержать в значительных количествах свободные аминокислоты, редуцирующие сахара и активную полифенолоксидазу (тирозиназу), вызывающую потемнение теста и ухудшение качества готовых изделий.
Склады муки бывают тарного хранения (в мешках) либо бестарного. Как при тарном, так и при бестарном способе возможны разнообразные варианты схем хранения, подготовки и подачи муки к прессам.
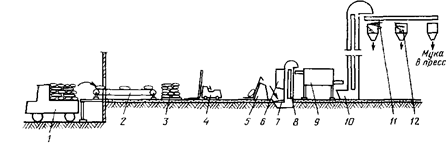
1-автомобиль, 2-ленточный транспортер.3 - поддон с мешками; 4 - электропогрузчик 5 - мешкоопрокидыватель, 6 - пылесос, 7 - завальная яма; 8 - нория; 9 - просеиватель, 10-нория большая, 11 - шнековый транспортер распределитель, 12 - бункер
Рисунок 1 - Схема склада тарного хранения муки
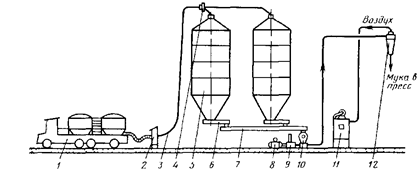
1 - автомуковоз.2 - щиток приемный, 3 - мукопровод, 4 - переключатель 5-силос, 6 - дозатор шнековый, 7 - шнековый транспортер.8 - электродвигатель; 9 - воздуходувка, 10 - центробежное сито, 11 - фильтр воздуха, 12 - бункер над прессом
.
Рисунок 2 - Схема склада бестарного хранения муки
На рисунке 1 показан возможный вариант схемы при тарном хранении муки, на рисунке 2 - при бестарном. В зависимости от принятой схемы в складах муки макаронных предприятий используют то или иное оборудование. Оборудование складов муки предназначено для приемки, хранения и транспортирования ее внутри склада и к макаронным прессам, а также подготовки к производству (очистки и взвешивания).
Вода является составной частью макаронного теста. Она обусловливает биохимические и физико-химические свойства теста. Используют водопроводную питьевую воду, которая должна быть умеренно жесткой и отвечать требованиям ГОСТ-Р на питьевую воду.
Дополнительное сырьё, применяемое в макаронном производстве делится: на обогатительное, повышающее белковую ценность макаронных изделий; на вкусовые и ароматические добавки; улучшители; витаминные препараты.
Основным видом обогатительных добавок являются белковые обогатители, к которым относятся свежие яйца, яйцепродукты (меланж, яичный порошок), клейковина пшеничной муки, казеин, цельное и сухое молоко, молочная сыворотка и др.
Яйцепродукты добавляют из расчета 260 - 400 яиц или 10 - 15 кг меланжа на 100 кг. муки.
Пищевая ценность макаронных изделий с добавкой 10% сухого молока почти такая же, как изделий, обогащенных яичными продуктами.
При использовании пшеничной клейковины содержание белковых веществ в изделиях может увеличиваться на 30 - 40%. Клейковина является отходом при производстве пшеничного крахмала и использовании её в качестве обогатителя экономически целесообразно.
Применяются также белковые изоляты, получаемые из шротов сои, подсолнечника и других масличных культур. Они могут служить заменителями яичных продуктов.
В качестве вкусовых добавок при производстве макаронных изделий используют овощные и фруктовые соки натуральные, концентрированные или сухие. Чаще всего применяют томатную пасту и порошки из томатов.
Улучшителями служат поверхностно - активные вещества. Они способствуют повышению качества макаронных изделий, которые меньше слипаются при сушке и лучше сохраняют форму при варке.
С целью обогащения макаронных изделий можно использовать термоустойчивые водорастворимые витамины В1
, В2
, РР.
Качество макаронных изделий во многом зависит от проведения технологического процесса.
Современное макаронное производство представляет собой единую автоматическую поточную линию. Оно состоит из следующих основных операций: подготовки сырья, приготовления теста, формования макаронных изделий, сушки, упаковки.
В зависимости от формы макаронные изделия подразделяют на следующие типы: трубчатые, нитеобразные, лентообразные и фигурные. В свою очередь каждый из указанных типов изделий подразделяют на виды.
Трубчатые изделия в зависимости от размеров поперечного сечения делятся на виды: соломку (диаметр до 4 мм); особые (диаметр от 4,1 до 5,5 мм), обыкновенные (диаметр от 5,6 до 7 мм), любительские (диаметр более 7 мм). Толщина стенок трубчатых изделий должна быть не более 1,5 мм (допускается до 2 мм в количестве не более 5% от массы изделий в единице упаковки).
К трубчатым изделиям относят (рис.3): макароны - трубка с прямым срезом длиной не менее 15 см; рожки - изогнутая или прямая трубка с прямым срезом длиной от 1,5 до 10 см; перья - трубка с косым срезом длиной от 3 до 10 см.
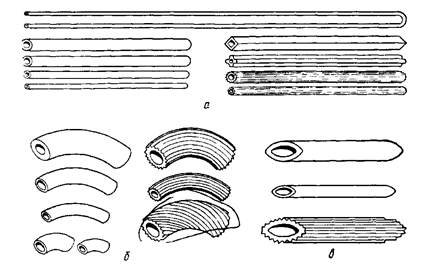
Рисунок 3 - а - макароны, б - рожки, в - перья
Нитеобразные изделия (вермишель) по размерам в сечении делятся на виды (рис.4); паутинку (диаметр не более 0,8 мм); тонкую (диаметр не более 1,2 мм); обыкновенную (диаметр не более 1,5 мм); любительскую (диаметр не более 3 мм).
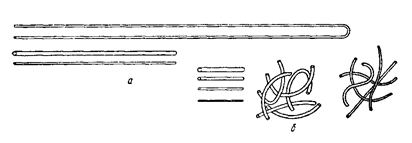
а - длинные, б - короткорезаные
Рисунок 4 - Нитеобразные изделия.
Лентообразные изделия (лапша) выпускают различных наименований (рис.5): гладкая или рифленая, с прямыми, волнообразными или пилообразными краями и т.д. Ширина лапши допускается любая, но не менее 3 мм, толщина ее должна быть не более 2 мм.
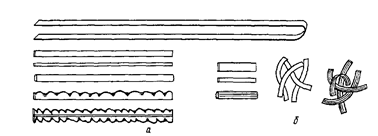
а - длинные, б - короткорезанные.
Рисунок 5 - Лентообразные изделия.
Фигурные изделия (Рис.6) могут выпускаться любой формы и размеров, но максимальная толщина какой-либо части в изломе не должна превышать: для прессованных изделий 3 мм, для штампованных - 1,5 мм.
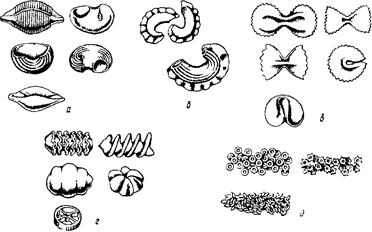
а - ракушки, б - гребешки; в - штампованные, г - завитки, д - суповые засыпки.
Рисунок 6 - Фигурные изделия
В зависимости от длины макаронные изделия делят на длинные (от 15 до 50 см) и короткие (от 1,5 до 15 см). Макароны изготавливают только длинными; вермишель и лапшу - как длинными, так и короткими; рожки, перья, фигурные изделия - только короткими.
Наконец, по способу формования короткие изделия делятся на короткорезанные и штампованные.
Процесс производства макаронных изделий состоит из следующих основных операций: подготовка сырья, приготовление макаронного теста, прессование теста, разделка сырых изделий, сушка, охлаждение высушенных изделий, отбраковка и упаковка готовых изделий.
Подготовка сырья. Заключается в просеивании муки, отделении от нее металломагнитной примеси, подогреве (температура муки должна быть не ниже 10 °С), смешивании разных партий муки в соответствии с указаниями лаборатории фабрики.
Вода, предназначенная для замеса теста, подогревается в теплообменных аппаратах, а затем смешивается с холодной водопроводной водой до температуры, указанной в рецептуре.
Подготовка добавок заключается в размешивании их в воде, предназначенной для замеса теста. При использовании куриных яиц их предварительно моют, а если применяют меланж, то его предварительно размораживают.
Приготовление макаронного теста. Складывается из дозирования ингредиентов (муки, воды и добавок) и замеса теста.
Дозирование осуществляется при помощи дозаторов, которые подают муку и воду с растворенными в ней добавками непрерывным потоком в месильное корыто в соотношении примерно 1: 3.
В месильном корыте идет интенсивное перемешивание муки и воды, увлажнение и набухание частиц муки - происходит замес теста. Однако в отличие от хлебного или бисквитного теста макаронное тесто к концу замеса представляет собой не сплошную связанную массу, а множество увлажненных разрозненных комков и крошек.
