Методы изготовления многослойных печатных плат
Введение
Методы изготовления многослойных печатных плат (МПП) постоянно эволюционируют, при этом явно наблюдается гегелевская диалектика развития по спирали: возврат к старому в новом качестве. Так метод послойного наращивания, уступивший в свое время первенство методу металлизации сквозных отверстий, вернулся как способ наращивания слоев с глухими отверстиями. А метод попарного прессования можно увидеть как фрагмент изготовления МПП со скрытыми межслойными переходами. Поэтому описание прежних методов изготовления МПП, это не просто дань уважения истории техники, а возможность возврата к ним в новых комбинациях. Мало того, в ряде успешно функционирующих электронных систем эти методы до сих пор присутствуют, и никто не собирается их менять нет повода.
Что касается новых методов, то они неизбежно будут продвигаться вслед за интеграцией элементной базы, увеличением функциональности аппаратуры, уменьшением ее габаритов и массы. Если рассматривать эту проблему с позиций российской действительности, то вслед за потерей темпов развития российской микроэлектроники можно потерять всю отечественную электронную индустрию, если допустить отставание в высоких технологиях печатных плат. Поэтому в этот раздел включены и перспективные методы, и схемы изготовления МПП, уже обсуждающиеся мировой общественностью технологов печатных плат.
Метод попарного прессования
Этот метод изготовления многослойных печатных плат основан на выполнении межслойных соединений посредством металлизации отверстий по типу обычных двусторонних печатных плат. Структура МПП, реализуемая этим методом, показана на рис. 1.17. Для изготовления МПП используются две заготовки из двустороннего фольгированного диэлектрика. На одной стороне каждой заготовки фотохимическим способом изготавливаются схемы внутренних слоев — второго и третьего. Затем сверлятся и металлизируются отверстия межслойных переходов, со второго на первый и с третьего на четвертый слой. При электрохимической металлизации переходных отверстий, для электрического соединения с катодом ванны используется целиковая фольга будущих наружных слоев. Заготовки с готовыми внутренними слоями платы спрессовываются. Выдавленная при прессовании смола заполняет переходные отверстия, защищая, тем самым, их медное гальванопокрытие от химического воздействия последующих технологических операций, в том числе от травления. После прессования заготовка МПП обрабатывается так же, как двусторонняя печатная плата, — позитивным комбинированным методом с получением металлизированных отверстий и печатных проводников на наружных слоях. Нужно отметить, что наружный слой МПП попарного прессования дважды подвергается металлизации: при осаждении меди в переходные отверстия и при металлизации сквозных отверстий, соединяющих наружные слои. Поэтому толщина меди наружных слоев, считая и медную фольгу, достигает 130—160 мкм. Это резко снижает разрешающую способность печатного рисунка наружных слоев, так как травление меди значительной и неравномерной толщины не обеспечивает необходимого качества и плотности печатного рисунка. Кроме того, при защите печатных узлов покровными лаками создаются значительные затруднения в получении плотного защитного покрытия: лак стекает с высоких проводников, обнажая их острые кромки.
Реклама


Методом попарного прессования можно изготовить МПП с числом слоев не более четырех, что не всегда позволяет получить необходимую плотность монтажа.
Преимуществами метода является относительная простота реализации, поскольку он основан на обычной технологии металлизации отверстий двусторонних печатных плат, хорошо освоенной в промышленности. Однако прессование заготовок при недостаточной жесткости исходного материала может приводить к разрушению металлизации переходных отверстий, следовательно, к отказам соединений.
Метод открытых контактных площадок и выступающих выводов
Сущность обоих методов заключается в прессовании тонких печатных слоев с перфорированными окнами для доступа к внутренним слоям. Межслойные соединения, как таковые, в этих методах изготовления отсутствуют. Поэтому проводники, принадлежащие одной цепи, должны лежать в одном слое.
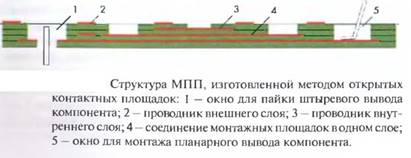
При изготовлении МПП методом открытых контактных площадок используются полученные травлением отдельные печатные слои. Соединения выводов навесных элементов с контактными площадками внутренних слоев осуществляются через перфорированные окна вышележащих слоев, как показано на рис. 1.18. В результате этого верхний слой имеет перфорации, обеспечивающие доступ ко всем нижним слоям. Очевидно, нижний внутренний слой имеет наибольшую площадь для трассировки печатных цепей, поскольку не имеет перфораций, а верхний наружный слой имеет наименьшую площадь для трассировки и наибольшее количество перфорации. Таким образом, при использовании метода открытых контактных площадок плотность печатного рисунка внутренних слоев имеет ограничения, связанные с необходимостью перфораций для осуществления соединений. Поэтому увеличение слойности МПП, изготавливаемых методом открытых контактных площадок, более пяти становится не целесообразным. Такие ограничения отсутствуют для метода выступающих выводов.
