Министерство образования и науки Российской Федерации
Федеральное агентство по образованию
Государственное образовательное учреждение
высшего профессионального образования
«Комсомольский-на-Амуре государственный
технический университет»
Институт КП МТО
Кафедра МТНМ
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
к курсовому проекту
Методология выбора материалов и технологий в машиностроении
1. Теплообмен в топливных и электрических печах
Топливные печи.
Дымовые газы, заполняющие рабочее пространство топливной печи, передают тепло лучеиспусканием и конвекцией нагреваемым изделиям и стенкам печи. Последние излучают тепло на изделия. Все эти процессы учитываются при определении коэффициента теплоотдачи.
Коэффициент теплоотдачи лучеиспусканием рассчитывается по формуле
 , ,
где  степень черноты поверхности изделия; степень черноты поверхности изделия;
 коэффициент, учитывающий взаимные процессы лучеиспускания дымовых газов, изделий и стенок печи. Коэффициент коэффициент, учитывающий взаимные процессы лучеиспускания дымовых газов, изделий и стенок печи. Коэффициент  выражается следующей формулой выражается следующей формулой
 , ,
где  степень развития кладки, ее численное значение приблизительно равно отношению суммарной внутренней поверхности стенок и свода печи степень развития кладки, ее численное значение приблизительно равно отношению суммарной внутренней поверхности стенок и свода печи  к воспринимающей тепловое излучение поверхности металла к воспринимающей тепловое излучение поверхности металла 
 , ,
 степень черноты дымовых газов; степень черноты дымовых газов;
 температура дымовых газов в рабочем пространстве печи, К; температура дымовых газов в рабочем пространстве печи, К;
 средняя температура нагреваемого металла, К, определяемая следующим образом средняя температура нагреваемого металла, К, определяемая следующим образом
где  начальная температура металла, К; начальная температура металла, К;
 конечная температура металла, К. конечная температура металла, К.
Степень черноты дымовых газов зависит от их состава. В состав печных дымовых газов входят азот (N2
), углекислый газ (СО2
) и водяной пар (Н2
О). Одно- и двухатомные газы имеют ничтожно малую интенсивность теплового излучения. Поэтому степень черноты дымовых газов определяется из выражения
 , ,
где  степень черноты углекислого газа; степень черноты углекислого газа;
 условная степень черноты водяного пара; условная степень черноты водяного пара;
 поправочный коэффициент на парциальное давление водяного пара. поправочный коэффициент на парциальное давление водяного пара.
Степень черноты газа зависит от его температуры, парциального давления р и средней эффективной длины лучей в рассматриваемом газовом объеме  . Величина р (Н/см2
) численно равна объемной доле газа в составе продуктов горения. Величину приближенно можно определить так . Величина р (Н/см2
) численно равна объемной доле газа в составе продуктов горения. Величину приближенно можно определить так
 ,
,
где  объем, заполненный излучающим газом, м3
; объем, заполненный излучающим газом, м3
;
 площадь всех стенок, ограничивающих этот объем, м2
. площадь всех стенок, ограничивающих этот объем, м2
.
Коэффициент теплоотдачи конвекцией при турбулентном движении воздуха или продуктов сгорания в каналах можно определить с помощью следующей приближенной формулы
Реклама

 , ,
где  приведенная (0 ˚С; 1,013 приведенная (0 ˚С; 1,013 Па) скорость движения газов; Па) скорость движения газов;
 эквивалентный диаметр канала, м. эквивалентный диаметр канала, м.
Учитывая сложность теплового процесса на поверхности нагреваемого изделия, коэффициент теплоотдачи считают сложной величиной, которая равна сумме коэффициентов теплоотдачи лучеиспусканием  и конвекцией и конвекцией 
 . .