Прессование теста. Цель - уплотнить замешенное тесто, превратить его в однородную связанную пластичную тестовую массу, а затем придать ей определенную форму, отформовать ее. Формование осуществляется продавливанием теста через отверстия, проделанные в металлической матрице. Форма отверстий матрицы определяет форму выпрессовываемых сырых изделий (полуфабриката). Например, отверстия круглого сечения будут давать вермишель, прямоугольного - лапшу и т.д.
Разделка сырых изделий. Состоит в разрезании выпрессовываемых из матрицы сырых изделий на отрезки нужной длины и в подготовке их к сушке. Эта подготовка в зависимости от вида изготавливаемых изделий и применяемого сушильного оборудования заключается либо в раскладке сырых изделий на сетчатые транспортеры, рамки или в лотковые кассеты, либо в развесе длинных прядей сырых изделий на специальные сушильные жерди - бастуны.
Выпрессовываемые изделия перед резкой иди во время резки интенсивно обдувают воздухом для получения на их поверхности подсушенной корочки. Это предотвращает прилипание сырых изделий к сушильным поверхностям и слипание изделий между собой во время сушки.
Сушка изделий. Цель - закрепить их форму и предотвратить возможность развития в них микроорганизмов. Это наиболее длительная и ответственная стадия технологического процесса, от правильности проведения которой зависит в первую очередь прочность изделий. Очень интенсивная сушка приводит к появлению в сухих изделиях трещин, а очень медленная сушка может привести к закисанию изделий.
На макаронных предприятиях используют конвективную сушку макаронных изделий - обдувание высушиваемого продукта нагретым воздухом.
Охлаждение высушенных изделий. Этот процесс необходим для того, чтобы выровнять высокую температуру изделий с температурой воздуха упаковочного отделения. Если макаронные изделия упаковывать без охлаждения, то испарение влаги будет продолжаться уже в упаковке, что приведет к уменьшению массы упакованных изделий.
Наиболее предпочтительно медленное охлаждение высушенных изделий в специальных бункерах и камерах, называемых стабилизаторами-накопителями.
Охлажденные изделия подвергают отбраковке, во время которой удаляют изделия, не отвечающие требованиям к их качеству, после чего изделия упаковывают.
Упаковка. Производится либо в мелкую тару (коробочки, пакеты) вручную или фасовочными машинами, либо насыпью" в крупную тару (короба, ящики, бумажные мешки)
Производство любого вида макаронной продукции всегда состоит из перечисленных выше стадий, однако вид вырабатываемых изделий, а также наличие на фабрике того или иного оборудования определяют технологическую схему производства этих изделий на какой-либо конкретной фабрике. Макаронные фабрики в настоящее время изготавливают длинные изделия по трем схемам, а короткие - по двум. Каковы же отличительные особенности каждой из этих пяти схем?
Схема производства макарон с сушкой в лотковых кассетах. По этой схеме (рис.7) вырабатывают макароны любого диаметра длиной 20-25 см.
Выходящую из матрицы пресса 1 прядь сырых макарон с помощью катающегося стола 2 укладывают в лотковые кассеты и разрезают. На многих предприятиях эта операция механизирована, ее выполняют раскладочно-резательные машины.
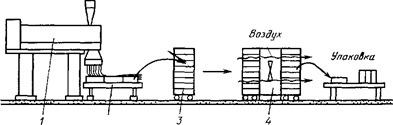
Рисунок 7 - Схема производства макарон с сушкой в лотковых кассетах
Заполненные сырыми изделиями кассеты перекладывают на вагонетки 5 или тележки и перевозят в сушильное отделение. Здесь установлены бескалориферные сушильные шкафы 4, к которым плотно подставляют вагонетки с заполненными кассетами, либо вручную перекладывают кассеты из тележки в сушильный шкаф. Сушка заключается в том, что поток воздуха из вентилятора сушильного аппарата проходит через макароны, уложенные в кассеты. По окончании сушки готовые изделия в вагонетках или на тележках поступают в упаковочное отделение, где изделия после остывания и отбраковки фасуют вручную или укладывают в крупную тару насыпью. Пустые кассеты в вагонетках или на тележках подают к прессу, где процесс повторяется снова.
Основные недостатки кассетного способа производства макарон состоят в том, что затрачивается много ручного труда и макароны всегда получаются искривленными. Однако до сих пор по такой схеме в нашей стране вырабатывают основную массу макарон. Объясняется это тем, что кассетный способ не требует сложного и дорогого оборудования (сушильные шкафы, вагонетки и тележки изготавливают в мастерских макаронных предприятий) и больших площадей.
В последние годы с целью доведения ручного труда до минимума при кассетном способе производства макарон на ряде предприятий созданы механизированные поточные линии. На рис.8 приведена схема одной из таких линий. Выпрессовываемая шнековым прессом 1 прядь макарон поступает в раскладочно-резательную машину 2, где происходят механическая укладка и резка макарон в лотковые кассеты 3. Заполненные кассеты укладывают вручную стопками на два цепных транспортера 5, проходящих по обеим сторонам сушилки.
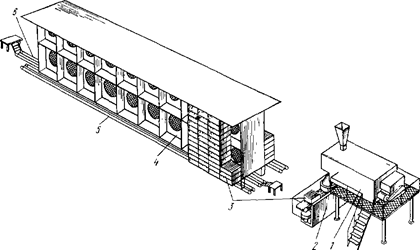
Рисунок 10 - Механизированная поточная линия для производства макарон с сушкой в лотковых кассетах
Сушилка представляет собой несколько шкафных сушильных аппаратов, установленных в ряд. При медленном перемещении стопок кассет транспортерами происходит высушивание макарон. Сухие макароны вынимают из кассет на упаковочном столе 6, а пустые кассеты подают к раскладочно-резательной машине для очередного заполнения сырыми изделиями.
Схема производства длинных макаронных изделий на автоматизированных поточных линиях с сушкой подвесным способом. По этой схеме в нашей стране пока изготавливают сравнительно небольшое количество макаронных изделий. Однако благодаря высокой степени механизации и автоматизации всех технологических процессов, осуществляемых непрерывно действующими машинами и агрегатами, входящими в состав линий, этот способ производства высококачественных макаронных изделий (макарон особых и соломка, вермишели и лапши) получает все большее распространение у нас в стране. В настоящее время по этой схеме в макаронной промышленности работают линии итальянской фирмы "Брайбанти" и подобные им отечественные линии Б6-ЛМГ, Б6-ЛМВ и ЛМБ.
На рисунке 9 изображена схема линии Б6-ЛМВ. Непрерывно-действующий пресс 2 выпрессовывает через прямоугольную матрицу пряди, которые специальным автоматом (саморазвесом) 1 развешиваются на бастуны. В таком состоянии они поступают на сушку. Сначала пряди макарон проходят сушку в предварительной сушилке 5, где интенсивно удаляется влага из полуфабриката, а затем в окончательной сушилке 4, в которой влага медленно удаляется из изделий. В сушилках бастуны с изделиями перемещаются транспортерами, расположенными в несколько ярусов. Высушенные изделия на бастунах поступают в стабилизатор - накопитель 5, а затем машиной б снимаются с бастунов и поступают на упаковку. Порожние бастуны цепным транспортером подаются к саморазвесу. Обычно линии укомплектовывают фасовочными машинами для упаковки продукции в коробочки.

Рисунок 11 - Автоматизированная поточная линия Б6-ЛМВ для производства длинных макаронных изделий
Схема производства длинных изделий на автоматизированных поточных линиях с предварительной сушкой на рамках и окончательной сушкой в цилиндрических кассетах. По этой схеме изготавливают длинные макаронные изделия на автоматизированных поточных линиях французской фирмы "Бассано". В нашей стране работают две такие линии. Линия включает в себя макаронный пресс, расстилочную машину, предварительную и окончательную сушилки, стабилизатор-накопитель и группу упаковочных машин. Основные преимущества этой схемы - отсутствие сухих отходов и получение абсолютно прямых изделий одинаковой длины. Достигается это тем, что разрезанные на отрезки одинаковой длины макаронные изделия после предварительной сушки на рамках проходят окончательную сушку внутри вращающихся цилиндрических кассет. Таким образом, изделия высушиваются в процессе непрерывного перекатывания по внутренней поверхности цилиндрических кассет, что делает их абсолютно прямыми.
Схема производства короткорезанных изделий на комплекс на механизированных поточных линиях. Линия (рис.10) состоит из двух основных элементов: шнекового макаронного пресса 1 и сушилки непрерывного действия 2.
Выпрессовываемые изделия непрерывно нарезаются каким-либо механизмом для резки коротких изделий и подаются на верхнюю ленту паровой конвейерной сушилки. Постепенно пересыпаясь с верхней ленты на нижележащую, изделия обдуваются нагретым сушильным воздухом.