Реклама


Фольгирование перфорированной стеклоткани внутренних слоев при изготовлении МПП методом выступающих выводов производится самим изготовителем платы, так как выступающие выводы являются продолжением печатных проводников и выходят из внутренних слоев в перфорированные окна. После склеивания пакета внутренних слоев выступающие в окна выводы отгибают на наружную поверхность платы и формуют под крепящую колодку, как показано на рис. 1.19, либо подпаивают к контактным площадкам наружного печатного слоя. Окна в плате предназначены для размещения микросхем. Из каждого окна должны выходить концы проводников в количестве, равном числу выводов микросхем.
Оба этих метода отличаются простотой и сравнительно коротким технологическим циклом. Однако необходимость формовки выводов радиоэлементов на различную глубину и пайка в перфорированные окна повышают трудоемкость монтажных операций для метода открытых контактных площадок. Кроме того, при этом методе существует ограничение на число слоев (не более 5...7), так как большее их число увеличивает глубину перфорации, что делает пайку открытых контактных площадок ненадежной.
В отличие от других методов, метод выступающих выводов не имеет каких-либо ограничений по максимальному количеству слоев. Но сосредоточение печатных проводников в узких переплетах перфорированных окон создает большие перекрестные помехи и, тем самым, ограничивает трассировочные возможности печатных узлов. Наряду с этим недостатком, следует принять во внимание затруднения в формовке и закреплении выступающих выводов на поверхности платы в пределах периметра окна.
Метод послойного наращивания
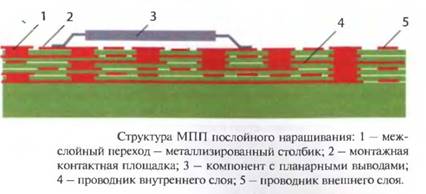
Изготовление МПП этим методом заключается в последовательном чередовании слоя изоляции и металлизированного слоя печатного рисунка. Соединения между проводящими элементами печатных слоев производятся гальваническим наращиванием меди в отверстиях слоя изоляции. Типичная структура МПП, реализуемая этим методом, показана на рис. 1.20.
Изготовление платы начинается с приклейки к медной фольге изоляционной прокладки с перфорациями в местах будущих межслой-ных переходов. На всех операциях изготовления МПП методом послойного наращивания эта фольга осуществляет соединение металлизируемых поверхностей с катодом гальванической ванны. На конечном этапе на ней вытравливают рисунок наружного слоя.
После изготовления металлизированных переходов и их плана-ризации в плоскость с диэлектриком, на поверхность межслойной изоляции полуаддитивным методом формируют печатный рисунок слоя. На изготовленный слой проводящего рисунка напрессовывают следующий слой перфорированной изоляции и через перфорации наращивают очередные металлизированные переходы. Таким образом, последовательно создаются слои проводящего рисунка и изоляции с межслойными переходами.
В качестве межслойной изоляции могут быть использованы стек-лотекстолитовые прокладки с перфорациями в местах межслойных переходов или полимерные пленки, отверстия в которых химически вытравливают в назначенных местах.
Количество слоев МПП при послойном наращивании ограничивают обычно пятью, так как изготовление каждого последующего слоя связано с многократными термическими (при прессовании) и химическими воздействиями на уже изготовленные слои.
Преимуществом данного метода изготовления МПП является исключительно высокая плотность монтажа, так как он дает возможность выполнения межслойных переходов в любой точке платы, независимо от трассировки и местоположения межслойных соединений смежных слоев. Таким образом, межслойные переходы могут выполняться независимо друг от друга, между любыми слоями в любой назначенной точке.
