Министерство транспорта Российской Федерации
Федеральное агентство железнодорожного транспорта
Государственное образовательное учреждение высшего профессионального образования
«Омский государственный университет путей сообщения»
Кафедра «Вагоны и вагонное хозяйство»
Тематический реферат по дисциплине
"Основы технической диагностики"
"МЕТРОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ СРЕДСТВ КОНТРОЛЯ. СТАНДАРТИЗАЦИЯ МЕТОДОВ КОНТРОЛЯ"
Омск 2009
Содержание
Введение. 3
1 Методы неразрушающего контроля (НК) 4
1.1 Магнитный вид НК.. 5
1.2 Электрический вид НК.. 9
1.3 Вихретоковый вид НК.. 10
1.4 Радиоволновый вид НК.. 12
1.5 Тепловой вид НК.. 12
1.6 Оптический вид НК.. 13
1.7 Радиационный вид НК.. 14
1.8 Акустический вид НК.. 16
1.9 НК проникающими веществами. 19
2 Классификация физических методов неразрушающего контроля сварных соединений. Метрологическое обеспечение средств контроля. 21
2.1 Магнитный вид НК.. 22
2.2. Вихретоковый вид НК.. 23
2.3 Тепловой вид НК.. 23
2.4 Оптический вид НК.. 24
2.5 Радиационный вид НК.. 24
2.6 Акустический вид НК.. 25
2.7 НК проникающими веществами. 25
3 Стандартизация неразрушающего контроля. 28
4 Эффективность комплексного применения методов НК.. 31
5 Метрологическое обеспечение средств неразрушающего контроля. 33
Заключение. 35
Библиографический список. 37
При проведении мониторинга технического состояния (ТС) изделий, одной из наиболее актуальных является задача объективного своевременного обнаружения дефектов различной природы и организация контроля за развитием дефектов из-за старения элементов при эксплуатации. Одним из путей предотвращения нежелательных последствий от эксплуатации изделий с дефектами является систематичное использование методов НК. Дефектом, согласно нормативно-технической документации (НДТ) (ГОСТ 17-102), называется каждое отдельное несоответствие продукции требованиям. Однако в практике применения средств неразрушающего контроля нет полного соответствия понятия "дефект" определению по ГОСТ. Обычно под дефектом понимают отклонение параметра от требований проектно-конструкторской документации, выявленное средствами неразрушающего контроля. Связь такого понятия с определением по ГОСТ устанавливается путем разделения дефектов на допустимые требованиям НТД и недопустимые.
Реклама

Обобщая, здесь и далее е под дефектом будем понимать физическое проявление изменения характеристик объекта контроля с параметрами, превышающими нормативные требования. По происхождению дефекты подразделяют на производственно-технологические, возникающие в процессе проектирования и изготовления изделия, его монтажа и установки, и эксплуатационные, возникающие после некоторой наработки изделия в результате процессов деградации, а также в результате неправильной эксплуатации и ремонтов.
Методы НК разделяют на группы, называемые видами, объединенные общностью физических признаков. Существует девять различных видов НК: магнитный, электрический, вихретоковый, радиоволновый, тепловой, оптический, радиационный, акустический и проникающими веществами. Методы каждого вида НК классифицируют по рассматриваемым ниже признакам.
Характер взаимодействия поля или вещества с объектом контроля (ОК). Взаимодействие должно быть таким, чтобы контролируемый признак объекта вызывал определенные изменения физического поля или состояния вещества. Например, чтобы наличие несплошности вызывало изменение прошедшего через нее излучения или проникновение в нее пробного вещества. В некоторых случаях используемое для контроля физическое поле возникает под действием других физических эффектов, связанных с контролируемым признаком. Например, электродвижущая сила, возникающая при нагреве разнородных материалов, позволяет контролировать химический состав материалов (термоэлектрический эффект).
Первичный информативный параметр – конкретный параметр поля или вещества (амплитуда поля, время его распространения, количество вещества и т.д.), изменение которого используют для характеристики контролируемого объекта. Например, наличие несплошности увеличивает или уменьшает амплитуду прошедшего через нее излучения.
Способ получения первичной информации – конкретный тип датчика или вещества, которые используют для измерения и фиксации упомянутого информационного параметра.
Магнитный вид неразрушающего контроля основан на анализе взаимодействия магнитного поля с контролируемым объектом. Как правило, его применяют для контроля объектов из ферромагнитных материалов. По характеру взаимодействия физического поля с объектом этот вид контроля не дифференцируют: во всех случаях используют намагничивание объекта и измеряют параметры, используемые при контроле магнитными методами. Процесс намагничивания и перемагничивания ферромагнитного материала сопровождается гистерезисными явлениями (рис. 1). Свойства, которые требуется контролировать (химический состав, структура, наличие несплошностей и др.), обычно связаны с параметрами процесса намагничивания и петлей гистерезиса.
Реклама

 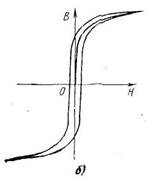
Рисунок 1 – Кривые намагничивания ферромагнитных материалов:
а – магнигожесткого, б – магнитомягкого (1 – основная кривая намагничивания, 2 – петля гистерезиса, 3 – скачкообразный характер намагничивания, наблюдаемый при точных измерениях)
Магнитожесткие материалы (закаленная сталь) по сравнению с магнитомягкими материалами (незакаленная сталь) имеют большую коэрцитивную силу Нс, меньшую магнитную проницаемость  и намагниченность и намагниченность 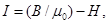 ( ( = =  – магнитная постоянная. Обычно и I для характеристики материала ферромагнетика измеряют при малой напряженности намагничивающего поля H. В некоторых случаях измеряют и остаточную намагниченность – магнитная постоянная. Обычно и I для характеристики материала ферромагнетика измеряют при малой напряженности намагничивающего поля H. В некоторых случаях измеряют и остаточную намагниченность . Эти первичные информативные параметры используют для контроля степени закалки, прочностных характеристик и других свойств. Наличие и количество ферритной составляющей в неферромагнитном материале могут быть определены по намагниченности насыщения . Эти первичные информативные параметры используют для контроля степени закалки, прочностных характеристик и других свойств. Наличие и количество ферритной составляющей в неферромагнитном материале могут быть определены по намагниченности насыщения  , т. е. при сильных полях намагничивания. Эта величина тем больше, чем больше содержание феррита. , т. е. при сильных полях намагничивания. Эта величина тем больше, чем больше содержание феррита.