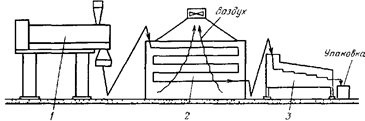
Рисунок 12 - Схема комплексно-механизированной поточной линии для производства короткорезанных изделий
Высушенные изделия охлаждаются чаще всего в виброохладителях 5 или просто на ленточных транспортерах достаточной длины, подающих их в упаковочное отделение. Высокая степень механизации, гибкость схемы, большая производительность дали ей широкое распространение в нашей стране в послевоенные годы. Схема производства коротких изделий на автоматизированных поточных линиях. Выработка макаронных изделий по этой схеме отличается от производства по предыдущей более высокой степенью механизации и автоматизации процессов, более высоким качеством получаемых изделий в связи с использованием более продолжительной сушки, осуществляемой в три этапа - предварительная подсушка, предварительная и окончательная сушка. Помимо матриц и режущих механизмов для получения короткорезанных изделий линии обычно укомплектовывают щелевидными матрицами для получения ленты теста и штампмашинами, что позволяет вырабатывать на них также штампованные изделия.
Линия (рис.11) состоит из шнекового макаронного пресса 1, установки для предварительной подсушки 2, предварительной 5 и окончательной б сушилок, стабилизатора-накопителя 11, а также вспомогательных и транспортирующих устройств: ковшовых элеваторов 3, б и 9, раскладчиков изделий 4 и 7 и ленточных транспортеров 10 и 12.
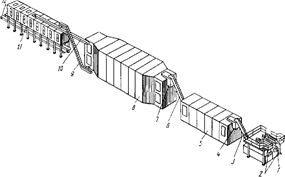
Рисунок 13 - Автоматизированная поточная линия фирмы "Брайбанти" для производства коротких изделий
Шнековые прессы классифицируют по числу корыт тестосмесителя (одно-, двух-, трех - и четырехкорытные), по числу прессующих устройств или прессующих шнеков (одно-, двух - и четырехшнековые), по наличию и месту вакуумирования теста (в тестосмесителе или в шнековой камере), по форме матрицы и по конструкции тубуса.
В настоящее время на наших макаронных предприятиях эксплуатируются отечественные макаронные прессы ЛПЛ-1М, ЛПЛ-2М и ЛМБ. Последние установлены в автоматизированных поточных линиях ЛМБ, а также автоматизированные поточные линии итальянской фирмы "Брайбанти", а французской фирмы "Бассано" - пресс ВВК 140/4.
Ростовский-на-Дону машиностроительный завод приступил к выпуску прессов серии Б6-ЛПШ производительностью 500,.750 и 1000 кг/ч готовых изделий.
Для того чтобы понять принцип работы пресса и назначение отдельных его узлов рассмотрим технологическую схему одно-корытного одношнекового макаронного пресса с круглой матрицей, представленного на рисунке 14.
Технологическими узлами пресса являются дозаторы муки 1 и воды 2, тестосмеситель, состоящий из корыта 3 и вала 4 с лопатками, прессующее устройство, включающее шнековый цилиндр с водяной рубашкой 6 и шнек 7, прессовая головка, сменная матрица 10, режущий механизм 11 и обдувочное устройство 12. Вращение валов тестосмесителя и шнека обычно осуществляется от единого привода 5.
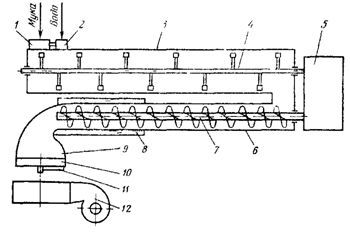
Рисунок 14 - Одношнековый макаронный пресс
Матрицы. Замес теста, уплотнение полученной крошковатой массы и формование сырых изделий осуществляются в настоящее время в едином агрегате - в шнековом макаронном прессе непрерывного действия, основным рабочим органом которого является матрица. Форма отверстий матрицы определяет вид выпрессовываемых изделий. Меняя матрицы, можно на одном и том же прессе получать практически любой вид макаронных изделий. Таким образом, прессы и матрицы являются основным оборудованием для замеса и прессования макаронного теста.
Кроме этого оборудования в тестоформовочных отделениях макаронных фабрик используются различные машины и механизмы для резки сырых изделий (на них мы остановимся в следующей главе), а также ряд вспомогательных машин, которые мы рассмотрим в этой главе.
Матрица наряду с прессующим устройством является основным рабочим органом макаронного пресса. Она обусловливает производительность пресса, вид изделий (форму и размеры поперечного сечения), в значительной мере влияет на качество продукта (степень шероховатости поверхности, прочность склеивания макаронных трубок и т.д.). Матрицы изготавливают из металлов, не поддающихся коррозии, обладающих достаточной прочностью и износостойкостью, с малой адгезионной способностью. Такими металлами являются бронза, латунь, нержавеющая сталь.
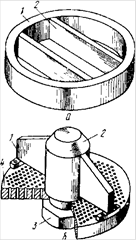
Матрицы бывают двух типов - круглые (дисковые) и прямоугольные. При помощи круглых матриц формуют все виды длинных и короткорезанных изделий, а также тестовые ленты для изготовления из них штампованных изделий. Прямоугольные матрицы используют для формования длинных макаронных изделий (макароны, вермишель, лапша разных видов), вырабатываемых на автоматизированных поточных линиях.
Круглые матрицы. Матрицы в зависимости от толщины используют без опорных устройств или с опорными устройствами-колосниками. В матрицах с подкладными колосниками оставляют полосы, которые находятся над ребрами колосников, а в матрицах с накладными (подвесными) колосниками центральную часть занимает болт, с помощью которого крепится ребро колосника. В связи с этим на колосниковых матрицах меньше отверстий, чем на бесколосниковых.
Диаметр матрицы зависит от производительности пресса. В прессах ЛПЛ производительностью около 400 кг/ч используются матрицы диаметром 298 мм. В прессах ЛПШ устанавливают матрицы диаметром 350 мм.
Толщина матрицы должна отвечать условиям прочности. В шнековых макаронных прессах на каждый сантиметр площади поверхности матрицы тесто давит с силой до 100 кг и более. Матрицы диаметром 298 мм, имеющие толщину менее 60 мм, используются с опорными колосниками.
Подкладной колосник и состоит из обечайки 1 из полосовой стали с приваренными к ней стальными ребрами 2. Такие колосники чаще всего бывают двух - и четырехреберными. Наружный диаметр обечайки равен диаметру матрицы. Колосник устанавливают на кольцевую опору матрицедержателя, на который укладывают матрицу.
Матрицы с подкладными колосниками позволяют формовать изделия, которые режутся в подвесном состоянии - макароны, перья, вермишель, лапшу.
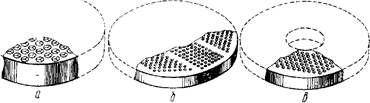
Рисунок 15 - Круглые матрицы: а - бесколосниковая; б, в - колосниковые
Накладной (подвесной) колосник состоит из стального ребра 1, вставленного в прорезь болта 2. Болт вставляют в отверстие матрицы 4 и прикрепляют к ней снизу гайкой 5. В этом случае матрицу устанавливают на кольцевую опору матрицедержателя пресса (как и бесколосниковую).
Матрицы с накладными колосниками позволяют формовать все виды как короткорезаных, так и длинных изделий.
Прямоугольные матрицы. Бывают однополосными и двухполосными. Однополосные матрицы используются в прессах автоматизированных поточных линий фирмы "Бассано", в которых выпрессовываемые изделия образуют одну прядь. Двухполосные матрицы применяются в прессах автоматизированных поточных линий с подвесной сушкой для получения двух прядей, развешиваемых одновременно на два бастуна.
В каждой полосе формующие отверстия размещены в несколько рядов с таким расчетом, чтобы на бастунах или на рольганговом столе они располагались в один слой (рис.17). Число рядов в матрице зависит от размера поперечного сечения изделий: в матрицах для макарон особых и лапши широкой в каждой полосе отверстия размещены в два ряда, для макарон соломка - в три, для вермишели тонкой - в семь рядов.
Прямоугольные матрицы для автоматизированных поточных линий выпускают длиной 995 и шириной 100 мм. Толщина матрицы может быть от 31 до 50 мм.
Профили формующих отверстий. Формующие отверстия матриц бывают трех видов: с вкладышами для формования трубчатых и некоторых видов фигурных изделий; без вкладышей для формования всех видов изделий, кроме трубчатых и штампованных, и щелевидные для формования тестовой ленты.
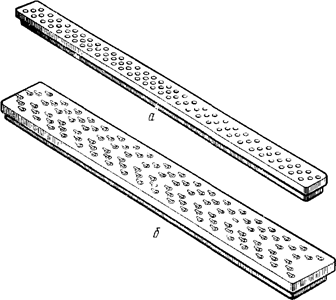
Рисунок 17 - Прямоугольные матрицы: а - однополосная; б - двухполосная предназначенной для изготовления из нее штампованных изделий.