Ввиду необходимости строгой последовательности выполнения операций, процесс изготовления МПП методом послойного наращивания имеет длительный технологический цикл. Кроме того, этот процесс требует исключительной тщательности и качества изготовления, так как любой производственный дефект, допущенный на последних слоях, приводит к браку всей печатной платы. Использование этого метода для изготовления МПП создает дополнительные технологические трудности при очистке отверстий под межслойные переходы от затеков клея, последующего тщательного визуального контроля каждого отверстия на отсутствие загрязнений, сошлифовывания вручную выступающих над поверхностью заготовки столбиков меди межслойных соединений до уровня поверхности изоляции и др.. Попытки в какой-то мере механизировать эти операции, как правило, не приводят к положительному эффекту. Особенности гальванических осаждений в толстых слоях и длительный контакт электролитов с открытой поверхностью диэлектриков приводят к необходимости постоянной тщательной очистки электролитов и предотвращения попадания в ванну даже незначительных загрязнений, которые потом могут вызвать отказ соединений по межслойному переходу. Для обеспечения постоянных условий металлизации необходимо более часто, чем для других случаев, производить химический анализ, корректировку и очистку растворов ванн.
Трудности послойного наращивания в сочетании с высокой реализуемой плотностью монтажа и надежностью выделили этот метод для изготовления уникальных МПП в лабораторном производстве с высокой технологической культурой. Внедрение этого метода в серийное и даже в мелкосерийное производство затруднено.
Применение этого метода оправдано для создания аппаратуры с высокой надежностью. Например, печатные платы в аппаратуре космического транспорта и космического базирования, изготовленные этим методом, не имели ни одного отказа за все время использования с 80-х годов прошлого столетия.
Метод металлизации сквозных отверстий
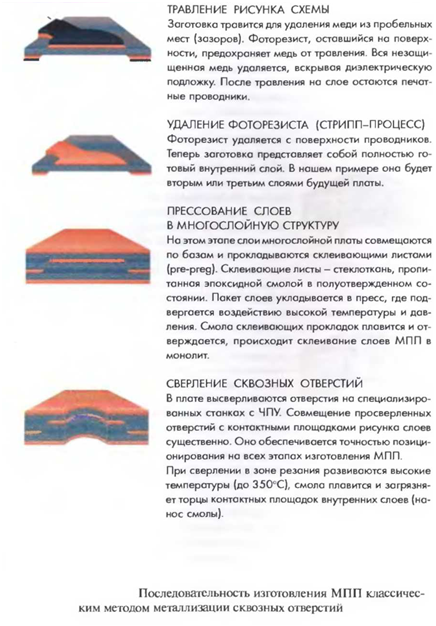
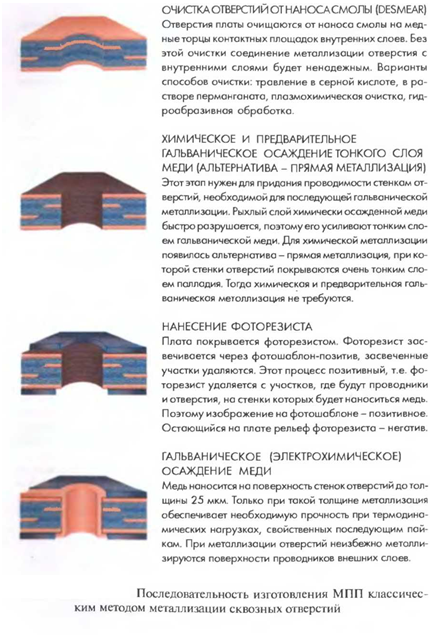
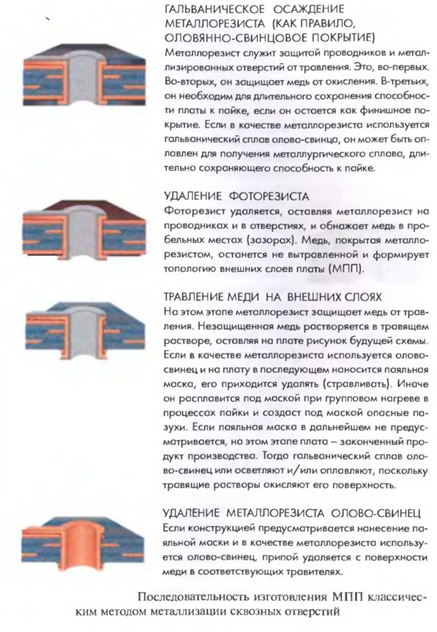
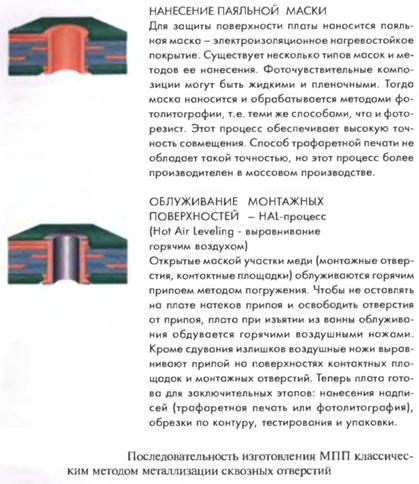
Процесс изготовления МПП методом электрохимической металлизации сквозных отверстий состоит в изготовлении отдельных внутренних слоев химическим методом, прессовании слоев в монолитный пакет, сверлении сквозных отверстий и их металлизации. При сверлении на стенках отверстий вскрывают торцы контактных площадок внутренних слоев. Соединения их друг с другом и с контактными площадками наружных слоев получаются за счет металлизации отверстий.