Магнитные методы применяют для измерения толщины нефер-ромагнитного покрытия на ферромагнитном основании. В качестве первичного информативного параметра в этом случае используют поток магнитного поля. П-образный магнит помещают на поверхность объекта контроля с покрытием. Чем меньше толщина покрытия, тем больше магнитный поток через ферромагнитное основание и меньше рассеянный поток над объектом контроля. Этот поток измеряют по напряженности поля под изделием. Другой способ оценки потоков основан на измерении силы, необходимой для того, чтобы оторвать некоторый пробный магнит от объекта контроля.
Высокоточное измерение кривой намагничивания показывает., что она имеет скачкообразный характер (см. рис. 1, а) в области крутого подъема. Это так называемый эффект Баркгаузена. Скачки возникают в результате перемагничивания областей спонтанного намагничивания (доменов), содержащихся в ферромагнитном материале. Параметры скачков кривой намагничивания (их число, величина, длительность, спектральный состав) используют как первичный информативный параметр для контроля таких свойств материала, как химсостав, структура, степень пластической деформации. Скачки сливаются в сплошной шум, если масса намагничиваемого материала велика, поэтому этот способ применяют к тонким проволокам, лентам.
При намагничивании объекта контроля, вблизи поверхности которого имеется несплошность (дефект), в области дефекта происходит резкое пространственное изменение напряженности магнитного поля, возникает поле рассеяния (рис. 2). Изменение напряженности магнитного поля, точнее градиента напряженности, используют как первичный информативный параметр для выявления дефектов.
 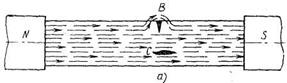
Рисунок 2 – Способы намагничивания при выявлении несплощностей:
а – полюсный, б – циркулярный
Остаточное намагничивание, коэрцитивную силу и магнитный поток часто оценивают по пондеромоторному эффекту – взаимодействию (притяжению) пробного магнита и ОК. Информацию о магнитной проницаемости и ее изменении в зависимости от напряженности магнитного поля получают с помощью катушки индуктивности (индуктивный метод).
Дифференциацию магнитного вида неразрушающего контроля на различные методы по способу получения первичной информации рассмотрим на примере применения различных типов датчиков и веществ для обнаружения градиента магнитного поля вблизи несплошности. Градиент часто обнаруживают с помощью магнитного порошка или магнитной суспензии. Их частицы располагаются вдоль линий магнитной индукции поля рассеяния. Это магнитопо-рошковый метод, широко применяемый для дефектоскопии поверхностных и подповерхностных слоев ферромагнитных материалов.
Для надежного выявления дефект должен пересекать линии магнитной индукции. Исходя из этого, для обнаружения различно ориентированных дефектов применяют разные направления намагничивания. На рисунке 2, а изделие (стержень) помещают между двух полюсов магнита (полюсное намагничивание), что дает возможность выявить поперечные дефекты типа В. На рисунке 2, б через цилиндрический объект пропускают электрический ток. Линии магнитной индукции образуют окружности в плоскости, перпендикулярной направлению тока (циркулярное намагничивание). Это дает возможность выявить продольные дефекты типа С.
Магнитопорошковым методом можно обнаруживать дефекты длиной около 0,5 мм, шириной 2,5 мм и более. При намагничивании постоянным магнитным полем выявляют дефекты, расположенные на глубине не более 2...3 мм от поверхности. При намагничивании переменным полем максимальная, глубина выявляемых дефектов уменьшается.
Помимо магнитного порошка для регистрации рассеянного магнитного поля используют магнитную пленку, подобную применяемой в магнитофонах, но более широкую (магнитографический метод). Считывание сигналов о дефектах с пленки выполняют с помощью прибора, датчиком которого служит магнитофонная головка. Этим методом обнаруживают дефекты в более толстом поверхностном слое, но теряют наглядность их изображения, свойственную магнитопорошковому методу.
Для индицирования полей рассеяния на дефектах и измерения магнитных характеристик материалов также используют датчики типа феррозондов (феррозондовый метод), преобразователей Холла, магниторезисторов (меняющих электросопротивление при внесении в магнитное поле).
Развитие магнитного вида контроля идет по пути изыскания способов отстройки от мешающих факторов, изучения особенностей магнитных полей изделий сложной формы, содержащих дефекты; разработки новых высокочувствительных преобразователей; использования потенциальных возможностей эффекта Баркгаузена, а также других магнитных эффектов, таких, как ядерный магнитный резонанс (ЯМР).
Электрический вид неразрушающего контроля основан на регистрации параметров электрического поля, взаимодействующего с контролируемым объектом (собственно электрический метод), или поля, возникающего в ОК в результате внешнего воздействия (термоэлектрический и трибоэлектрический методы). Первичными информативными параметрами являются электрическая емкость или потенциал.
Емкостный метод применяют для контроля диэлектрических или полупроводниковых материалов. По изменению диэлектрической проницаемости, в том числе ее реактивной части (диэлектрическим потерям), контролируют химический состав пластмасс, полупроводников, наличие в них несплошностей, влажность сыпучих материалов и другие свойства.
Метод электрического потенциала (электропотенциальный) применяют для контроля проводников. Измеряя падение потенциала «а некотором участке, контролируют толщину проводящего слоя, наличие несплошностей вблизи поверхности проводника. Электрический ток огибает поверхностный дефект, по изменению потенциала на участке с дефектом определяют глубину несплошности с погрешностью в несколько процентов.
Термоэлектрический метод применяют для контроля химического состава материалов. Например, нагретый до постоянной температуры медный электрод прижимают к поверхности ОК и по возникающей контактной разности потенциалов определяют марку стали, титана, алюминия или другого материала ОК.