Отверстия с вкладышами являются наиболее сложными по конструкции и состоят из двух основных элементов: формующего канала, просверленного в теле матрицы, и закрепленного в нем вкладыша.
Машинно-аппаратурная схема производства короткорезанных макаронных изделий представлена в приложении (лист1).
Автомуковоз подключают к мукоприемному щиткуи загружают муку в один из силосов 4
для ее хранения. С помощью шнековых питателеймуку выгружают из различных силосов 4
в нужных пропорциях и смешивают винтовым конвейером 3.
После контрольного просеивания в центробежном просеивателе 2
мука через роторный питатель подается воздуходувкой 1
в тестомесильное отделение. Мука отделяется от транспортирующего воздуха в циклоне 5.
Часть воды и добавки - обогатители через дозаторы 9
загружают в смеситель 8 и приготовляют концентрированную эмульсию. Насосом 6
ее вместе с оставшейся частью воды дозируют в расходный бак 7,
снабженный терморегулирующей рубашкой. Из этого бака готовая эмульсия подается насосом 6
в тестомесильное отделение.
Муку и эмульсию дозаторами 11непрерывно подают в тестосмеситель 12.
Он имеет три отдельные камеры, через которые последовательно проходит обрабатываемая смесь, что позволяет увеличить продолжительность замеса до 20 мин. На завершающем этапе замеса в последней камере смесь подвергается вакуумированию при помощи вакуум-насоса. Благодаря этому получается более плотная структура макаронного теста без воздушных включений, а также в дальнейшем высушенные изделия с равнопрочной структурой без раковин.
Затем смесь поступает в шнеки макаронного пресса 13.
В начальной части шнековой зоны смесь подвергается интенсивному перемешиванию, передвигаясь по шнековому каналу к формующим отверстиям матрицы, она превращается в плотную связанную пластифицированную массу - макаронное тесто. В предматричной камере пресса создается давление 6...12 МПа, под действием которого через матрицу 14
выпрессовываются сырые пряди теста.
Ножи, вращаясь в плоскости выходных отверстий матриц, отрезают от тестового потока необходимые по длине тестовые заготовки, которые обдуваются воздухом из кольцевого сопла.
Сырые заготовки макаронных изделий направляются в секции вибрационного подсушивателя 15.
В секции продукт проходит сверху вниз по пяти вибрирующим ситам 16,
обдувается воздухом от вентилятора 17
и подсушивается. Затем поток подсушенных тестовых заготовок объединяется в вибролотке 18
и элеватором 19
транспортируются к устройству 20,
которое распределяет их равномерным по толщине слоем по всей площади верхнего яруса 22
сушилки 21.
Тестовые заготовки, проходя сверху вниз ленточные конвейеры, высушиваются. В зависимости от ассортимента и производительности линии в ее состав включают две или три ленточные конвейерные сушилки, установленные последовательно. В них тестовые заготовки проходят предварительную и окончательную сушку.
После сушки нагретые заготовки элеватором 23
и подвижным ленточным конвейером направляются в бункера 24
накопителя-стабилизатора. В них заготовки постепенно остывают до температуры помещения цеха, в них происходит выравнивание влагосодержания.
Готовые изделия системой конвейеров подают в фасовочную машину 25 и упаковывают в коробки из картона или пакеты из полимерной пленки. В машине 26 пакеты упаковывают в торговую тару и отправляют на склад.

Полуавтоматический макаронный пресс с вакуумным экструдером.
Надежный в работе и экологичный вакуумный пост, выполненный из высококачественной нержавеющей стали, обеспечивает высокую степень разряжения (-0,98 атм), не боится засорения. Двухшнековая конструкция позволяет стабильно поддерживать уровень разряжения в зоне вакуумирования, что так же обеспечивает качество продукции. Шнек экструдера изготовлен из высоколегированной стали с повышенной износостойкостью. Независимый привод ножа отличается расширенным диапазоном регулирования оборотов, что позволяет получать макаронные изделия от 2 до 60 мм (например, возможно изготовление суповых засыпок).
Производственная мощность соответствует следующим технологическим параметрам:
150 кг/час сухих короткорезанных макаронных изделий, с удельным весом - 400 кг/м3 и толщиной - 1 мм;
конечная влажность - 12,5% с допустимым отклонением +/ - 0.5 от всего количества макарон;
при использовании муки или 100% крупки из твёрдой пшеницы, градация 70% сырья должна быть между 300 и 180 мк. В любом случае 30% оставшегося сырья не должно превышать 400мк градации;
чтобы получить тесто, используйте воду, которая соответствует стандартам Международной организации здоровья. Она должна быть чистой, бесцветной, без запаха, без вкуса, без хлора и/или без осадков аммиака, без взвешенных частиц, больше чем 5 мк.
Оборудование для производства макарон Макиз 02-150
Характеристики:
Производительность (по макаронным изделиям с влажностью 33-35%) - до 150 кг/ч
Расход воды на охлаждение, л/мин 1,5...2,0 Давление воды, МПа 0,1...0,63 Установленная мощность, не более 10,5 кВт Питающее напряжение/частота 3N380/50 В/Гц Количество обслуживающего персонала, чел.1 Габариты, мм: пресс-автомата 1950х750х1857 мукопросеивателя 1160х640х2400 Масса, кг 500 Назначение:
предназначен для производства высококачественных короткорезанных макаронных изделий с вакуумированием.
Вакуумирование теста в бункере перед прессованием позволяет легко удалить воздух из рыхлой тестовой массы. В обеднённой кислородом тестовой массе в меньшей степени происходят окислительные процессы, что повышает питательные свойства макаронных изделий, улучшает вкус и внешний вид, а более плотная и однородная структура увеличивает их прочность.
Комплектация:
Любая по желанию заказчика: мукопросеиватель, пневмотранспортер, транспортер-укладчик, бункер-стабилизатор.
Цена: 37600 руб. Поставщик: Макиз-Урал г. Миасс
Линия для производства макаронных изделий М-02

Характеристики:
Производительность 100 - 200 кг/час Назначение:
Предназначена для производства высококачественных короткорезанных макаронных изделий из муки МЯГКИХ сортов пшеницы. Состоит из пресс-автомата М-02 (три исполнения) и линии сушки С-109.
Страна-производитель: РОССИЯ
Макаронный пресс УИМИ 1,1/380 15

Характеристики:
Производительность, кг/час 25 Потребляемая мощность, кВт 1,1 Параметры сети 3х380 В, 50 Гц Масса, кг 70 Габаритные размеры, мм длина 720 ширина 482 высота 530 Назначение:
Предназначен для получения из теста макаронных заготовок Страна-производитель: Украина
Макаронный пресс Mac 220

Характеристики:
Производительность в час 180-250kg/h вес 1700kg Габариты 250 x 315 x 2000cm Мощность 14kW/h Назначение:
Макаронное оборудование.
Пресс Mac220VR от Итальянской фирмы Italpast предназначен для производства макаронных изделий класса "Премиум" Комплектация:
Этот макаронный пресс - более совершенная модификация макаронного пресса MAC 200VR. У нового пресса появились такие устройства как центрифужный премиксер, позволяющий получить макаронное тесто идеального качества. Новый пресс может работать в непрерывном автоматическом режиме. Макаронный пресс может быть оборудован горизонтальной головкой несущей круглые матрицы (модификация VRO), или вертикальной головкой (модификация VRC). Пресс предназначен для производства макаронных изделий на средних производствах.
Машина изготовлена из нержавеющей стали, удовлетворяет самым строгим гигиеническим нормам ЕС. Оборудован вариатором скорости, для регулировки производительности, может быть использована совместно с формующими машинами для пельменей (равиоли, тортелини, капелетти) и гнезд.
Модель оборудована -Электронный вариатор скорости - Центрифужный премиксер Т-250 - Автоматический нож с электронным контролем скорости реза
Пресс макаронный Mac 3200

Производительность: 170 - 200 кг/ч по сырому тесту (плавная электронная регулировка) Потребляемая мощность: 8,5 кВт Диаметр матрицы: 200мм Охлаждение матрицы Индикация давления в шнековой камере Автомат дозации муки и воды Полный вакуум (на 2-х тестомесах) Парогенератор не используется Габаритные размеры: - при горизонтальном выходе теста из матрицы длина - 1700мм ширина - 1700мм высота - 2800мм (под "Тработу" - 4000мм, в случае нижнего расположения компрессора подачи муки - 2500 мм) - при вертикальном выходе теста длина - 1700мм ширина - 1700мм высота - 4000мм (под тработу - 5000мм) Масса пресса 1700 кг Необходимая площадь для монтажа - 12-15 кв. м Параметры сети 3 * 380 В, 50 Гц Условия поставки: со склада EXW Украина, Харьков FCA Россия, Белгород
Макаронный пресс создавался инженерами компании "Империя Металлов" на основе 10-летнего опыта производства матриц, фильер и сервисного обслуживания макаронного оборудования производства мировых лидеров.