Величина перепада температуры по толщине изделия зависит от отношения термического сопротивления изделия к термическому сопротивлению передачи тепла к его поверхности. Чем больше указанное отношение, тем больше перепад температуры по толщине изделия. В теории теплообмена отношение внутреннего термического сопротивления изделия к внешнему термическому сопротивлению на его поверхности определяется критерием Био ( ) )
 ,
,
где  внутреннее термическое сопротивление изделия; внутреннее термическое сопротивление изделия;
 внешнее термическое сопротивление; внешнее термическое сопротивление;
 коэффициент теплоотдачи; коэффициент теплоотдачи;
 коэффициент теплопроводности металла; коэффициент теплопроводности металла;
 характерный геометрический размер изделия: для пластины половина ее толщины при двустороннем нагреве и полная толщина в случае одностороннего нагрева. характерный геометрический размер изделия: для пластины половина ее толщины при двустороннем нагреве и полная толщина в случае одностороннего нагрева.
За условную границу между тонкими и массивными изделиями можно принять такое значение критерия , при котором погрешность определения времени нагрева изделия без учета перепада температуры в сечение изделия не будет превышать 5 % от действительной продолжительности нагрева.
В соответствии с этим условием изделия можно считать тонкими в тепловом отношении, если  . .
Электрические печи.
В электрических печах без искусственной циркуляции воздуха основным видом теплообмена, определяющим нагрев изделий, является теплообмен лучеиспусканием. Конвективный теплообмен в результате свободного движения воздуха около поверхности нагреваемого изделия имеет небольшую интенсивность. Поэтому коэффициент теплоотдачи определяется формулой теплообмена лучеиспусканием, в которой конвективный теплообмен учитывается поправочным коэффициентом:
 (20)
(20)
где εп
- приведенная степень черноты изделий и внутренней поверхности рабочей камеры печи;
Т1
- температура печи, °К;
T2ср
- средняя температура изделий, °К; определяется по формуле (8);
εк
- поправочный коэффициент, учитывающий конвективный теплообмен, (εк
≈ 1,05…1,1).
Приведенная степень черноты εп
определяется следующим образом:
где ε1
- степень черноты внутренней поверхности рабочей камеры печи;
Реклама

ε2
- степень черноты изделий;
F1
- величина внутренней поверхности рабочей камеры печи, излучающей тепло на изделия, м2
;
F2
– площадь поверхности изделий, воспринимающая тепловое излучение, м2
.
В частном случае, если поверхность изделий, воспринимающая тепловое излучение, много меньше внутренней поверхности рабочей камеры печи (F1
<< F2
), то на основании выражения (21)
εп
= ε2
В электрических печах с искусственной циркуляцией воздуха (в конвекционных печах) при определении коэффициента теплоотдачи на поверхности изделия необходимо учитывать и теплообмен лучеиспусканием, и конвективный теплообмен, т. е.
α=αл
+αк
Коэффициент теплоотдачи лучеиспусканием определяется по формуле, аналогичной уравнению (20):
 (22)
(22)
Для определения коэффициента теплоотдачи конвекцией можно применять формулу (11) или (12).
В частном случае, при нагреве длинномерных изделий (профилей, труб, прутков, листов и т. д.) из алюминиевых сплавов в низкотемпературных конвекционных печах до температуры печи t2
k
≈ t1
величина коэффициента теплоотдачи лучеиспусканием невелика из-за малой степени черноты изделий (таб. 4).
2. Расчет нагрева «тонких» изделий в печах периодического действия
Переменная температура печи при постоянном расходе тепла
С целью максимального использования установленной мощности электрической печи ее величину уменьшают по сравнению с рассчитанной по формуле (25). Это обеспечивает работу печи во время нагрева изделий в основном без отключения. Уменьшение установленной мощности приводит к снижению температуры в рабочей камере печи после загрузки холодных изделий. По мере нагрева изделий температура печи повышается, при этом мощность печи остается постоянной. Так будет продолжаться до тех пор, пока температура печи не достигнет заданной величины. После этого необходимо уменьшать мощность печи (или расход энергии), чтобы сохранить постоянной температуру в рабочей камере.
Таким образом, процесс нагрева изделий в электрической печи периодического действия можно разбить на два этапа: нагрев при постоянной мощности, но переменной температуре печи и нагрев при переменной мощности (при переменном расходе энергии), но постоянной температуре печи. Расчет продолжительности второго этапа выполняется по рассмотренным ранее формулам. Определим продолжительность первого этапа. Для первого этапа нагрева изделий справедливо равенство:
 (30) (30)
где Nп
- полезная мощность печи, расходуемая на нагрев изделий, кВт.