Существует также ряд других электрических методов: экзоэлектронной эмиссии (эмиссия ионов с поверхности ОК под влиянием внутренних напряжений), электроискровой (измерения характеристик среды по параметрам электрического пробоя в ней), электростатического порошка. В настоящее время эти методы находят сравнительно узкое практическое применение, но интенсивно изучаются.
Вихретоковый вид неразрушающего контроля основан на анализе взаимодействия электромагнитного поля вихретокового преобразователя с электромагнитным полем вихревых токов, наводимых в контролируемом объекте. Его применяют только для контроля объектов из электропроводящих материалов. Вихревые токи возбуждаются в объекте преобразователем в виде индуктивной катушки, питаемой переменным или импульсным током. Приемным преобразователем (измерителем) служит та же или другая катушка. Возбуждающую и приемную катушки располагают либо с одной стороны, либо по разные стороны от ОК.
Интенсивность и распределение вихревых токов в объекте зависят от его размеров, электрических и магнитных свойств материала, от наличия в материале нарушений сплошности, взаимного расположения преобразователя и ОК, т. е. от многих параметров. Это определяет большие возможности метода как средства контроля различных свойств объекта, но в то же время затрудняет его применение, так как при контроле одного параметра другие являются мешающими. Для разделения параметров используют раздельное или совместное измерение фазы, частоты и амплитуды напряжения измерительного преобразователя, подмагничивание ферромагнитных ОК постоянным магнитным полем, ведут контроль одновременно на нескольких частотах, применяют спектральный анализ. Получаемые таким образом первичные информативные параметры позволяют контролировать размеры изделий (толщину стенки при одностороннем доступе), определять химсостав и структуру материала ОК, внутренние напряжения, обнаруживать поверхностные и подповерхностные (на глубине нескольких миллиметров) дефекты.
По взаиморасположению преобразователя и объекта различают проходные, погружные, накладные и экранные преобразователи (рис. 3). Последние предназначены для работы по методу прохождения.
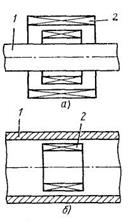 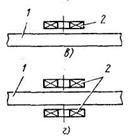
Рисунок 3 – Некоторые типы вихретоковых преобразователей: а, б – проходные наружный и внутренний, в – накладной, г – экранный (1 – контролируемый, объект, 2 – преобразователи)
Контроль вихревыми токами можно выполнять без непосредственного механического контакта преобразователей с объектом, что позволяет вести контроль при взаимном перемещении преобразователя и объекта с большой скоростью.
Развитие вихретокового вида контроля идет в направлениях изыскания путей контроля изделий сложной конфигурации и многослойных объектов, усовершенствования способов отстройки от мешающих параметров, разработки многодатчиковых и многочастотных систем для комплексного контроля свойств объекта.
Радиоволновый вид неразрушающего контроля основан на регистрации изменений параметров электромагнитных волн радиодиапазона, взаимодействующих с ОК. Обычно применяют волны сверхвысокочастотного (СВЧ) диапазона длиной 1... 100 мм и контролируют изделия из материалов, где радиоволны не очень сильно затухают: диэлектрики (пластмассы, керамика, стекловолокно), магнитодиэлектрики (ферриты), полупроводники, тонкостенные металлические объекты. По характеру взаимодействия с объектом контроля различают методы прошедшего, отраженного, рассеянного излучения и резонансный. Первичными информативными параметрами служат амплитуда, фаза, поляризация, частота, геометрия распространения вторичных волн, время их прохождения и др.
Тепловой вид неразрушающего контроля основан на регистрации изменений тепловых или температурных полей контролируемых объектов. Он применим к объектам из любых материалов. По характеру взаимодействия поля с ОК различают методы: пассивный или собственного излучения (на объект не воздействуют внешним источником энергии) и активный объект нагревают или охлаждают от внешнего источника). Измеряемым информативным параметром служит температура или тепловой поток.
При контроле пассивным методом измеряют тепловые потоки или температурные поля работающих объектов с целью определения неисправностей, проявляющихся в виде мест повышенного нагрева. Таким образом выявляют уменьшение толщины футеровки доменных и мартеновских печей, места утечки теплоты в зданиях, участки электроцепей и радиосхем с повышенным нагревом, находят трещины в двигателях и т. д.
При контроле активным методом объект обычно нагревают и измеряют температуру или тепловой поток с одной из сторон объекта. Это позволяет обнаруживать несплошности (трещины, пористость, инородные включения) в объектах, изменения в структуре и физико-химических свойствах материалов по изменению теплопроводности, теплоемкости, коэффициенту теплоотдачи. Таким способом выявляют участки с плохой теплопроводностью в многослойных панелях. Неплотное прилегание слоев и дефекты обнаруживают как участки повышенного или пониженного нагрева поверхности панели. Измерения температур или тепловых потоков выполняют контактным или бесконтактным способом. В последнем случае передача теплоты происходит в основном за счет радиации, т. е. излучения электромагнитных волн в инфракрасной или видимой части спектра в зависимости от температуры тела. Наиболее эффективным средством бесконтактного наблюдения, регистрации температурных полей и тепловых потоков является сканирующий тепловизор.
Оптический вид неразрушающего контроля основан на наблюдении или регистрации параметров оптического излучения, взаимодействующего с ОК. По характеру взаимодействия различают методы прошедшего, отраженного, рассеянного и индуцированного излучения. Последним термином определяют оптические излучения объекта под действием внешнего воздействия, например люминесценцию. Первичными информативными параметрами служит амплитуда, фаза, степень поляризации, частота или частотный спектр, время прохождения света через объект, геометрия преломления и отражения лучей.
Оптические методы имеют очень широкое применение благодаря большому разнообразию способов получения первичной информации. Возможность их применения для наружного контроля не зависит от материала объекта. Самым простым методом является органолептическнй визуальный контроль, с помощью которого находят видимые дефекты, отклонения от заданных формы, цвета и т.д. Применение инструментов (визуально-оптический контроль) типа луп, микроскопов, эндоскопов для осмотра внутренних полостей, проекционных устройств для контроля формы изделий, спроектированных в увеличенном виде на экран, значительно расширяет возможности этого метода. Использование интерференции позволяет с точностью до 0,1 длины волны контролировать сферичность, плоскостность, шероховатость, толщину изделий. Дифракцию применяют для контроля диаметров тонких волокон, толщины лепт, форм острых кромок.