За основу была принята концепция самого востребованного типа макаронного пресса производительностью 150 - 230 килограмм в час. Зная сильные и слабые стороны большинства макаронных прессов, работающих на территории СНГ, мы обобщили накопленный опыт.
Работая над снижением цены, мы сделали упор не на упрощение технологии производства или удешевлении конструкции, а на модульность и оптимизацию работы узлов, а также снижение энергоёмкости.
Наше изделие получило тестомес, который по своим характеристикам превосходит все имеющиеся аналоги производителей из СНГ. Данный узел является "сердцем" макаронного производства. Именно качество приготовленного теста в большей мере отвечает за успешные результаты производства макаронных изделий в условиях жесткой конкуренции на рынке.
Принципиально новый метод перемешивания вместе с автоматическими дозаторами муки и воды позволяет получить тесто консистенции "крупки" и исключает перетирание муки в шнековой камере. Данная опция позволяет исключить энергоёмкий процесс пастеризации (обработки паром). Конструкция тестомеса оснащена вакуумным насосом, который при минимальных энергозатратах позволяет поддерживать вакуум на всех этапах технологического цикла на уровне 0,01 М Па, начиная с дозировки сырья.
Бункер накопитель-разрыхлитель создан с целью компенсировать проблему объемной дозации и перебоев с подачей воды (типичной проблемой) - теста в бункере достаточно, чтобы иметь запас времени на отключение пресса до того, как сухое тесто попадет в шнековую камеру.
Наличие реверса на шнеке позволяет вернуть "проблемное" тесто из шнековой камеры в бункер тестомеса, позволяя избежать кристаллизации теста перед матрицей. Большинство имеющихся на рынке макаронных прессов не имеет подобной возможности Универсальность конструкции позволяет работать с горизонтальным (т. н. макароны - короткорезы) или вертикальным (длинномерные изделия) выходом теста. Существующая система управления пресса имеет высокую степень надежной блокировки и позволяет работать на нем низкоквалифицированному персоналу. Имеется возможность гибко изменять производительность пресса для оптимизации производства конкретных видов в диапазоне от 170 до 220 килограммов в час (по сырому тесту). Данная опция позволяет решить проблему, связанную с условиями формования различных видов макаронных изделий.
Энергозатраты данного пресса отличаются в 2-3 раза в сравнении с прессами аналогичной производительности (8,3 кВт против 20-25 кВт). При условии круглосуточной работы за 1 год работы экономия электроэнергии составит до 40% стоимости пресса.
По желанию заказчиков возможна комплектация пресса перьевым механизмом.
Пресс макаронный ПМИ-4В: Особенности и достоинства.
Нашим предприятием разработана и освоена в производстве серия прессов для изготовления макаронных изделий ПМИ-4В, с производительностью: 100, 150, 200, 250, 300 кг/ч более 120 видов различных макаронных изделий (длиннорезанных, короткорезанных и особо мелких для суповых приправ). По сравнению с производимыми макаронными прессами отечественного и зарубежного производства наш пресс для изготовления макарон имеет следующие достоинства:
1. Масса и габариты:
В существующих на сегодня аналогах отечественных и зарубежных прессов вакууммирование производится в бункерах замешивания или рыхления теста, а это толстостенные нержавеющие сосуды большого объёма с герметичными крышками, герметичными вводами вращения и шлюзовыми устройствами, многобункерные или многошнековые агрегаты с большой массой и габаритами в следствии чего усложняется обслуживание. Наш пресс ПМИ-4В имеет один бункер открытого типа и один экструдер со шнеком, где производится вакууммирование и прессование теста.
Максимальная масса пресса серии ПМИ-4В составляет 320кг.
Максимальные габариты пресса: 1125х1270х1380мм.
2. Высокое качество продукции:
Особенности нашей серии прессов макаронных ПМИ-4В в нетрадиционной технологии вакууммирования теста. Процесс вакууммирования придаёт макаронам высокие варочные и вкусовые свойства хороший товарный вид, обусловленные прозрачностью и приятным желтоватым цветом.
3. Низкая себестоимость продукции:
Обеспечивается надёжной работой пресса, малым расходом чел/час на кг производимой продукции (один человек обеспечивая работу трёх прессов модификаций ПМИ-4В200А ПМИ-4В250АЧ способен производить до 600кг макаронной продукции в час) и малым расходом чел/час на техническое, санитарное обслуживание (время санитарного обслуживания составляет от 30 до 45 минут).
Пресс макаронный ПМИ-4В100Р/150Р.

Пресса для изготовления макаронных изделий, с ручным способом загрузки ПМИ-4В100Р/150Р (вакуумные) предназначен для производства макаронной продукции различного ассортимента в непрерывном режиме из муки твёрдых сортов пшеницы ГОСТ12307-66 и муки из мягкой стекловидной пшеницы ГОСТ12306-66. Оборудование обеспечивает вакуумирование, формирование и резку продукта.
Технические характеристики.
| Исполнение |
ПМИ-4В/100Р |
ПМИ4В/150Р |
| производительность кг/час |
100-130 |
150-190 |
| мощность кВт. не более |
7,5 |
10 |
| потребляемая мощность в рабочем режиме кВт. не более |
5,5 |
7 |
| номинимальное напряжение В. |
380 |
380 |
| частота Гц. |
50 |
50 |
| давление прессования кгс/см. квад. |
60-100 |
60-100 |
| призводительность вакуумного насоса л/с |
2 |
3 |
| расход охлаждающей жидкости (воды) л/ч |
40 |
50 |
| занимаемая зона метров квад. без зоны обслуживания не более |
3 |
3 |
| размеры ПМИ-4В |
1125х725х1200 |
1125х725х1200 |
| масса кг. не более |
250 |
250 |
| персонал чел. |
1 |
2 |
Пресс макаронный ПМИ-4В150П/200П.

Пресса для изготовления макаронных изделий ПМИ-4В150П/200П (вакуумные), с полуавтоматическим способом загрузки предназначен для автоматизированного производства макаронной продукции различного ассортимента в непрерывном режиме из муки твёрдых сортов пшеницы ГОСТ12307-66 и муки из мягкой стекловидной пшеницы ГОСТ12306-66. Оборудование, вакуумирование, формирование и резку продукта. В конструкции оборудования предусмотрена блокировка работы при превышении давления прессования, перегрузке двигателей, сигнализация при прекращении подачи муки и воды.
Технические характеристики.
| Исполнение |
ПМИ-4В/150П |
ПМИ-4В/200П |
| производительность кг/час |
150-190 |
200-250 |
| мощность кВт. не более |
10,5 |
14 |
| потребляемая мощность в рабочем режиме кВт. не более |
7,5 |
10 |
| номинимальное напряжение В. |
380 |
380 |
| частота Гц. |
50 |
50 |
| давление прессования кгс/см. квад. |
60-100 |
60-100 |
| призводительность вакуумного насоса л/с |
3 |
4 |
| расход охлаждающей жидкости (воды) л/ч |
50 |
60 |
| занимаемая зона метров квад. не более |
3 |
3 |
| размеры |
1125х725х1200 |
1125х725х1200 |
| масса кг. не более |
280 |
280 |
| персонал чел. |
1 |
1 |
Устройство предназначено для замешивания теста, формования и резки макаронных изделий, как в ручном режиме, так и в составе системы, обеспечивающей полную автоматизацию технологического процесса изготовления макаронной продукции. В макаронной промышленности наиболее широкое применение получили машины, формующие тестовые заготовки методом экструзии со шнеками. В зависимости от температурного режима работы этих машин применяются различные конструктивные особенности при общеизвестной конструкции основных частей как-то; емкостей для муки и воды, для теста, устройств для перемешивания сырья, экструдера со шнеком для перемещения теста и сменными фильерами, устройств вакуумирования теста и охлаждения его во время рабочего цикла, отсекателей нитей готового продукта.
Известен пресс для изготовления макаронных изделий (Россия, заявка 200012177/13/022425, 23.08.2000, А 21 С 11/20), выбранный в качестве прототипа, который содержит загрузочный бункер для муки и воды, рабочий бункер для рыхления теста, причем каждый из бункеров содержит на горизонтальных валах с автономным приводом устройства для перемешивания сырья - рыхлители. Рабочий бункер связан с экструдором через входное отверстие. В экструдере, имеющем приводной механизм, размещен шнек, винтовая поверхность которого разделена на три ступени, причем вторая ступень расположена вблизи от входного отверстия экструдера, выполнена с пропускной способностью, в шесть - семь раз меньшей чем пропускная способность первой и третьей ступеней, и является дозирующей для подачи теста в зону вакуумирования третьей ступени. В этой зоне над выходным отверстием экструдера встроена камера-накопитель для улавливания частиц мучных продуктов, связанная с вакуумным насосом. На экструдере жестко закреплена водяная рубашка охлаждения, связанная с источником воды, в торцевой части экструдера установлена сменная фильера и отсекатель нитей готового продукта со сменным ножом и приводом.