Связь между Nп
и Ny
следующая:
Исходя из равенства (30), тепловой баланс изделия может быть выражен уравнением
 (31) (31)
где Gс
- масса садки изделий в печи, кг.
В начальный момент времени температура изделий равна t2н
конце первого этапа нагрева на основании выражения (30) она равна:
 (32) (32)
где t1
y
- установленная температура печи.
Интегрируя уравнение (31) в данных пределах, получим следующее выражение, определяющее продолжительность первого этапа нагрева изделий:
 (33)
(33)
На основании формул (27) и (32) можно определить продолжительность второго этапа нагрева τ2
:
 (34)
(34)
Следовательно, полное время нагрева изделий в печи с уменьшенной установленной мощностью определяется следующим образом:
 (35)
(35)
Чтобы во время нагрева изделий печь работала в основном без отключения или переключения на меньшую мощность, необходимо в течение первого этапа обеспечить нагрев изделий до температуры, близкой к конечной температуре нагрева, т. е:
 (36) (36)
где k - коэффициент, учитывающий соотношение между температурой нагрева изделий в течение первого этапа и их конечной температурой (k= 0,85…0,95).
Из равенства (36) можно определить количество изделий n, которое необходимо загрузить в печь, чтобы максимально использовать ее установленную мощность:
 (37)
(37)
Рассчитав по формуле (37) количество изделий, необходимо сравнить получающуюся при этом продолжительность нагрева изделий [по формуле (35)] с допустимой по технологии.
3. Особенности нагрева длинномерных изделий в электрических конвекционных печах периодического действия
Большое количество различных длинномерных полуфабрикатов (профили, трубы, листы и т. д.) изготавливается из алюминиевых сплавов. Для термической обработки этих изделий широкое применение находят электрические конвекционные печи.
В конвекционной печи (рис. 5) при помощи вентилятора 1 создается циркуляция воздуха. Нагретый до заданной температуры в камере с нагревательными элементами 2 воздух поступает в рабочую камеру 5 печи, где помещаются длинномерные изделия 4. Перемещаясь вдоль изделий, воздушный поток 3 нагревает их, а сам при этом охлаждается. Максимальное охлаждение воздуха происходит в начальный момент, после загрузки холодных изделий в печь.
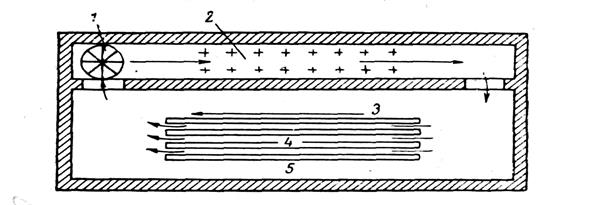
Рисунок 5 – Схема электрической конвекционной печи
По мере нагрева изделий повышается и температура воздушного потока. Следовательно, температура воздуха меняется в процессе нагрева садки длинномерных изделий как по длине рабочей камеры, так и во времени. В результате этого процесс нагрева изделий по длине будет неравномерным. Скорость нагрева ближнего по направлению воздушного потока конца садки будет больше, чем дальнего.
При расчете времени нагрева длинномерных изделий в конвекционных печах необходимо определять время нагрева дальнего конца садки, так как лишь за это время садка полностью нагреется до заданной температуры.
