Содержание
1. Классификация инженерно-технических средств безопасности процессов, технологий и производственной санитарии
1.1 Основные и вспомогательные фонды охраны труда
1.2 Современные инженерно-технические средства безопасности
2. Очистка отходящих газов при карбонации полимерных материалов
2.1 Технологический процесс переработки волокна
2.2 Методики анализов продуктов деструкции волокна
Список литературы
1. Классификация инженерно-технических средств безопасности процессов, технологий и производственной санитарии
1.1 Основные и вспомогательные фонды охраны труда
Для повышения безопасности процессов и технологий применяются разные инженерно-технические средства защиты от вредных факторов.
К инженерно-техническим средствам защиты, обеспечивающим безопасную (безаварийную) эксплуатацию машин и механизмов металлургического оборудования и исследовательской аналитической аппаратуры, относят, в частности, управляющие автоматизированные системы, исключающие частично или полностью прямое участие человека в производственном процессе.
Элементные схемы таких систем предусматривают наличие автоматических подсистем защиты оператора и автоматическое отключение машин и механизмов при нарушении режимов технологии или оптимальных параметров работы исследовательской установки.
Эти системы нашли широкое применение на предприятиях ядерного топливного цикла при гидрометаллургической переработке урановой руды с последующим получением диоксида урана, па разделительных заводах, где реализуются технологии обогащения урана нуклидом 235
U, в производстве тепловыделяющих элементов, а также на радиохимических заводах по переработке отработанного ядерного топлива.
При производстве металлопродукции и в работах исследовательского цикла широко применяют такие технические средства, безопасности, как, например, ограждения разных конструктивных исполнений, предусматривающие наличие блокировки и автоматической сигнализации, механизацию производственных процессов, дистанционное управление процессами, применение роботов техники, систем контроля надежности эксплуатируемого оборудования, вентиляционных устройств и др.
Перечисленные средства инженерной безопасности относятся к основным фондам.
Реклама

В производственной практике применяют также разнообразные технические средства индивидуальной защиты от опасных или вредных производственных факторов, приспособления, знаки безопасности или знаки, предупреждающие о наличии опасности. Эти и другие технические средства, отвечающие требованиям второй рассмотренной группы средств защиты, относят к вспомогательным фондам охраны труда. Упомянутая классификация инженерных средств защиты, которые могут быть отнесены к основным или вспомогательным фондам охраны труда, основана на том, что все инженерно-технические средства безопасности эксплуатации машин, механизмов и пооперационного управления технологическими или исследовательскими процессами практически всегда являются составной частью (элементами) технологического или исследовательского оборудования и учтены в основных производственных фондах предприятия.
1.2 Современные инженерно-технические средства безопасности
Классификацией предусмотрено отнесение к основным фондам охраны труда и основных инженерных средств производственной санитарии таких, как установки кондиционирования воздуха, вентиляционные устройства, стационарные устройства для борьбы с шумом и вибрацией, средства защиты от избыточного тепла.
Создание новых технологий предполагает применение высокоэффективных машин и механизмов, содержащих конструктивные элементы, которые обеспечивают безопасные условия их обслуживания инженерно-техническим персоналом. В ряде инструкций га-кие технические средства безопасности выделяются из оборудования, так как представляют периферийные устройства, обеспечивающие безопасную эксплуатацию основного оборудования. К таким периферийным устройствам следует отнести ограждающие устройства, блокировочные ограждения опасных зон и сигнализацию.
Ограждающие устройства с учетом их конструктивных особенностей подразделяют на неподвижные (стационарные) и подвижные (регулируемые).
Стационарные ограждающие устройства имеют постоянные геометрические параметры и жестко соединены с основным техническим оборудованием. Их применяют для ограждения опасных зон технологических линий прокатных станов, дисковых алмазных пил, трансмиссий, размольного оборудования, зон прямого лазерного излучения, высоковольтного ускорителя электронов и другого оборудования разного назначения.
К стационарным ограждающим устройствам относят сетчатые конструкции, препятствующие случайному прикосновению опера-юра к токоведущим частям электротехнического оборудования. При выполнении из металла такое ограждающее устройство заземляется. Допустимое расстояние сетчатого ограждающего устройства от поверхности токоведущих частей установки должно быть не менее 10 см. Для сплошных съемных ограждений расстояние от токоведущих частей установки до поверхности сплошного ограждения должно быть не менее 40 мм.