Недостатками известного устройства являются: громоздкость конструкции из-за наличия двух бункеров, размещение рыхлителей на горизонтальных валах, недостаточное охлаждение водяной рубашкой шнека, что приводит к снижению качества продукта, неравномерное распределение теста по сменной фильере, замедляющее процесс прессования теста.
Задачей настоящего изобретения является интенсификация технологического процесса получения качественного продукта за счет улучшения компоновки устройства. Для получения этого технического результата пресс для изготовления макаронных изделий содержит загрузочный бункер, в котором в одной геометрической плоскости на одном уровне размещены два съемных рыхлителя с автономным приводом, установленных на вертикальных валах с возможностью синхронного вращения по направлению к экструдеру, каждый из рыхлителей содержит жестко закрепленные в верхней части и нижней части втулки, зафиксированные на вертикальном валу, соответственно асимметрично изогнутую в трех плоскостях пластину и пластину, параллельную дну загрузочного бункера, установленную по радиусу к втулке, причем на ближайшем к экструдеру рыхлителе параллельных пластин установлено несколько, и они равномерно распределены по окружности втулки, при этом загрузочный бункер связан непосредственно с экструдером через входное отверстие, экструдер снабжен приводным механизмом, шнеком, который выполнен сборным и состоит из цельнометаллического вала, на котором закреплены три ступени, при этом первая и третья ступени выполнены из фторопласта, а гребни их витков армированы металлической лентой, жестко связанной штырями с цельнометаллическим валом, за исключением гребня первого витка третьей ступени, в первой ступени исключен последний виток с образованием свободной зоны перед второй ступенью, выполненной из металла с пропускной способностью, в шесть - семь раз меньшей пропускной способности первой и третьей ступеней, на экструдере жестко закреплена водяная рубашка охлаждения, связанная с источником воды, над входным отверстием экструдера в зоне вакуумирования третьей ступени установлена камера-накопитель для улавливания мучных частиц в рабочем режиме, связанная с вакуумным насосом, в торцевой части экструдера размещена четвертая ступень прессования, которая представляет собой трехлопастное металлическое кольцо, а также сменная фильера, прижатые к торцу экструдера, кроме того, пресс оборудован отсекателем для резки макаронных изделий с приводом, закрепленным на поворотном кронштейне, с державкой со сменным ножом. Отличительными признаками заявляемого изобретения являются:
Пресс содержит один бункер - загрузочный.
Загрузочный бункер дополнен вторым рыхлителем.
Оба рыхлителя бункера выполнены съемными, установлены на вертикальных валах в одной геометрической плоскости на одном уровне, с возможностью синхронного вращения по направлению к экструдеру.
Каждый рыхлитель бункера содержит жестко закрепленные на верхнем торце и в нижней части втулки, зафиксированной на вертикальном валу, соответственно асимметрично изогнутую в трех плоскостях пластину и пластину, параллельную дну бункера, расположенную по радиусу к втулке, причем на рыхлителе, ближайшем к экструдеру, установлено несколько, размещенных равномерно по окружности втулки, параллельных дну пластин,
Загрузочный бункер связан через входное отверстие непосредственно с экструдером.
Шнек выполнен сборным и состоит из цельнометаллического вала, на котором закреплены три ступени, первая и третья из которых выполнены из фторопласта, гребни витков этих ступеней армированы металлической лентой, жестко связанной штырями с цельнометаллическим валом шнека, за исключением гребня первого винта третьей ступени, вторая ступень выполнена из металла, а в последней ступени исключен последний виток с образованием свободной зоны перед второй ступенью.
В торцевой части экструдера перед сменной фильерой установлена четвертая ступень прессования - трехлопастное металлическое кольцо.
Пресс представляет собой моноблочную конструкцию, базирующуюся на раме, выполненной из углового профиля. Сверху на раме установлены редуктор и загрузочный бункер. К редуктору через корпус подшипника болтами подсоединен экстру дер. Внутри корпуса экструдера помещен шнек. Привод экструдера состоит из асинхронного трехфазного двигателя, который крепится на плите внутри рамы, и клиноременной передачи. В корпусе экструдера над выходным отверстием встроена камера-наполнитель для улавливания мучных частиц от проникновения их в вакуумный насос. В камере установлен сетчатый фильтр, а в стенке камеры имеются патрубки для откачки воздуха и установки вакуумметра. Корпус камеры закрыт крышкой с резиновой прокладкой. Для охлаждения корпус экструдера содержит водяную рубашку охлаждения с ниппелями и соответственно для подачи холодной воды и слива отработанной. В торцевое отверстие экструдера установлена четвертая ступень прессования, представляющая собой трехлопастное кольцо из нержавеющей стали и служащая для выравнивания и увеличения давления подачи теста, и для изменения направления перемещения теста с осевого на радиальное в следующую за ступенью и кольцом сменную фильеру, прижатую к корпусу экструдера гайкой. С экструдером через входное отверстие соединен бункер, который представляет собой емкость, образованную обечайкой из нержавеющей стали и дном из полимерного материала. Внутри бункера в одной геометрической плоскости, на одном уровне установлены два съемных рыхлителя и, имеющих автономный привод, который установлен внутри рамы и состоит из электродвигателя, редуктора, цепной передачи и клиноременной передачи. Передача снабжена подпружиненным натяжителем. Сверху бункер закрыт сеткой безопасности с электроблокировкой. На бункере установлена капельница.
Съемные рыхлители и установлены на вертикальных валах автономного привода, с возможностью синхронного вращения по направлению к экструдеру, и каждый содержит жестко закрепленные на втулке в верхней и нижней ее части соответственно асимметрично изогнутую в трех плоскостях пластину и расположенную по радиусу к втулке параллельно дну бункера пластину, причем на рыхлителе, расположенном ближе к входному отверстию экструдера, выполнено несколько равномерно расположенных по окружности втулки пластин, например три. Втулки зафиксированы на валах штифтами.
Шнек выполнен сборным и состоит из цельнометаллического вала и закрепленных на нем первой, второй, третьей ступеней. Ступени и выполнены из фторопласта, а гребни их витков армированы лентой из нержавеющей стали, жестко связанной с валом штырями, за исключением гребня первого витка третьей ступени.
В ступени исключен последний виток с образованием свободной зоны перед ступенью, выполненной из металла и с пропускной способностью, в шесть раз меньшей чем первая и вторая ступени.
Для резки нитей макаронных изделий, выходящих из сменной фильеры, пресс оборудован отсекателем с приводом, состоящим из электродвигателя и редуктора. закрепленных на поворотном кронштейне, зафиксированном гайкой, на корпусе экструдера, Отсекатель снабжен державкой со сменным ножом. Электрошкаф совмещен с пультом управления и расположен автономно рядом с прессом. На панели пульта управления расположены кнопки "Вкл." и "Выкл." для включения и отключения рыхлителей и, экструдера, вакуумного насоса и отсекателя; кнопки "Т Аверс"" "Т Реверс" для кратковременного включения пресса, рукоятка регулирования длины готового продукта "Длина продукта", кнопка "ОБЩИЙ СТОП" для аварийного отключения всех механизмов пресса, за исключением насоса.
Пресс для изготовления макаронных изделий работает следующим образом. Включают электродвигатель рыхлителей и нажатием кнопки "Вкл." на пульте управления. Затем, не снимая сетки безопасности, загружают в бункер 3муку через капельницу вливают воду.
Пластинами рыхлителей и, вращающихся синхронно по направлению к экструдеру, мука и вода перемешиваются и превращаются в тестообразную массу, которая постепенно перемещается ко дну бункера. При этом отогнутые верхние концы пластины не дают сразу сваливаться перемешиваемой массе вниз и одновременно очищают боковые поверхности бункера от налипшей массы. Тестообразная масса постепенно перемещается на дно, при этом происходит перемешивание муки и воды и рыхление массы и далее, за счет пластины перемещение массы к входному отверстию экструдера, а также очищение от налипающей массы дна пластинами. Наличие нескольких пластин на рыхлителе позволяет ускорить процесс рыхления и перемещения массы на шнек, обеспечивая нормальную его загрузку. Критерием нормального замеса первой партии теста является размер комочков теста и наличие свободной фракции муки.