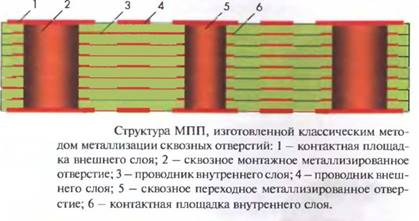
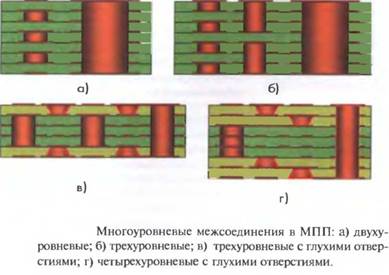
Типичная структура МПП, изготовленной методом металлизации сквозных отверстий, показана на рис. 1.21. Поскольку все отверстия в плате являются сквозными, плотность межсоединений несколько ограничена, так как каждое отверстие используется для внутреннего соединения только один раз и в то же время занимает определенную площадь на каждом слое, ограничивая свободу трассировки печатных цепей. Вводя промежуточные внутренние соединения или сквозные отверстия для групп слоев, как это схематически показано на рис. 1.22, межслойные соединения можно располагать друг над другом или только между теми слоями, где они нужны, не ограничивая трассировку печатных цепей на других слоях. Изготовление МПП по схемам, представленным на рис. 1.22, обеспечивает наибольшую свободу в выборе месторасположения внутренних соединений и путей трассировки печатных проводников, следовательно, позволяет получить максимальную плотность межсоединений.
Технологический процесс изготовления МПП по этим вариантам, в тех случах усложняется, но, тем не менее, это оказывается оправданным, когда другие способы уплотнения монтажа приводят к еще большим технологическим трудностям.
Схема технологического процесса изготовления многослойных печатных плат методом металлизации сквозных отверстий показана на рис. 1.23.
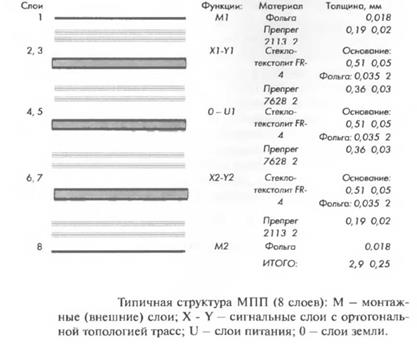
Метод металлизации сквозных отверстий, по-существу единственный метод создания конструкций с наиболее оптимальной электрической структурой, обеспечивающей надежную передачу наносекундных импульсов и распределение питания между активными элементами. Такие конструкции МПП позволяют выполнить печатные цепи как полосковые линии передач и создают эффективное экранирование одной группы цепей от другой. Показанная для примера на рис. 1.24 типичная структура 8-слойной МПП содержит 4 сигнальных слоя и 2 слоя питания. Цепи сигнальных слоев имеют ортогональное расположение печатных проводников, т. е. преимущественное направление вдоль одной из осей координат: X или У. Слои питания представляют собой целиковую фольгу или металлическую сетку с освобождениями в местах сквозных металлизированных отверстий. В точках соединения металлизированного отверстия с цепью внутреннего слоя выполняют контактную площадку. Слои питания одновременно выполняют роль электрических экранов.

На рис. 1.25 для иллюстрации реальной структуры МПП показан фрагмент микрошлифа сквозного металлизированного отверстия.