Оптические методы широко применяют для контроля прозрачных объектов. В них обнаруживают макро- и микродефекты, структурные неоднородности, внутренние напряжения (по вращению плоскости поляризации). Использование гибких световодов, лазеров, оптической голографии, телевизионной техники резко расширило область применения оптических методов, повысило точность измерения.
Радиационный вид неразрушающего контроля основан на регистрации и анализе проникающего ионизирующего излучения после взаимодействия его с ОК. В зависимости от природы ионизирующего излучения вид контроля подразделяют на подвиды: рентгеновский, гамма-, бета- (поток электронов), нейтронный. В последнее время находят применение потоки позитронов, по степени поглощения которых определяют участки объекта, обедненные или обогащенные электронами.
Наиболее широко используют для контроля рентгеновское и гамма-излучения. Их можно использовать для контроля объектов из самых различных материалов, подбирая благоприятный частотный диапазон. Напомним, что эти виды излучения являются электромагнитными волнами.
Все рассмотренные ранее виды контроля основаны на применении электромагнитного излучения. Частота колебаний повышалась от метода к методу. При контроле магнитными и электрическими методами использовались постоянные или медленно изменяющиеся поля. В вихретоковом контроле частоты достигали мегагерцевого диапазона. Далее частота увеличивалась при использовании СВЧ, инфракрасного, оптического излучения. Рентгеновское и гамма-излучения являют-' ся наиболее коротковолновыми из всех рассмотренных ранее: гамма-излучение имеет длину волны 10-10
... 10-13
м (частоту 3.
1018
... 3.
1021
Гц).
По характеру взаимодействия с ОК основной способ радиационного (рентгеновского) и гамма-контроля – метод прохождения. Он основан на разном поглощении излучения материалом объекта и дефектом. Таким образом, информативный параметр здесь – плотность потока излучения: в местах утонений и дефектов плотность прошедшего потока возрастает. Чем больше толщина ОК,
тем более высокочастотное (более жесткое) излучение применяют, для контроля: рентгеновское, гамма- (от распада ядер атомов), жесткое тормозное (от ускорителя электронов: бетатрона, микротрона, линейного ускорителя). Предельное значение толщины объектов из стали, контролируемых с помощью излучения последнего типа, – около 600 мм. Приемником излучения служат: рентгенопленка (радиографический метод), сканирующий сцинтилляционный счетчик частиц и фотонов (радиометрический метод), флуоресцирующий экран с последующим преобразованием изображения в телевизионное (радиоскопический метод) и т. д. Наиболее перспективное направление развития радиационного контроля – вычислительная томография.
Акустический вид неразрушающего контроля основан на регистрации параметров упругих волн, возникающих или возбуждаемых, в объекте. Чаще всего используют упругие волны ультразвукового диапазона (с частотой колебаний выше 20 кГц), этот метод называют ультразвуковым. В отличие от всех ранее рассмотренных методов здесь применяют и регистрируют не электромагнитные, а упругие волны, параметры которых тесно связаны с такими свойствами материалов, как упругость, плотность, анизотропия (неравномерность свойств по различным направлениям) и др.
Акустические свойства твердых материалов и воздуха настолько сильно отличаются, что акустические волны отражаются от тончайших зазоров (трещин, непроваров) шириной 10-6
...10-4
мм. Этот вид контроля применим ко всем материалам, достаточно хорошо проводящим акустические волны: металлам, пластмассам, керамике, бетону и т. д.
По характеру взаимодействия с ОК различают пассивный и активный методы. Пассивный акустический метод предусматривает регистрацию упругих волн, возникающих в самом объекте. Шумы работающего механизма (особенно, если обеспечить регистрацию таких информативных параметров, как место их возникновения и амплитудно-частотная характеристика) позволяют судить об исправности механизма и даже о характере неисправности. Этот пассивный метод акустического контроля называют шумовибрационным. Многие машины снабжают датчиками, регистрирующими уровень вибрации определенных узлов и прогнозирующими их работоспособность. Это вибрационный метод контроля или диагностики.
Перестройка структуры материала, вызываемая движением групп дислокаций, возникновением и развитием трещин, аллотропическими превращениями в кристаллической решетке, сопровождается появлением упругих волн ультразвукового (реже звукового) диапазона. На использовании этих волн основан метод акустической эмиссии. Используя такие информативные параметры, как количество сигналов в единицу времени, их частота, амплитудное распределение, локация места возникновения упругих волн, судят о состоянии материала, происходящих в нем изменениях, прогнозируют работоспособность конструкции.
Активные ультразвуковые методы применяются более широко. Для контроля используют стоячие волны (вынужденные или свободные колебания объекта контроля или его части), бегущие волны по схемам прохождения и отражения. Методы колебаний используют для измерения толщин при одностороннем доступе и контроля свойств материалов (модуля упругости, коэффициента затухания). Информативным параметром служат частоты свободных или вынужденных колебаний и их амплитуды. Используют также метод (импедансный), основанный на измерении режима колебаний преобразователя, соприкасающегося с объектом. По амплитудам и резонансным частотам такого преобразователя (часто имеющего вид стержня) судят о твердости материала изделия, податливости (упругому импедансу) его поверхности. Податливость, в частности, (улучшается под влиянием дефектов, близких к поверхности изделия.
Наиболее широкое распространение получил метод отражения, или эхометод (рис. 4). Преобразователь 1 возбуждает в объекте контроля 2 ультразвуковой импульс. Он отражается от нижней поверхности объекта или дефекта 3 и принимается тем же (или другим) преобразователем. Генератор электрических импульсов 6 синхронизирован с генератором развертки 7 электронно-лучевой трубки 5. Отраженные сигналы усиливаются в 4 и вызывают появление на линии развертки пиков. На рисунке 4, а показаны посылаемый в изделие сигнал 8, эхосигнал от дефекта 9 и донный сигнал 10. Информативными параметрами в этом случае являются амплитуда и время прихода импульсов.