После заполнения бункера нажатием кнопки "Т Реверс" вытесняют сухую массу муки из первой ступени шнека. Операцию повторяют пять раз с интервалом в минуту. Затем включают последовательно электродвигатель отсекателя, электродвигатель экструдера, подают воду в водяную рубашку охлаждения и в вакуумный насос. Ручкой "Длина продукта" устанавливают повышенные обороты ножа. Первая ступень шнека перемещает тесто в зону перед ступенью и за счет конструктивного выполнения ступени и свободного пространства в зоне образуется пробка, при этом из теста частично вытесняется обратно в бункер воздух, а, пройдя через ступень, тесто делится на нити и в таком виде попадает в зону вакуумирования, при этом создаются наилучшие условия для окончательного удаления воздуха из теста. В первоначальный момент возможно попадание излишков теста в камеру-наполнитель, которые удаляются оператором сразу или после окончания работы. В третьей ступени тесто прессуется и перемещается к четвертой ступени прессования. При работе все ступени шнека, ступень, кольцо, фильера нагреваются. От излишнего перегревания и, как следствие, от разрушения клейковины теста предохраняет водяная рубашка и выполнение ступеней и из материала с низким коэффициентом трения при сохранении прочностных характеристик шнека за счет армирования гребней витков ступеней и лентой из нержавеющей стали, жестко связанной штырями с цельнометаллическим валом шнека. Отсутствие армирования лентой на гребне первого витка третьей ступени позволяет более плавно войти нитям теста из ступени в зону вакуумирования ступени. Далее тесто перемещается в четвертую ступень, трехлопастное кольцо ступени выравнивает и увеличивает давление подачи, а также меняет направление перемещения теста с осевого на радиальное, что позволяет более равномерно распределить тесто по съемной фильере и, как следствие, в пять-десять раз быстрее вывести пресс в режим прессования.
При достижении режима прессования нажатием кнопки "Вкл." включают вакуумный насос. Происходит вакуумирование теста в зоне Б, и оно начинает выдавливаться из сменной фильеры. Отсекателем при помощи ножа готовый продукт отрезается на нужную длину. Далее рабочий цикл повторяется.
Производительность тестосмесителя любого макаронного пресса должна быть сопоставима с производительностью самого пресса по сырой макаронной продукции. Методика расчета оборудования включает выбор по заданной производительности типа пресса, расчет вместимости и часовой
производительности смесителя и мощности привода на замес макаронного теста.
Вместимость месильной камеры
V = ПП t /r · K,
V =250·0,16/710·0,5=0,11 м3
где ПП - часовая производительность пресса по сырому продукту;
Пс - производительность по сухому продукту
ПП = (1,2 - 1,3) ПС кг/ч
ПП =1,25·200=250 кг/ч
где t - продолжительность замеса теста, ч (0,16 - 0,18 ч);
r - плотность макаронного теста без утряски, кг/м3 (710 - 720 кг/м3);
K - коэффициент заполнения камеры (0,5).
Проверка
Пм = ПП (100-WT) / (100 - Wn),
Пм=240 (100-30) / (100-13) =200 кг/ч
где WT Wn - соответственно влажность сырого и высушенного продукта 30 и 13%.
Полученный результат сравнивается с типовым оборудованием и
определяется количество месильных камер.
Потребляемую мощность (кВт) на замес теста можно ориентировочно
определить по формуле
N = VrТ jRw,
N =0,11·710·0,16·0,34·0,1·2,6=1,1кВт/ч
где w - угловая скорость вращения месильного органа, рад/с.
Зная частоту вращения вала смесителя, можно определить угловую скорость вращения по формуле
w = πn/30,w=3,14·25/30=2,6 рад/с
где n - частота вращения месильного органа, мин-1
Оборудование для формования макаронных изделий. Производительность
макаронного пресса характеризуется пропускной способностью теста в единицу времени.
Методика расчета типового макаронного пресса следующая.
Определяется часовая производительность пресса.
П = 60πnmr (R22
- R12
) [S- (в1 + в2) /2cosa] Kн Kп Kс,
П=60·3.14·3·710·25 (0,252
-0,172
) ·
· [0,07- (0,03+0,023) /2 cos3°] ·1·0,53·0,95=460кг/ч
где m - количество заходов шнека, (принимается 1-3);
n - частота вращения шнека, мин-1 (принимается 20-30);
R2 и R1 - наружный радиус шнека и вала шнека, м
в1 и в2 - ширина винтовой лопасти в нормальном сечении по наружному и
внутреннему радиусам шнека, м
S - шаг шнека, (0,009 - 0,1).
КН КП КС - коэффициенты учитывающие соответственно: заполнения
тестом, уплотнения теста и подачу теста шнеком, Кн≈1;
Кп= (0,50-0,54); Кс= (0,9-1,0)
a - угол подачи винтовой линии шнека, в градусах.
tg a = S/2π Dc,
tg a=0,07/2*3,14*0,21=0,053
а=3°
где Dc - средний диаметр шнека, м.
Мощность привода (кВт) прессующего макаронного пресса определяется:
N = π P · n · tg a (R23 - R13),
N=3,14*10*25*0,053 (0,253
-0,173
) =1,4 кВт/ч
где Р - давление прессования, МПа (8-12).
Матрицы для формования макаронных изделий. В соответствии c заданным сортом выбирается произвольно тип макаронной матрицы, диаметр изделия и проводится ее расчет:
Определяется скорость прессования изделий (V м/с) и площадь живого
сечения в зависимости от заданного вида изделия.
П = 3600Vfr (100 - WT) / (100 - Wn),
где П - часовая производительность пресса по сухим изделиям, кг/ч;
f - площадь живого сечения выбранной матрицы, м2;
r - плотность спрессованного теста, кг/м3, (1300 кг/м3);
Суммарная площадь живого сечения:
для макарон
fм = n π (dн2 - dв2) /4;
для вермишели
fв = n π d2/4;
для лапши
fn = n · в · а,
fn=24*0,06*0,003=0,004м3
где n - количество отверстий в матрице, шт.
dн и dв - наружный и внутренние диаметры отверстия, мм
dв - толщина стенки макаронной трубки принимается 0,8 - 1,5 мм;
в, а - длинна и ширина отверстия, мм
Определяется площадь матрицы:
F = а f /0,01K,
F=0,003*0,004/0,01*0,1=0,012м3
где К - коэффициент живого сечения матриц (0,035-0,140), это отношение суммарной площади живого сечения отверстий к площади самой матрицы
Диаметр круглый или длина прямоугольной матриц определяется соответственно.
D = 4F /p или L = F/В
D=4*0,012/0,2=0,24м
В - ширина прямоугольной матрицы принимается 0,1-0,15 м.
Резка макаронных изделий. Методика расчета резательных устройств
включает: определение частоты вращения ножа или нескольких ножей механизма, в зависимости от заданной длины изделия; усилия сопротивления резанию продукта и мощность электродвигателя для резки макаронных изделий.
Мощность электродвигателя привода в подвесном состоянии, кВт
N = Рv/1000h,
где h - КПД привода (0,5 - 0,6).
При резании изделий по матрице к сопротивлению резанию добавляется усилие (Н) трения ножа по матрице
F = f S,
F=0,2*110=22Н
где f - коэффициент трения ножа по диску матрицы;
f = 0,2; S - усилие сжатия пружины (S = 100…120 Н).
Таким образом, мощность электродвигателя в этом случае
N=
N= кВт/ч кВт/ч
Принимаем 7,5кВт/ч
Расчет цилиндрического редуктора.
Частота вращения вала электродвигателя - 800 об/мин
Частота вращения выходного вала редуктора - 200 об/мин
Передаточное отношение:
Расчет ременной передачи.
Частота вращения ведущего шкива - 200 об/мин
Частота вращения ведомого шкива - 25 об/мин
Передаточное отношение:
Экономическая эффективность определяется путем сравнения общих и частных показателей вариантов проектных решений. Основным из общих показателей являются затраты труда, стоимость продукции, приведенные затраты, коэффициенты экономической эффективности капитальных вложений, срок окупаемости.
Рассчитываем стоимость материала, необходимого для производства деталей См
, руб.
Где,  - средняя стоимость 1 кг материала из которого изготавливают детали, руб. (=30 руб) - средняя стоимость 1 кг материала из которого изготавливают детали, руб. (=30 руб)
 -масса изготавливаемых деталей, кг (=180 кг) -масса изготавливаемых деталей, кг (=180 кг)
См
= 30◦180=5400 руб.
Фонд оплаты труда рабочих изготавливающих детали Фо
, руб.
Где, Ту
-трудоемкость установки детали, чел/ч (=50 чел/ч)
СЧо
- средняя оплата труда рабочих машиностроительного завода, руб (65 руб)
Фо
=50◦65=3250 руб.
Отчисления в фонд 35% от фонда оплаты труда рабочих изготавливающих детали Оф
, руб.
Оф
=3250◦0,35=1137,5 руб.