Таким образом, наряду с высокой технологичностью МПП, изготовленные методом металлизации сквозных отверстий, имеют высокую плотность монтажа, большое количество вариантов трассировки печатных цепей, более короткие линии связей, возможность электрического экранирования, улучшение характеристик, связанное с устойчивостью к воздействию окружающей среды за счет расположения всех печатных проводников в массе монолитного диэлектрика, возможность увеличения числа слоев без существенного увеличения стоимости и длительности процесса.
Недостатком метода является относительно механически слабая связь металлизации отверстий с торцами контактных площадок внутренних слоев. Изготовление МПП этим методом осложнено проблемой точного совмещения печатных слоев из-за погрешностей фотошаблонов и деформаций базовых материалов в процессе изготовления внутренних слоев и прессованя. Особой тщательности требует подбор режимов прессования для обеспечения прочной адгезии пакета слоев, устойчивой к воздействию групповой пайки. И, наконец, впроцессе использования МПП возникаюттрудности, при внесении изменений в трассировку при ремонте плат.
МПП с микропереходами
Обоснование необходимости
Для МПП со сквозными отверстиями характерен недостаток, состоящий в необходимости разделения контактных площадок, окружающих отверстия, и контактных площадок для присоединения выводов компонентов. Это обусловлено утечкой припоя в сквозные отверстия, если контактные площадки, окружающие отверстия, используются для пайки.
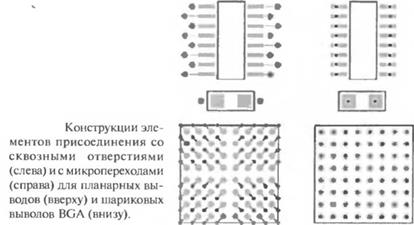
На рис. L.26 показано, как меняются конструкции элементов присоединения, когда МПП изготавливаются с микропереходами.
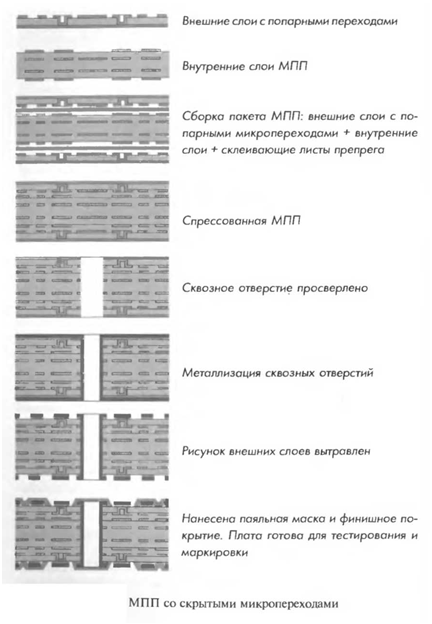
МПП со скрытыми микропереходами на наружных слоях
Схема изготовления МПП со скрытыми микропереходами показана на рис. Можно увидеть, что в этой схеме есть подобие попарному прессованию. Отличие лишь в том, что металлизацию внешнего слоя защищают от осаждения, чтобы не создавать больших толщин меди на внешних слоях. Для этого отверстия в слое выполняют не сквозными, а глухими. Не трудно увидеть также, что высверлить глухое отверстие в тонком основании на заданную глубину, не порвав фольги, невозможно. Поэтому слой с микропереходами выполняют из фольгированного полиимида и отверстия вытравливают через перфорации фольги по местам, где должны быть отверстия.
Нужно сказать, что технология изготовления МПП со скрытыми микропереходами активно вытесняется методом послойного наращивания переходов на основание, изготовленное методом металлизации сквозных отверстий.
Комбинация методов металлизации сквозных отверстий и послойного наращивания
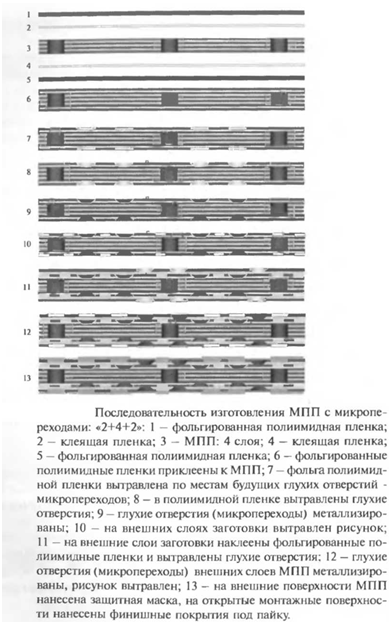
Необходимость в дальнейшей миниатюризации электронной аппаратуры (мобильные телефоны, цифровые фотоаппараты и видеокамеры, портативные охранные системы и т.п.) привела к созданию конструкций печатных плат с высокой плотностью межсоединений, что в международной документации называют HDI -HighDensityInterconnections. Схема этого метода представляет собой последовательность, состоящую из изготовления МПП, напрессовывания на нее последовательности слоев с микропереходами, как показано на рис. 1.28. Структуру таких плат обозначают количеством слоев МПП, изготавливаемых по классической технологии, и количеством послойно наращиваемых слоев с межслойными переходами. Например, структура «2 + 4 + 2» означает, что в качестве основы используется 4-слойная МПП, и на нее с двух сторон наращиваются по два слоя с микропереходами (см. рис. 1.22, г).