Реклама

В отличие от стационарных, в конструктивном исполнении подвижных ограждающих устройств предусматривают возможность изменения их положения на участке технологического или исследовательского оборудования. Подвижные ограждающие устройства могут работать в механическом или автоматическом режиме. При изготовлении сетчатых ограждающих устройств применяют металлические сетки с шириной стороны ячейки в свету, величина которой определяется требованиями безопасной эксплуатации оборудования.
Блокировочное ограждение может представлять собой сетчатуюконструкцию, исключающую действия оператора в опасной зоне технологического устройства и в случае нахождения оператора в опасной зоне автоматически выключать систему энергетического обеспечения технологического устройства. Одним из элементов блокировочного ограждения является, как правило, фотоэлементная защитная блокировка.
Принцип действия фотоэлементного защитного блокировочного устройства основан на использовании слаботочных систем, например сурьмяно-цезиевого фотоэлемента, работающего в паре с выходным контактным реле.
Помимо фотоэлементных, широко применяются блокировочные устройства, принцип действия которых основан на использовании датчиков давления. В частности, такие блокировочные устройства применяют для высокотемпературных электровакуумных печей и некоторых других электровакуумных нагревательных устройств.
Безаварийная работа высокотемпературных электровакуумных печей обеспечивается и высокоэффективной системой охлаждения корпуса печи, в котором расположен нагреватель.
Максимальная температура нагревателя в стационарных условиях эксплуатации такой печи может достигать 2770 К.
В этих условиях необходима безаварийная работа системы водяного охлаждения корпуса печи, токоподводов, контактирующих с элементами конструкций нагревательного устройства.
Наряду с инженерно-техническими устройствами, обеспечивающими безопасную, безаварийную работу технологических и исследовательских установок, при ведении технологических процессов широко используется сигнализация разного назначения.
Оперативная сигнализация– неотъемлемая часть системы автоматического управления технологическими процессами, обеспечивает постоянный контроль параметров технологического процесса: температуры, давления, концентрации соответствующих компонентов и смеси газов и др. Информативными датчиками в таких системах могут быть электроизмерительные приборы, расходомеры, газоанализаторы, манометры.
Предупредительная сигнализация оповещает оператора о возможности отклонения параметров процесса от оптимальных, об опасности или ее возникновении. В качестве предупредительной сигнализации используют световые и звуковые сигналы, действующие от датчиков, регистрирующих параметры технологических процессов, а также плакаты, содержащие техническую информацию или рекомендации организационного характера.
Опознавательная сигнализацияпредназначена для определения оператором опасных зон, частей машин и механизмов. Для обозначения опасных зон окрашивают их или части машин и механизмов в разные цвета. Согласно ГОСТ 15548-70, в красный цвет окрашивают зоны явной опасности, в желтый - опасные зоны, где возможны опасные ситуации, в зеленый - безопасные участки зон обслуживания технологических устройств.
Современный уровень технической оснащенности процессов и технологий основанных на применении высокоэффективных электровакуумных систем, криогенной техники, а также техники высоких давлений и температур, а также новых технологий, конструкционных функциональных и других материалов ставит задачу обеспечения безопасности процессов и технологий посредством широкого применения инженерно-технических средств защиты от потенциально опасных или вредных производственных факторов.
2. Очистка отходящих газов при карбонации полимерных материалов
2.1 Технологический процесс переработки волокна
В промышленном производстве основная причина образования вредных веществ – технологические процессы, связанные с переработкой исходного сырья. Формирующиеся при этом вредные вещества выделяются вместе с отходящими газами в атмосферу, загрязняя ее пылевидными отходами и токсическими соединениями. Для снижения вредных органических, пылевидных и других компонентов отходящих газов в промышленности применяют различные методы их очистки, выбор которых определяется составом и концентрацией газов.
В процессе получения (термообработки) ПАН-волокон на стадии окисления в окружающую среду выделяются токсические вещества - аммиак и синильная кислота.