Затраты на производство модернизированной машины Зм
, руб.
Зм
= Сс
+ См
+ Оф
+ Фо
=238515+7200+3250+1137,5=250102,5 руб.
Торговая цена модернизированной машины Цм
, руб рассчитывается по формуле:
Цм
=зм
+ТН,
Где, ТН -торговая наценка, руб (=47300руб)
Цм
= 250102,5+47300=297402,5руб.
Расчеты капительных затрат по внедрению модернизированной машины. Покупка модернизированной машины Цм
=297402,5 руб.
Монтаж модернизированной машины принимается в размере 5% от стоимости машины:
Мм
=Цм
◦0,05
Мм
=297402,5◦0,05=14870,125 руб.
Доставка модернизированной машины к месту работ рассчитывается и принимается 2% от стоимости машины:
Дм
=Цм
◦0,02;
Дм
=297402,5◦0,02=5948,05 руб.
Всего капитальных затрат по модернизации машины КЗ2
, руб,:
КЗ2
= Цм
+ Дм
+ Мм
;
КЗ2
=297402,5+5948,05 +14870,125 =318220,675 руб.
Затраты на текущий ремонт принимаются в размера 4% от капитальных затрат Зтр
, руб:
Зтр
= КЗ2
◦0,04;
З=18220,675◦0,04=12728,827руб.
Себестоимость выпускаемой продукции в год после внедрения модернизированной машины Вр2
, т:
Вр2
=φр
◦Псм
;
Где, Псм
- производительность машины в смену, т
Псм
= П02
Вр
;
Где П02
- производительность модернизированной машины, т/ч (=200кг/ч)
Вр
- время работы оборудования (=8ч)
Псм
= 200◦8=1,6 т
Вр2
=288◦1,6=460,8т
Себестоимость выпускаемой продукции после внедрения модернизированной машины С2,
руб. /т:
Где, ТЗ1
-текущие затраты до внедрения модернизированной машины, руб (=53650 руб)
Вр1
-объем выпускаемой продукции до внедрения модернизированной машины, т/год (420 т/год)
 ; ;
Годовой экономический эффект от внедрения модернизированной машины Эг
, руб:
Эг
= ( (Ц-С2
) Вр2
-0,15Кз2
) - (Ц-С1
) Вр1
;
Где, Ц - цена реализации продукции руб/т (=60000)
Эг
= ( (57000-53120) 460,8-0,15◦318220) - (57000-53650) 420=333171 руб.
Срок окупаемости капительных вложений То
, год:

Удельная материалоемкость модернизированной машины Му2
:

Где, σм
- масса машины (=280 кг)
Удельная материалоемкость старой машины Му
=0,45
Анализируя полученные результаты, мы видим, что при незначительном уменьшении массы и удельной материалоемкости машины, сумма капитальных вложений достаточна существенна. Это говорит о том, что стоимость и изготовление деталей модернизируемого узла макаронного пресса высокая.
Основными вредными факторами для предприятий пищевой промышленности, и в частности - макаронной фабрики, являются шум, пыль и сточные воды.
Мероприятия, необходимые для охраны окружающей среды, принято делить на три группы:
а) технологические мероприятия, связанные с изменением технологических процессов и конструкции машин в интересах охраны окружающей среды;
б) планировочные мероприятия, включающие комплекс технических решений на размещение машин и аппаратов в отделениях, цехах, а также в целом предприятия на территории, прилегающей к жилой зоне
в) санитарно-технические мероприятия, включающие расчеты коэффициентов необходимой эффективности очистных сооружений и подбор необходимых типов аппаратов по очистке сточных вод и выбросов в атмосферу, защите от шума.
Вредными факторами, воздействующими на окружающую среду со стороны макаронной фабрики, являются:
мучная пыль; перемещение муки по материалопроводам (трубы, по которым поступает мука посредством аспирации (метода выдувания) сопровождается выделением муки в воздух, который забирается в воздуховод аспирационной сети и направляется в циклон. Однако иногда воздуха в циклоне не достаточно и ее выбросы в окружающую среду превышает ПДВ (предельно допустимые выбросы), (согласно СН-1042-7З) равно 0,5 г/сек;
шум: действующее оборудование является источником постоянного шума, допустимые санитарные нормы ПДВ шума: 35 дБА днем, 25 дБА ночью;
сточные воды не должны превышать санитарные нормы по загрязненности органическими загрязнителями, количество которых не должно превышать допустимые 3 мг/л.
Все обнаруженные в процессе общего и текущего осмотра недостатки заносят в технический журнал по эксплуатации данного здания. По ним разрабатываются и осуществляются мероприятия по текущему или капитальному ремонту данного объекту.
В соответствии с НББ 105-03 все помещения и здания по взрывопожарной и пожарной опасности подразделяют на категории А, Б, В, Г, Д.
Участки работы макаронного оборудования относятся к В1-В4 категории т.е. в производстве присутствуют горючие и трудногорючие жидкости, твердые горючие и трудногорючие вещества и материалы (в том числе пыли и волокна)
Цех по производству макарон должен быть снабжен общеобменной вентиляцией, которая осуществляет замену воздуха по всему помещению, т.к. вредные вещества выделяются равномерно по всему помещению.
Общине требования безопасности к технологическому оборудованию, станкам, механизмам.
Каждый станок, механизм имеет свои конструктивные особенности, свое назначение, свои режимы работы, свои требования по эксплуатации и требования безопасности, характерные именно для него. Поэтому макаронные прессы должны соответствовать целому ряду общих требований безопасности, характерных для большинства производственного оборудования. К таким требованиям относятся следующие:
ограждение всех подвижных, вращающихся острых, горячих частей, деталей, выступающих концов валов, открытых передач. При этом сами защитные устройства должны быть достаточно прочными, не мешать обслуживанию объекта.
быстро вращающиеся валы должны быть отбалансированны.
машины должны иметь централизованную систему смазки, чтобы исключить операцию по смазыванию трущихся деталей.
органы управления должны быть выполнены так, чтобы исключить их самопроизвольное включение.
нагрев корпусов подшипников во время работы не должен превышать 60 ˚С
для защиты людей от поражения электрическим током при повреждении изоляции корпуса машин, питаемых от электрического тока, должны быть занулены и заземлены.
на статических машинах не должно накапливаться статическое электричество.
общим для всех с/х машин является правило: не производить их ремонт, регулировку, чистку пока не будет остановлен двигатель.
на случай забивания, заклинивания рабочих органов и во избежание их поломки машины снабжают предохранительными устройствами (муфтами, срезаемыми шпильками).
В ходе выполнения данного курсового проекта были решены следующие задачи:
Во-первых, это закрепление знаний, полученных за время изучения теоретического материала, а также применение этих знаний при решении данной технической задачи, а именно модернизации макаронного пресса, как следствие приобретение начальных навыков проектирования.
Во-вторых, ознакомление с технологией производства короткорезанных макаронных изделий с соблюдением необходимых режимов и параметров, а также проведение необходимых технологического, энергетического, кинематического, экономического расчетов.
В-третьих, в результате выполнения данного курсового проекта, мы ознакомились с основными особенностями макаронного пресса.
1. Медведев Г.М. Технология и оборудование макаронного производства. - М.: 1984. - 280 с.
2. Чернов М.Е. Оборудование предприятий макаронной промышленности. - М.: 1987. - 232 с.
3. Смирнова Н.А., Надеждина Л.А. “ Товароведение зерномучных и кондитерских товаров. ” М.: 1990 г. - 241 с.
4. В.И. Теплов, В.Е. Боряев “Товароведение продовольственных товаров. ” М.: - 1989 г.
5. А.А. Курочкин, В.М. Зимняков "Дипломное проектирование по механизации переработки продукции животноводства". Пенза: 1998г.
6. Т.И. Белова, С.С. Сухов, " Безопасность жизнедеятельности", Брянск: Издательство БГСХА, 2006 г.
7. Курс лекций по дисциплине "Механизация процессов переработки продукции растениеводства".
8. А.П. Нечаев "Технология пищевых производств" М.: Колос, 2002 г.
9. В.М. Хромеенков, "Технологическое оборудование хлебозаводов и макаронных фабрик", ГИОРД, 2002 г.
10. Н.А. Волкова, " Экономическое обоснование инженерно-технических решений в дипломных проектах", М.: Колос, 1998 г.
11. О. Т Лунин, В.Н. Вельтищев, " Курсовое и дипломное проектирование технологического оборудования пищевых производств".
12. А.И. Драгилев, "Технологическое оборудование предприятий перерабатывающих отраслей АПК", М.: Колос, 2001 г.
13. А.В. Гордеев, О.А. Масленникова, "Экономика предприятия пищевой промышленности", М.: Колос, 2007 г.
14. Н.М. Личко "Технология переработки продукции растениеводства" М.: Колос, 2000 г.
|