Гибкие печатные платы
Использование гибких диэлектрических материалов для изготовления печатных плат дает как разработчику, так и пользователю электронных устройств ряд уникальных возможностей. Это, прежде всего, — уменьшение размеров и веса конструкции, повышение эффективности сборки, повышение электрических характеристик, теплоотдачи и, в целом, надежности.
Если учесть основное свойство таких плат - динамическую гибкость — становится понятным все возрастающий объем применения таких плат в автомобилях, бытовой технике, медицине, в оборонной и аэрокосмической технике, компьютерах, в системах промышленного контроля и бортовых системах.
Гибкие печатные платы (ГПП) изготавливаются на полиимидной или лавсановой пленке и поэтому могут легко деформироваться, даже после формирования проводящего рисунка. Большая часть конструкций гибких ПП аналогична конструкциям печатных плат на жесткой основе.
Выбор методов изготовления печатных плат
Правильный выбор материалов, технологических процессов и элементной базы при разработке современных печатных узлов во многом определяет уровень работоспособности и надежность электронного устройства в целом при рациональных экономических затратах в производстве. При этом рассматриваются следующие аспекты:
• Назначение электронной системы: технические условия на изделия, ожидаемый рабочий ресурс, элементная база с характеристиками по быстродействию, выходному сопротивлению, уровню рабочих сигналов, напряжению питания и т. д.
• Эксплуатационные требования по ремонтопригодности: возможности профилактики и ремонта, наличие запасных печатных узлов и блоков.
• Окружающие условия при хранении и работе. Технология изготовления: совместимость с действующим производством, степень и характер механизации и автоматизации при заданном объеме производства.
• Базовые и вспомогательные материалы: объем возможных поставок, стоимость, необходимость отбора по специальным требованиям.
Основным отличием, характеризующим возможности того или другого метода, можно считать реализуемую им плотность межсоединений. При этом необходимо иметь в виду практически возможное число монтажных точек на единицу площади поверхности платы. Например, для двусторонних печатных плат возможная плотность монтажа, рассчитанная теоретически, составляет 15 выводов/1 см2
при разрешающей способности по ширине проводников и зазоров, равной 0,5 мм. Однако реальные предельные значения этой плотности, как правило, не превышают 2,8 выводов/см2
. Практическое ограничение плотности монтажа обусловлено в большей степени размерами элементов и специальными требованиями к электрическим параметрам печатных связей.
Все методы изготовления печатных плат можно расположить в следующий ряд возрастания плотности печатного монтажа:
• односторонние печатные платы;
• двусторонние печатные платы (ДПП) комбинированным позитивным методом;
• ДПП полуаддитивным методом;
• ДПП полуаддитивным методом с дифференциальным травлением;
• МПП методом попарного прессования;
• МПП методом открытых контактных площадок;
• МПП методом металлизации сквозных отверстий;
• МПП методом послойного наращивания;
• МПП комбинацией методов металлизации сквозных отверстий и послойного наращивания.
Рассмотрение методов изготовления печатных плат с учетом современной практики печатного монтажа позволяет отдать предпочтение в производстве односторонних печатных плат — химическому методу, двусторонних — комбинированному позитивному, многослойных — методу металлизации сквозных отверстий. Названные методы признаны базовыми в отечественной и зарубежной практике производства печатных схем. Поэтому дальнейшее изложение вопросов контроля и испытаний печатных плат будет ориентировано на эти методы. Особое внимание будет уделено методу металлизации сквозных отверстий, поскольку он сочетает в себе и химический метод в изготовлении внутренних слоев, и позитивный метод при металлизации отверстий и изготовлении наружных слоев.
|