На стадии высокотемпературной обработки (карбонизация и графитизация) летучими продуктами термического распада являются: водород, углеводороды, оксиды углерода, аммиак, цианид водорода.
Углеродное волокно (УВ) получают в две стадии: низкотемпературным окислением исходного волокна с последующей высокотемпературной обработкой при карбонизации и графитации.
Агрегат для получения УВ состоит из проходной электропечи для окисления и карбонизации волокна, соединенной с высокотемпературной печью для графитации волокна.
Через щелевую рабочую камеру обеих печей протягивается транспортерная лента из графитированной углеродной ткани, на которую прикрепляется волокно и транспортируется вдоль рабочего объема печи со скоростью 0,2 м/мин. В печь карбонизации под транспортерную ленту вдувается атмосферный воздух 20 м3
/ч. В течение 15 мин материал проходит стадии окисления и карбонизации, при этом температура по агрегату СКГ изменяется от 30 до 330 °С.
Карбонизованное волокно через герметичную шлюзкамеру поступает в печь графитизации, где в среде азота обрабатываемый материал нагревается до 2200 °С.
Готовое волокно снимают с транспортерной ленты и сматывают в рулон.
Отходящие газы агрегата СКГ отсасываются в приемный патрубок вытяжной вентиляции, размещенный на выходе из печи карбонизации, и по газоходу направляются в топку дожига, где при 800 С
С в условиях избытка кислорода воздуха осуществляется термическое обезвреживание вредных органических примесей до диоксида углерода и воды (пары). Очищенные газы через эжектор после разбавления воздухом направляются в выхлопную трубу. На охлажденных участках газохода перед топкой дожига наблюдается интенсивное осаждение смолистых веществ, которые частично собираются в смолосборнике.
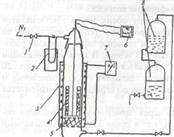
Рис. 1. – Схема установки для очистки отходящих газов при обработке волокна: 1 - вентиль, 2 - реометр, 3 - реактор, 4 - навеска, 5 - фильтр из стекловаты, 6 - термопара с милливольтметром, 7- регулятор обогрева, 8 - водяной аспиратор.
На практике это происходит следующим образом. На установке (рис. 1) обрабатываемой навески волокна проверяется герметичность системы, по калиброванному реометру 2устанавливается необходимый расход воздуха. Затем включается электрообогрев 7 реактора 3и температура за 15 мин повышается до 320 °С.
Газы в процессе термообработки волокна при температурах t < 350 °С отбирают газовыми пипетками 8 с интервалами 5 мин.
За время процесса (15 мин) в пустом аспираторе собирают весь состав летучих продуктов, выделившихся во время термообработки волокна. Объем газовых пипеток составляет обычно 0,3 л.
По окончании опыта вентиль 1закрывают, реактор остывает до комнатных температур. Затем из реактора выгружают навески 4 и фильтр из стекловаты 5 с адсорбированными на нем смолистыми летучими соединениями, которые взвешивают и определяют убыль веса (УВ) или привес на фильтрах из стекловаты за счет адсорбции на поверхности фильтра смолистых соединений.
2.2 Методики анализов продуктов деструкции волокна
При изучении состава продуктов термоокислительной деструкции волокна, обследовании реальных газовых выбросов от агрегата СКГ и загазованности рабочих мест в зоне расположения агрегата СКГ могут быть использованы весовой, химический фотоколориметрический и хроматографический методы анализа газообразных и смолистых веществ.
Методики весового и химического анализа
Весовой метод анализа применяется при определении смолистых веществ и количества влаги, улавливаемых фильтром из стекловаты и др. фильтр размещается в газоходе после реакционной зоны установки и фиксируется.
Цианид водорода выявляют химическим методом, основанным на реакции циан-ионов с хлорамином Т и образованием окрашенного комплекса с пиридином и барбитуровой кислотой, и анализируют фотоколориметрическим методом.
Определение акрилонитрила основано на его взаимодействии с бромом и последующим фотометрированием окрашенного комплекса с бензидин-пиридиновым реактивом.
Фотометрическое определение аммиака основано на образовании окрашенного в желто-бурый цвет соединения при взаимодействии аммиака с реактивом Несслера.