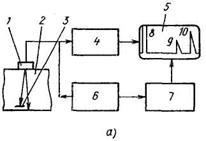 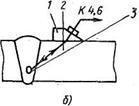
Рисунок 4 – Схема импульсного ультразвукового дефектоскопа:
а – контроль поковки прямым преобразователем, б – контроль сварного шва наклонным преобразователем
Эхометод очень широко применяют для дефектоскопии металлических заготовок и сварных соединений (рис. 4, б), контроля структуры металлов, измерения толщины труб и сосудов. Значительно реже используют метод прохождения. Им дефектоскопируют изделия простой формы (листы), оценивают прочность бетона, дерева и других материалов, в которых прочность коррелирует со скоростью ультразвука.
Средством возбуждения и приема ультразвуковых волн, как правило, служат пьезоцреобразователи. Учитывая сильное отражение ультразвука от тончайших воздушных зазоров, для передачи волн от пьезопреобразователя к изделию используют жидкостный контакт. Для возбуждения волн звукового диапазона кроме пьезо-преобразователей применяют ударное воздействие, а для приема – микрофоны.
Из многочисленных направлений развития акустических методов контроля назовем разработку бесконтактных преобразователей: лазерных возбудителей и приемников, электромагнитно-акустических преобразователей, основанных на возбуждении колебаний поверхности объекта внешним электромагнитным полем. Это открывает возможность повышения производительности при автоматическом контроле.
Ряд работ направлен на отстройку от шумов, главным образом связанных с отражением упругих волн от структурных неоднородностей, например границ кристаллов в поликристаллическом материале. Осваивается применение специфических типов упругих волн в твердом теле: поверхностных волн, волн в пластинах и стержнях. Это существенно расширяет область изделий, доступных контролю. Разработка средств высокоточного измерения скорости ультразвуковых волн открывает возможности измерения внутренних напряжений в твердых телах по изменению скорости или затухания.
Разрабатывают новые способы обработки информации, где очень перспективна вычислительная ультразвуковая голография. Например, используя пьезопреобразователи так, как показано на рисунке 4, сканируют большой участок (порядка 200×200 мм) поверхности объекта контроля. Получаемую при этом информацию направляют в память ЭВМ. Дальнейшую обработку всей информации, полученной на большом участке сканирования, выполняют на ЭВМ, используя те же алгоритмы, которые реализуются в оптической голографии при наложении световых пучков. Благодаря этому удается значительно точнее представить форму и размеры выявляемых дефектов и более обоснованно судить об их потенциальной опасности.
Неразрушающий контроль проникающими веществами основан на проникновении пробных веществ в полость дефектов ОК. Его делят на методы капиллярные и течеискания. Капиллярные методы основаны на капиллярном проникновении в полость дефекта индикаторной жидкости (керосина, скипидара), хорошо смачивающей материал объекты. Их применяют для обнаружения слабо видимых невооруженным глазом поверхностных дефектов.
Методы, течеискания используют для выявления только сквозных дефектов в перегородках. В полость дефекта пробное вещество проникает либо под действием разности давлений, либо под действием капиллярных сил, однако в последнем случае нанесение и индикацию пробных веществ выполняют по разные стороны перегородки.
При проведении мониторинга технического состояния (ТС) изделий, одной из наиболее актуальных является задача объективного своевременного обнаружения дефектов различной природы и организация контроля за развитием дефектов из-за старения элементов при эксплуатации. Одним из путей предотвращения нежелательных последствий от эксплуатации изделий с дефектами является систематичное использование методов НК. Дефектом, согласно нормативно-технической документации (НДТ) (ГОСТ 17-102), называется каждое отдельное несоответствие продукции требованиям. Однако в практике применения средств неразрушающего контроля нет полного соответствия понятия "дефект" определению по ГОСТ. Обычно под дефектом понимают отклонение параметра от требований проектно-конструкторской документации, выявленное средствами неразрушающего контроля.
Далее под дефектом будем понимать физическое проявление изменения характеристик объекта контроля с параметрами, превышающими нормативные требования.
По стадии появления пороков в цепочке технологических операций различают дефекты подготовки (и сборки) изделий под сварку и сварочные дефекты. Дефекты подготовки и сборки часто приводят к появлению собственно сварочных дефектов, поэтому подготовку изделий к сварке необходимо особо тщательно контролировать.
Сварочные дефекты-несплошности различают по их типам и видам. Кроме несплошностей в сварных соединениях могут иметь место макро- и микронеоднородности и другие несовершенства структуры.
Тип дефекта может быть определен практически любым методом контроля, кроме радиоволнового и электрического методов.
Стандарты на неразрушающие методы контроля относят к одной из трех групп.
– Стандарты общего назначения
– Стандарты на средства контроля
– Стандарты на методики контроля различных видов продукции определенными методами, например, применительно к сварным соединениям Стандартизация методов НК изложена в ГОСТ 14782–86.
Методы НК разделяют на группы, называемые видами, объединенные общностью физических признаков. Характер взаимодействия поля или вещества с объектом контроля ОК должен быть таким, чтобы контролируемый признак объекта вызывал определенные изменения физического поля или состояния вещества. Например, чтобы наличие несплошности вызывало изменение прошедшего через нее излучения или проникновение в нее пробного вещества.
Первичный информативный параметр – конкретный параметр поля или вещества (амплитуда поля, время его распространения, количество вещества и т.д.), изменение которого используют для характеристики контролируемого объекта.
Способ получения первичной информации – конкретный тип датчика или вещества, которые используют для измерения и фиксации упомянутого информационного параметра [1].
Рассмотрим методы НК, применяемые непосредственно для контроля сварных соединений.
Магнитный вид неразрушающего контроля основан на анализе взаимодействия магнитного поля с контролируемым объектом. Как правило, его применяют для контроля объектов из ферромагнитных материалов. Свойства, которые требуется контролировать (химический состав, структура, наличие несплошностей и др.), обычно связаны с параметрами процесса намагничивания и петлей гистерезиса.
При намагничивании объекта контроля, вблизи поверхности которого имеется несплошность (дефект), в области дефекта происходит резкое пространственное изменение напряженности магнитного поля, возникает поле рассеяния (рис. 3.3). Изменение напряженности магнитного поля, точнее градиента напряженности, используют как первичный информативный параметр для выявления дефектов.