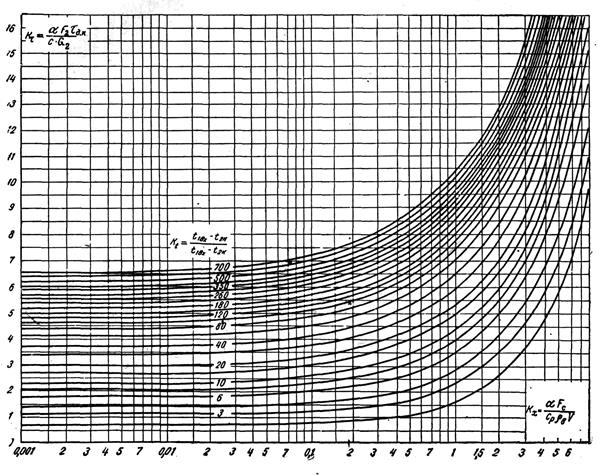
Рисунок 6 – Номограмма для определения продолжительности нагрева длинномерных изделий в конвекционных печах
Продолжительность нагрева дальнего конца садки определяется с помощью номограммы (рис. 6), построенной на основании аналитического решения задачи о нагреве длинномерных изделий в конвекционных печах [5]. При выполнении расчетов с помощью этой номограммы необходимо, прежде всего, вычислить значения критериев Кх
и Кt
где ср
- теплоемкость воздуха при температуре печи, дж/(кг · ° С);
рв
- плотность воздуха при температуре, печи, кг/м3
;
V- объем воздуха, проходящего через сечение рабочей камеры печи в единицу времени, или производительность вентилятора, м3
/с;
Рс
- поверхность садки длинномерных изделий, м2
;
t1вх
- температура воздушного потока на входе в рабочую камеру печи, °С.
По номограмме необходимо найти соответствующее этим критериям значение критерия Kτ
, с помощью которого определяется время нагрева дальнего конца садки:
 (38) (38)
Продолжительность нагрева ближнего конца садки определяется по формуле (27), так как температура воздушного потока на входе в рабочую камеру печи tвх
- постоянная, т. е:
 (39) (39)
где Тб.к
- время нагрева ближнего конца садки, с.
Разница во времени нагрева дальнего и ближнего концов садки, т. е. неравномерность процесса нагрева садки, зависит в основном от величины критерия Кх
. Если величина Кх
≤ 0,1, то время нагрева начального конца садки не превышает более чем на 10% время нагрева ближнего конца. При практических расчетах такой неравномерностью процесса нагрева садки, как правило, можно пренебречь. Следовательно если Кх
≤ 0,1, то с достаточной для практики степенью точности можно считать, что процесс нагрева садки происходит при постоянной температуре воздушного потока в рабочей камере печи. В этом случае время нагрева садки определяется формулой (27).
На равномерность нагрева садки длинномерных изделий в конвекционной печи большое влияние оказывает количество изделий в садке. С увеличением количества изделий растет неравномерность процесса их нагрева, так как увеличивается поверхность садки и величина критерия Кх
.
Неравномерность процесса нагрева садки листов в конвекционной печи зависит от расстояния между листами в садке. Садка листов де лит рабочую камеру печи на ряд каналов с практически самостоятельными воздушными потоками (рис. 7,а). Вследствие этого при расчете времени нагрева садки листов целесообразно рассматривать нагрев одного листа, заменив соответственно часовой объем воздуха, проходящего через рабочую камеру печи, часовым объемом воздуха, проходящего между двумя соседними листами, т. е.
 (40) (40)
где ωt
- скорость воздушного потока, м/с;
b- ширина листа, м;
h- расстояние между листами в садке, м.
В этом случае критерий Kx
определяется так:
 (41) (41)
где L - длина листа в направлении воздушного потока, м. Так как с увеличением h величина Kx
уменьшается, снижается также неравномерность процесса нагрева листов.
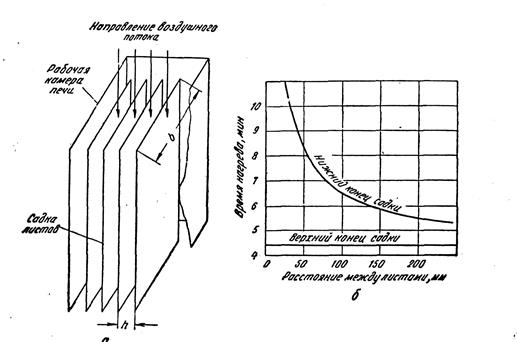
Рисунок 7 – Расположение садки листов в рабочей камере конвекционной печи (а) и влияние расстояния между листами на продолжительность их нагрева (б)
На рис. 7, б даны результаты расчета с помощью номограммы рис. 6 зависимости между временем нагрева и расстоянием между листами из дюралюминия: размер листа 4 х 1 м, толщина 2 мм, температура нагрева листов 495° С, температура воздушного потока 500° С, его скорость 10 м/с.