Методики газохроматографического анализа
Определение алифатических углеводородов C1
-C3
, водорода, кислорода, азота и оксидов углерода проводят методом газожидкостной хроматографии (ГЖХ).
Метод ГЖХ позволяет количественно и качественно идентифицировать большую группу соединений из одной газовой пробы.
Алифатические углеводороды С1
-Сз выявляют на хроматографе ЛХМ-8 методом газоадсорбционной хроматографии с детектором по ионизации в пламени водорода на колонке длиной 1 м и диаметром 3 мм с адсорбентом "порапак" при следующих условиях хроматографирования:
· температура термостата колонки 80 °С,
· температура испарителя 130 °С,
· скорость газа-носителя 50 мл/мин,
· объем вводимой пробы 1-2 мл.
Хроматографический анализ нитрильных соединений проводят также на приборе ЛХМ-80. При аналогичных условиях хроматографирования методом ГЖХ с использованием колонки, заполненной силикохромом-120 с жидкой фазой 1, 2,
3-цианэтоксипро-паном в количестве 30 %.
Содержание водорода и оксида углерода можно определять на переносном хроматографе "газохром-3101" методом газоадсорбционной хроматографии на 1-й колонке, заполненной активированным углем АГ-3 при комнатной температуре и скорости элюации газа-носителя 80 мл/мин.
Диоксид углерода выявляют газоадсорбционной хроматографией на приборе ЛХМ-8-МЦ с детектором по теплопроводности (катарометром) на колонке длиной 1м внутренним диаметром 3 мм, заполненной силикагелем марки КСК, при следующих условиях хроматографирования:
• температура термостата колонок 50 °С,
• ток нитей катарометра 150 мА,
• скорость газа-носителя (Не) 100 мл/мин.
Исследование состава газовых выделений при термообработке волокна
В результате термообработки образец подвергается воздействию разных факторов: от теплового расширения (20-70 °С) и высокоэластичной деформации (70-170 °С), сопровождаемой потерей адсорбированной влаги, до сложных химических превращений (170-220 °С) и циклизации (270-320 °С) с образованием гексагональных углеродных слоев, сопровождающихся выделением газообразных и смолистых веществ.
На первом этапе изучают зависимость десорбции влаги с образцов волокна от температуры и времени обработки.
Для исследования навеску волокна в количестве 4-5 г помещают в реактор. Скорость поступления азота в реактор постоянна: 0,3 л/мин. Подъем температуры в реакторе 40 °С/мин.
При 120 °С осуществляется 1-ч выдержка образца. По убыли массы образца навески при достижении ее постоянства определяют количество, % (по массе), сорбированной волокном влаги. Обычно оно < 5 %.
При изучении динамики выделения газообразных и смолистых веществ, проведя термоокислительную деструкцию, навеску волокна помещают в реактор, продуваемый воздухом со скоростью 0,3 л/мин.
Подъем температуры в реакторе соответствует ее подъему по зонам СКГ.
Количественное содержание смолистых веществ при исследовании динамики выделения определяют весовым методом.
Для исследования динамики выделения газообразных продуктов отбирают газовые пробы в поглотители Петри, заполненные поглотительной смесью.
Производится непрерывный отбор газовой фазы с разделением всего газового объема на фракции, соответствующие временным интервалам подъема температуры в зоне нагрева образца. Содержание нитрилов на порядок превышает количество цианида водорода и аммиака.
В нитрильных соединениях хроматотрафически идентифицированы нитрилакриловая кислота, ацетонитрил, пропионитрил, бутиронитрил, винилацетонитрил. Хроматограмма газовой смеси показывает содержание ацетонитрила 3,4 г/м3
в газовой смеси и бутиронитрила в концентрации < 0,6 г/м3
в три раза ниже ПДК.
В газовой фазе присутствует также большая группа углеводородов C1
-C3
. Их количественное содержание представлено в таблице 1, из которой следует, что в течение всего периода обработки волокна концентрация углеводородов изменяется в зависимости от температуры обработки и максимум выделений соответствует 230-280 °С. Углеводороды являются основными продуктами, содержащимися в газовой фазе, после нитрилов.