Вихретоковый вид неразрушающего контроля основан на анализе взаимодействия электромагнитного поля вихретокового преобразователя с электромагнитным полем вихревых токов, наводимых в контролируемом объекте. Его применяют только для контроля объектов из электропроводящих материалов. Вихревые токи возбуждаются в объекте преобразователем в виде индуктивной катушки, питаемой переменным или импульсным током. Приемным преобразователем (измерителем) служит та же или другая катушка.
Контроль вихревыми токами можно выполнять без непосредственного механического контакта преобразователей с объектом, что позволяет вести контроль при взаимном перемещении преобразователя и объекта с большой скоростью.
Тепловой вид неразрушающего контроля основан на регистрации изменений тепловых или температурных полей контролируемых объектов. Он применим к объектам из любых материалов. Измеряемым информативным параметром служит температура или тепловой поток.
Таким способом выявляют участки с плохой теплопроводностью в многослойных панелях. Неплотное прилегание слоев и дефекты обнаруживают как участки повышенного или пониженного нагрева поверхности панели. Измерения температур или тепловых потоков выполняют контактным или бесконтактным способом. В последнем случае передача теплоты происходит в основном за счет радиации, т. е. излучения электромагнитных волн в инфракрасной или видимой части спектра в зависимости от температуры тела. Наиболее эффективным средством бесконтактного наблюдения, регистрации температурных полей и тепловых потоков является сканирующий тепловизор.
2.4 Оптический вид НК
Оптический вид неразрушающего контроля основан на наблюдении или регистрации параметров оптического излучения, взаимодействующего с ОК. Оптические методы имеют очень широкое применение благодаря большому разнообразию способов получения первичной информации. Возможность их применения для наружного контроля не зависит от материала объекта.
Использование гибких световодов, лазеров, оптической голографии, телевизионной техники резко расширило область применения оптических методов, повысило точность измерения.
Радиационный вид неразрушающего контроля основан на регистрации и анализе проникающего ионизирующего излучения после взаимодействия его с ОК. В последнее время находят применение потоки позитронов, по степени поглощения которых определяют участки объекта, обедненные или обогащенные электронами.
Наиболее широко используют для контроля рентгеновское и гамма-излучения. Их можно использовать для контроля объектов из самых различных материалов, подбирая благоприятный частотный диапазон. Напомним, что эти виды излучения являются электромагнитными волнами.
2.6 Акустический вид НК
Акустический вид неразрушающего контроля основан на регистрации параметров упругих волн, возникающих или возбуждаемых, в объекте. Чаще всего используют упругие волны ультразвукового диапазона (с частотой колебаний выше 20 кГц), этот метод называют ультразвуковым. В отличие от всех ранее рассмотренных методов здесь применяют и регистрируют не электромагнитные, а упругие волны, параметры которых тесно связаны с такими свойствами материалов, как упругость, плотность, анизотропия (неравномерность свойств по различным направлениям) и др.
Акустические свойства твердых материалов и воздуха настолько сильно отличаются, что акустические волны отражаются от тончайших зазоров (трещин, непроваров) шириной 10-6
...10-4
мм. Этот вид контроля применим ко всем материалам, достаточно хорошо проводящим акустические волны: металлам, пластмассам, керамике, бетону и т.д.
2.7 НК проникающими веществами
Неразрушающий контроль проникающими веществами основан на проникновении пробных веществ в полость дефектов ОК. Их применяют для обнаружения слабо видимых невооруженным глазом поверхностных дефектов.
Проведя анализ статистических данных Относительной выявляемости дефектов сварки различными методами можно говорить о том что, например, для выявления Поверхностных дефектов сварки целесообразно применять Метод Проникающими Веществами (с капиллярным взаимодействием с ОК), для Неметаллических дефектов, раковин и непроваров в корне шва – Рентгеновское Просвечивание, а непроваров по скосам – Ультразвуковой метод НК.
Нормативной базой метрологического обеспечения являются стандарты Государственной системы обеспечения единства измерений (ГСИ). В состав ГСИ наряду с государственными входят отраслевые стандарты, технические условия и другие нормативно-технические документы.
Метрологическое обеспечение средств НК охватывает стадии: обоснования предложений па разработку новых средств; опытно-конструкторской разработки (ОКР) средств; постановки на производство; производства средств; эксплуатации и ремонта.
Применение Д. в процессе производства и эксплуатации изделий даёт большой экономический эффект за счёт сокращения времени, затрачиваемого на обработку заготовок с внутренними дефектами, экономии металла и др. Кроме того, Д. играет значительную роль в предотвращении разрушений конструкций, способствуя увеличению их надёжности и долговечности.
Отметим также задачу выбора метода (инструментов) или комплекса методов неразрушающего контроля (НК) для проведения диагностики технического состояния как отдельных элементов, так и их совокупности с учетом технико-экономических показателей. Инженерная практика выдвигает ряд требований, которым должны удовлетворять методы, прежде всего, например, возможность визуализации дефектов, высокая выявляемоесть дефектов, чувствительность приборов, компактность и практичность оборудования. Для различных работ применяются как отдельные методы НК, так и их комбинации (комплекты).
Однако, несмотря на значительные успехи в развитии методов НК и применяемые меры по контролю ТС различных деталей и изделий, отдельные дефекты остаются не выявленными и становятся причинами и результатами аварийных ситуаций и больших катастроф. Так, методы и средства НК, применяемые на стадиях производства и предэксплуатационного контроля, далеки от совершенства и в результате их применения не выявляется значительное число дефектов технологической природы.
В данной работе были рассмотрены роль и место методов НК для обеспечения надежности и долговечности изделий, а также рассматрены модели и способы комплексирования различных по своей природе и затратам ресурсов методов НК.
3 Стандартизация неразрушающего контроля
В зависимости от требований к объектам стандартизации стандарты подразделяют на категории: государственные (ГОСТ); отраслевые (ОСТ); предприятий (СТП).
Государственные стандарты утверждают Госстандарт и Госстрой (по закрепленной за последним номенклатуре). Эти стандарты обязательны для всех министерств и ведомств, предприятий, организаций и учреждений.