Расстояние между листами в садке при заданной неравномерности процесса нагрева можно определить следующим образом. По формуле (27) определяется время нагрева ближнего конца садки. К его величине добавляется допустимая разница во времени нагрева дальнего и ближнего концов садки и определяется время нагрева дальнего конца. Это позволяет рассчитать величину критерия Kτ
, рассчитывается также критерий Kt
. По критериям Kτ
и Kt
и номограмме рис. 6 определяют значение критерия Кх
, на основании которого вычисляют расстояние между листами
 (42) (42)
Приведенная методика расчета продолжительности нагрева длинномерных изделий справедлива лишь при условии, если температура воздушного потока на входе в рабочую камеру печи в процессе нагрева
изделий остается постоянной. Однако при недостаточной величине установленной мощности печи, а именно:
 (43)
(43)

Если температура воздушного потока на входе в рабочую камеру печи в первый период нагрева изделий уменьшается по сравнению с заданной (t1вх
). Это приводит к увеличению продолжительности нагрева длинномерных изделий. В данном случае время нагрева дальнего конца садки равно
 (44) (44)
где величина Kτ
определяется по номограмме рис. 6, ∆K - по номограмме рис. 8. Продолжительность нагрева ближнего конца садки определяется формулой, аналогичной формуле (35):
 (45) (45)
4. Расчет нагрева «тонких» изделий в методических печах
Электрические печи с преобладанием излучения.
Методические печи в большинстве случаев по длине делятся на несколько отдельно регулируемых тепловых зон. Нагревательные элементы в пределах одной зоны обычно размещаются равномерно. Поэтому каждая зона характеризуется постоянным тепловым потоком, передаваемым лучеиспусканием на тепловоспринимающую поверхность изделий. Температура зоны печи по мере нагрева изделий повышается в соответствии с основным уравнением теплообмена излучением:
 (46) (46)
где qл
- интенсивность теплового потока (излучением),
Т1
- температура в данной зоне печи, К;
Т2
- температура изделий, °К;
εп
- приведенная степень черноты изделий и внутренней поверхности печи.
Интенсивность теплового потока qл
связана с полезной мощностью зоны:
 (47)
(47)
где N'п
- полезная мощность зоны печи, кВт;
F' - тепловоспринимающая поверхность изделий в зоне, м2
.
Итак, температура зоны определяется следующим выражением:
 (48)
(48)
При этих условиях уравнение теплового баланса аналогично уравнению (31)
 (49) (49)
где G’
- масса загрузки изделий в одной зоне, кг.
Интегрируя уравнение (49) в пределах от начальной температуры изделий  до конечной до конечной  в данной зоне, получим следующую формулу, определяющую продолжительность нагрева изделий в зоне: в данной зоне, получим следующую формулу, определяющую продолжительность нагрева изделий в зоне:
 (50)
(50)
Масса загрузки изделий в зоне равна
 (51)
(51)
где g’ - нагрузка на метр пода печи, кг/м;
V- длина зоны, м.
Для первой зоны печи =  , для последней зоны = , для последней зоны = . Если известно время нагрева, то можно определить скорость движения изделий в печи, т.е . Если известно время нагрева, то можно определить скорость движения изделий в печи, т.е
 (52)
(52)
где  - скорость движения изделий в печи, м/сек. - скорость движения изделий в печи, м/сек.
В большинстве случаев скорость движения изделий во всех зонах печи должна быть одинаковой, поэтому время нагрева изделий в каждой зоне ограничивается ее длиной. В этом случае необходимо рассчитывать температуру нагрева изделий в каждой зоне на основании выражения (50):
 (53)
(53)
Нагрузка на погонный метр пода g' и скорость движения изделий в печи νвыбираются из следующего соотношения:
 (54)
(54)
где Nп
- полезная мощность печи, кВт. Произведение  равно производительности печи равно производительности печи
Р = 3600 (55)
где Р - производительность печи, кг/ч.
Печи с конвективным теплообменом.