Таблица 1. Концентрация соединений, выделяемых при карбонизации волокна, в зависимости от температуры обработки (расход воздуха 0,3 л/мин)
| Температурный интервал, °С |
Концентрация, г/м3
|
| цианида водорода |
нитрилов |
аммиака |
ацетона |
метана |
С2
|
Сз |
| 20-230 |
0,0015 |
0,301 |
0,268 |
3,80 |
1,28 |
4,33 |
1,35 |
| 230-280 |
3,777 |
40,0 |
3,515 |
0,80 |
2,75 |
5,64 |
0,78 |
| 280-330 |
0,875 |
20,0 |
0,293 |
0,40 |
1,56 |
2,47 |
0,38 |
| 330-20 |
0,070 |
1,15 |
0,640 |
- |
- |
- |
- |
| ПДК |
3-10-4
|
5-10-4
|
2-10-2
|
0,2 |
0,3 |
0,3 |
0,3 |
В таблице 1 приведены основные компоненты и их количества, мг, выделенные из 1 г обработанного волокна (уменьшение массы образца в процессе термообработки 55-58 %): аммиак 5, ацетон + ацетальдегид 5, водород 10, диоксид углерода 150, оксид углерода 140, углеводороды C1
-Сз 10, цианид водорода 3, нитрилы 55, сумма смолистых 70, влага 100.
Отбор проводится обычно при работе агрегата СКГ в стационарном режиме. Согласно таблице 2 при обработке волокна с большей плотностью (650 г/м3
) в отходящих газах наблюдается повышение содержания нитрилов и уменьшение содержания аммиака. Это различие данных анализа может объясняться неодинаковой скоростью протяжки волокна и его толщиной.
2. – Содержание вредных веществ в газоходе от агрегата СКГ перед и после печи дожига
Место отбора
пробы
|
Концентрация, мг/м3
|
| цианида водорода |
нитрилов |
аммиака |
| До печи дожита |
18,3 |
19 |
40 |
4,33 |
470 |
280 |
34,0 |
523,0 |
321,0 |
| После печи дожита |
5,04 |
6,75 |
9,0 |
73,8 |
25,2 |
34,2 |
Н/о |
65,2 |
20,7 |
| ПДК после разбавления (эжект.) |
0,56 |
0,75 |
1,0 |
8,2 |
2,8 |
3,8 |
Н/о |
7,25 |
2,3 |
Н/о – не обнаружено.
Эффективность обезвреживания летучих продуктов в печи дожига может составлять в среднем, %: цианида водорода 72, нитрилов 89, аммиака 93.
Карбонизированное ПАН-волокно представляет собой термо-окисленное полиакрилонитрильное ПАН-волокно, прошедшее стадию обработки на воздухе при 250 °С с последующей карбонизацией при 900-1000 °С в токе азота.
В процессе окисления ПАН выделяются аммиак и синильная кислота.
При карбонизации летучими продуктами термического распада являются водород, углеводороды, оксиды углерода, аммиак и цианид водорода.
При проведении рассматриваемых процессов должна быть предусмотрена соответствующая очистка газов, эффективность которой должна составлять, %: смолистых веществ 99,9, нитрилов 92, цианида водорода 97-99, аммиака 94-98.
В настоящее время проблема разработки новых способов очистки отходящих газов в промышленности очень важна, так как материальный ущерб, который может быть нанесен окружающей среде, если концентрация вредных веществ в воздухе превышает ПДК, вероятнее всего, непоправим.
Список литературы
1. Варенков А. Н., Костиков В. И. Химическая экология и инженерная безопасность металлургических производств: Учебное пособие. – М.: Интернет Инжиниринг, 2000. – 382 с.
2. Загрязнение атмосферного воздуха. Окружающая среда. Энциклопедический словарь-справочник. Т. 1, 2. М.: Прогресс, 1999 г.
3. Криксунов Е.А., Пасечник В.В., Сидорин А.П. Экология. – М.: Издательский дом «Дрофа», 1995 г.
4. Чернова Н.М., Былова А.М., Экология: Учебное пособие. – М.: Просвещение, 1988 г.
5. Чуйкова Л. Ю. «Общая Экология» – М.: Астрахань, 1996 г.
|