Отраслевые стандарты утверждают министерства (ведомства) являющиеся головными (ведущими) по видам выпускаемой продукции. ОСТ может охватывать деятельность ряда министерств, предприятия которых заняты производством, эксплуатацией и ремонтом конкретной продукции. Так, действие ОСТа «Ультразвуковой контроль сварных швов в мостах, вагонах, и локомотивах» распространяется не только на предприятия Министерства путей сообщения СССР но и на предприятия всех министерств, изготовляющих мостовые конструкции, вагоны, тепловозы и электровозы.
Стандарты предприятий, разрабатываемые предприятиями (организациями), обязательны для подразделений и служб предприятия (организации), утвердившего стандарт. Порядок разработки и оформления СТП устанавливает ГОСТ 1.4–85.
ОСТ и СТП разрабатывают, развивая соответствующие ГОСТы, если таковые имеются. При разработке, регистрации, внедрении и пересмотре ГОСТов, ОСТов и СТП руководствуются документами Государственной системы стандартизации (ГСС), включающей 13 стандартов. На стадии разработки стандарта выполняют его проверку на патентную чистоту.
Кроме Государственной системы стандартизации в настоящее время действует еще ряд комплексных систем (номер системы обозначают цифрой после аббревиатуры ГОСТ), среди которых: ГОСТ 4 – Система показателей качества продукции (СПК.П); ГОСТ 8 – Государственная система обеспечения единства измерений (ГСИ); ГОСТ 15 – разработка и постановка продукции на производство.
Примером комплексной стандартизации служат комплексные системы управления качеством продукции (КС УКП), построенные по отраслевому принципу, а также комплексная целевая программа стандартизации НК. В соответствии с последней разработано значительное число ГОСТов и ОСТов в области НК, ряд из которых по техническому уровню превосходит соответствующие стандарты, действующие за рубежом.
Необходимость международного сотрудничества в области стандартизации вызвала создание в 1946 г. Международной организации по стандартизации (ИСО). Высший руководящий орган ИСО – Генеральная ассамблея. Практическую работу по стандартизации ведут технические комитеты (ТК), сферы деятельности которых разграничены. Технический комитет ИСО/ТК 135 ведет работы по стандартизации в области неразрушающего контроля. В некоторых направлениях международная стандартизация развивается автономно. Примером могут служить Европейская организация по контролю качества (ЕОКК) и Международное агентство по атомной энергии (МАГАТЭ), уделяющие весьма серьезное внимание вопросам стандартизации и метрологического обеспечения НК.
Стандарты на неразрушающие методы контроля относят к одной из трех групп.
1. Стандарты общего назначения. Это стандарты на классификацию методов контроля, терминологию, единую систему обозначений, требования к содержанию стандартов других групп. Примером такого стандарта может служить ГОСТ18353–79.
2. Стандарты на средства контроля, разделяющие приборы данного типа на группы по определенным признакам, определяющие основные узлы и параметры этих приборов. В этих стандартах устанавливаются цифровые ряды или предельные значения параметров, рекомендованные к использованию.
Важную роль в повышении технического уровня приборов неразрушающего контроля играют стандарты на основные технические требования (ГОСТ ОТТ), система которых разработана и введена Госстандартом в 1985–1987 гг. ГОСТ ОТТ разработаны на ультразвуковые, вихретоковые, магнитные, радиационные и т.п. дефектоскопы, толщиномеры и другие типы приборов, являющиеся основными средствами неразрушающего контроля. В этих стандартах предусмотрено планомерное улучшение основных технических параметров, чтобы сначала достичь передового международного уровня, а затем превзойти его. Несоответствие прибора ГОСТу ОТТ автоматически лишает его возможности претендовать на высокую категорию качества, а, следовательно, влияет на прибыль и фонд экономического стимулирования предприятия – изготовителя прибора.
3. Стандарты на методики контроля различных видов продукции определенными методами, например: на радиационный контроль сварных соединений, ультразвуковой контроль труб, капиллярный контроль изделий разнообразного типа. В таких стандартах указывают ограничения на виды контролируемой продукции, типы выявляемых дефектов, основные требования к применяемой аппаратуре (в некоторых случаях рекомендуют простые средства проверки ее параметров), способы ее настройки, требования по подготовке изделий к контролю, порядок его проведения и оформления результатов.
Рассмотренная система стандартов на средства и методы контроля разрабатывается в нашей стране в плановом порядке. Уже создано большинство необходимых стандартов. Они периодически пересматриваются и совершенствуются [1].
Объективный анализ применения различных методов привел к целесообразности применения комплексных систем контроля, которые используют разные по физической природе методы исследования, что, в свою очередь, позволит исключить недостатки одного метода, взаимодополнить методы и реализовать тем самым принцип "избыточности" для повышения надежности контроля систем и агрегатов.
Различные методы НК характеризуется разными значениями технико-экономических параметров: чувствительностью, условиями применения, типами контролируемых объектов и т.д. Поэтому при формировании комплекса методов НК разной физической природы возникает проблема оптимизации состава комплекса с учетом критериев их эффективности и затрат ресурсов.
Комплексное использование наиболее чувствительных методов не означает, что показатели достоверности будут соответственно наибольшими, а в свою очередь, учет первоочередности технических показателей может привести к противоречиям с экономическими критериями, такими как трудозатраты, стоимость, время контроля и т.д., что, в свою очередь, может привести к тому, что выбранный комплекс методов НК может оказаться с экономической точки зрения неэффективным.
Для реализации различных методов НК разработаны различные приборы: дефектоскопы (ультразвуковые дефектоскопы сварных соединений представлены в приложении 3), толщиномеры, тепловизоры для разных дефектов (трещин, негерметичностей), электронное оборудование (для нахождения ослабления электрических контактов), механическое оборудование, которое имеет различные технико-экономические характеристики и технологии использования для различных типов дефектов и др.
Из анализа имеющихся характеристик вытекает необходимость решения задачи выбора состава (комплекса) методов НК как задачи в оптимизационной постановке. Комплексное применение методов НК для диагностики и обнаружения дефектов в агрегатах и системах направлено на обеспечение увеличения эффективности и достоверности контроля, продления работоспособности и ресурса.