В методических топливных печах и в электрических печах с искусственной циркуляцией воздуха нагрев изделий происходит как за счет теплообмена излучением, так и конвективного теплообмена. Особенно велика роль конвективного теплообмена в низкотемпературных конвекционных печах. Процесс нагрева изделий в методических конвекционных печах зависит от схемы движения газов (воздуха) и нагреваемых изделий в рабочей камере печи. Существуют три основные схемы движения газов
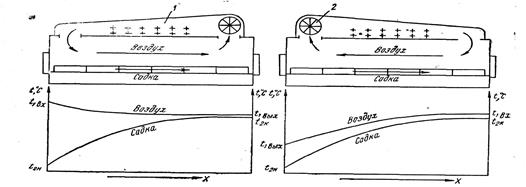 Рисунок 9 – Схемы прямоточной (а) и противоточной (б) методических конвекционных печей и распределение температуры по их длине: 1— нагревательные элементы; 2 — вентилятор
В печах, работающих по схемам прямотока и противотока, изменение температуры газов по длине рабочей камеры определяется теплообменом между газами и изделиями (рис. 9). При определении продолжительности нагрева изделий в этих печах обычно задаются температура газов (воздуха) на входе в рабочую камеру печи t1вх
, начальная tн
и конечная tк
температуры изделий. Температура газов на выходе из рабочей камеры печи определяется из уравнения теплового баланса:
 (56) (56)
где ср
- удельная теплоемкость газов в печи, Дж/(кг ∙° С);
рг
- плотность газов в печи, кг/м3
;
Vг
- объем газов, проходящий в единицу времени через поперечное сечение рабочей камеры печи, м3
/ч;
Р - производительность печи, кг/ч;
с -удельная теплоемкость изделий, Дж/(кг· ° С).
Установившийся квазистационарный режим теплообмена в рассматриваемых печах позволяет определить среднюю разность температур газов и изделий: для схемы прямотока:
 (57)
(57)
И в случае противотока
 (58)
(58)
В результате этого время нагрева изделий определяется следующим образом:
 (59)
(59)
где G2
- масса изделия, кг;
F2
- активная поверхность изделия, м2
.
Анализ нагрева изделий в методических конвекционных печах показывает, что схема прямотока с теплотехнической точки зрения менее эффективна, чем схема противотока. В печах, работающих по схеме прямотока, необходима повышенная температура газов на входе в рабочую камеру печи:
 (60)
(60)
Это создает опасность перегрева и пережога изделий в случае изменения ритма работы печи, на пример при задержке подачи изделий в печь или остановке конвейера печи и т.д. Схема противотока обеспечивает также повышенную скорость нагрева изделий при данном режиме работы печи.
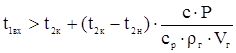
Методические конвекционные печи с перекрестным током разбиваются по длине на ряд самостоятельных тепловых зон (рис. 10).
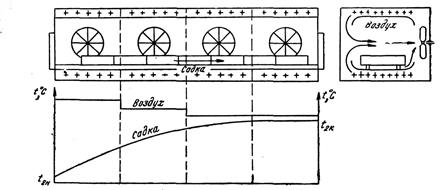
Рисунок 10 – Схема методической конвекционной печи с перекрестным током и возможное распределение температуры по ее длине
Длина зоны определяется шириной газового (воздушного) потока, создаваемого одним или двумя вентиляторами. Большая интенсивность, высокая турбулентность потока обеспечивает практически постоянную температуру в зоне. Устанавливая температуру отдельно в каждой зоне, можно получить требуемое распределение температуры по длине печи.
Расчет нагрева изделий в печах с перекрестным током необходимо выполнять по отдельным зонам или по труппам зон, имеющим одинаковую температуру. Так как температура газового потока постоянная, то для расчета нагрева изделий в отдельной зоне печи можно применить формулу (27). При этом конечная температура нагрева изделий в данной зоне печи принимается за начальную в следующей зоне.
В данном случае применяется методика расчета нагрева изделий в методических печах с заданным распределением температуры по длине печи.
Список Литературы
1. Термическая обработка в машиностроении справочник. Под ред. Ю.М Лахтина.- М.: Машиностроение, 1980. – 783 с.
2. Оборудование Механизация и автоматизация в термических цехах Под ред. Д.Я Вишнякова.- М.: Металлургия, 1964. -467 с.
3. Исаченко В.П. и др. Теплопередача.- М.: Энергоиздат, 1981. -416 с.
|