Задача формирования комплекса различных методов НК для обнаружения совокупности возможных (наиболее опасных дефектов) в системе может быть сформулирована как оптимизационная многоуровневая однокритериальная (многокритериальная) задача дискретного программирования.
Решение задачи - оптимальное сочетание различных методов НК, применение которых наиболее эффективно при эксплуатации и анализе ресурса дорогостоящих систем.
Актуальными при проведении НК являются также задачи оптимального распределения объемов контроля на всех этапах жизненного цикла объекта, оптимизации мест и параметров контроля, планирования технического обслуживания системы с учетом экономических показателей [3].
Средства неразрушающего контроля в большинстве случаев следует рассматривать как средства измерения. Метрологические обеспечение средств НК, т. е. установление и применение научных и организационных основ, приборов и устройств, правил и норм, необходимых для достижения единства и требуемой точности измерений, – обязательная составная часть неразрушающего контроля.
Нормативной базой метрологического обеспечения являются стандарты Государственной системы обеспечения единства измерений (ГСИ). В состав ГСИ наряду с государственными входят отраслевые стандарты, технические условия и другие нормативно-технические документы.
Метрологическое обеспечение средств НК охватывает стадии: обоснования предложений па разработку новых средств; опытно-конструкторской разработки (ОКР) средств; постановки на производство; производства средств; эксплуатации и ремонта.
На первой стадии проводят метрологическую экспертизу заявки на разработку новой техники. В ходе ее устанавливают обоснованность и достаточность норм точности, изложенных в заявке, соответствие этих норм действующим стандартам, контролепригодность норм точности, а также объем требовании к метрологическому обеспечению предстоящего производства изделий. Результаты экспертизы оформляют в виде экспертного заключения. Эти данные учитывают при составлении карт технического уровня.
На стадии ОКР средств НК метрологической экспертизе подвергают техническое задание, технические предложения и конструкторско-технологическую документацию.
При проведении метрологической экспертизы технического задания определяют соответствие построения, изложения и оформления ГОСТ 15.001–73, возможность измерения тех параметров предполагаемого к разработке средства, к которым предъявляются точностные требования; особое внимание при этом следует уделять точностным требованиям основных параметров аппаратуры, обусловливающих достоверность результатов контроля. Метрологическую экспертизу технических заданий па ОКР средств НК проводит головная организация по государственным испытаниям средств НК, утвержденная Госстандартом. Результаты экспертизы отражают в экспертном заключении, рекомендуемая форма которого приведена в одном из документов ГСИ. Положительное заключение метрологической экспертизы является необходимым условием утверждения технических заданий на разработку всех без исключения средств измерений, предназначенных для производства, выпуска в обращение и применения в стране.
В процессе метрологической экспертизы технических предложений определяют соответствие их техническому заданию и действующим стандартам. На основании сведений о предполагаемом изготовителе средств НК выявляют контролепригодность установленных норм точности и возможность их контроля в реальных условиях изготовителя средств НК.
Метрологическая экспертиза конструкторской и технологической документации предусматривает анализ и оценку технических решений по выбору параметров, подлежащих измерению, устанавливает нормы точности, методы и приборы измерений. Она осуществляется и результаты ее оформляются в соответствии со стандартами, входящими в ГСИ. Технические условия (ТУ) на средства НК и методика поверки (ПМ) этих средств, составленные в процессе ОКР, согласовываются, как правило, головной организацией по метрологическому обеспечению средств НК Госстандарта или ведомства (министерства).
Диагностика равноправное и неотъемлемое звено технологических процессов, позволяющее повысить надёжность выпускаемой продукции. Однако методы диагностики не являются абсолютными, т. к. на результаты контроля влияет множество случайных факторов. Об отсутствии дефектов в изделии можно говорить только с той или иной степенью вероятности. Надёжности контроля способствует его автоматизация, совершенствование методик, а также рациональное сочетание нескольких методов. Годность изделий определяется на основании норм браковки, разрабатываемых при их конструировании и составлении технологии изготовления. Нормы браковки различны для разных типов изделий, для однотипных изделий, работающих в различных условиях, и даже для различных зон одного изделия, если они подвергаются различному механич., термич. или химич. воздействию.
Применение Д. в процессе производства и эксплуатации изделий даёт большой экономический эффект за счёт сокращения времени, затрачиваемого на обработку заготовок с внутренними дефектами, экономии металла и др. Кроме того, Д. играет значительную роль в предотвращении разрушений конструкций, способствуя увеличению их надёжности и долговечности.
Отметим также задачу выбора метода (инструментов) или комплекса методов неразрушающего контроля (НК) для проведения диагностики технического состояния как отдельных элементов, так и их совокупности с учетом технико-экономических показателей. Инженерная практика выдвигает ряд требований, которым должны удовлетворять методы, прежде всего, например, возможность визуализации дефектов, высокая выявляемоесть дефектов, чувствительность приборов, компактность и практичность оборудования. Для различных работ применяются как отдельные методы НК, так и их комбинации (комплекты).
Однако, несмотря на значительные успехи в развитии методов НК и применяемые меры по контролю ТС различных деталей и изделий, отдельные дефекты остаются не выявленными и становятся причинами и результатами аварийных ситуаций и больших катастроф. Так, методы и средства НК, применяемые на стадиях производства и предэксплуатационного контроля, далеки от совершенства и в результате их применения не выявляется значительное число дефектов технологической природы.
В данной работе были рассмотрены роль и место методов НК для обеспечения надежности и долговечности изделий, а также рассматриваются модели и способы комплексирования различных по своей природе и затратам ресурсов методов НК.
1 Неразрушающий контроль. Кн. 1 / Под ред. В.В. Сухорукова. М.: Высш. шк., 1991-1995.
2 Методы дефектоскопии сварных соединений / Под общ. ред. В.Г. Щербинского. М.: Машиностроение, 1987.
3 Волченко В.Н. «Контроль качества сварных конструкций». — М.: Машиностроение, 1986.
4 Контроль качества сварных и паяных соединений. Учебное пособие/ С.А. Федоров, МАТИ, М, 1989.
|
