ПЕРСПЕКТИВНЫЕ КОМПОЗИТЫ XXI ВЕКА НА ОСНОВЕ ОРГАНИЧЕСКИХ И НЕОРГАНИЧЕСКИХ ПОЛИМЕРОВ И НОВЫЕ МЕТАЛЛИЧЕСКИЕ СПЛАВЫ, ПРИОРИТЕТНЫЕ ТЕХНОЛОГИИ, СТРУКТУРА, СВОЙСТВА
АНАЛИЗ ИМПУЛЬСНОГО ЭЛЕКТРОМАГНИТНОГО ИЗЛУЧЕНИЯ, ВОЗНИКАЮЩЕГО ПРИ НАГРУЖЕНИИ КОМПОЗИТОВ
Т.М. Черникова, В.В. Иванов, В.И. Климов, Е.А. Михайлова
Кузбасский государственный технический университет, г. Кемерово
Известно, что при разрушении различных материалов возникает импульсное электромагнитное излучение (ЭМИ), генерируемое образующимися трещинами. В настоящее время на основе исследования импульсного электромагнитного излучения, возникающего при нагружении, изучается процесс разрушения, который имеет большое значение при решении задач прочности и долговечности конструкций из композиционных материалов [1].
Реализация потенциальных возможностей импульсного электромагнитного излучения как средства диагностики и кинетики разрушения композиционных материалов сдерживается отсутствием общего подхода к изучению связи характеристик повреждаемости материала с параметрами ЭМИ. Однако методу ЭМИ присущи новые подходы, заключающиеся в непосредственной оценке влияния дефекта на прочность контролируемого объекта [1,2], основанной на том, что если дефект развивается, то он излучает импульс и можно определить момент достижения трещиной критического размера, то есть фактически контролировать ход процесса.
В настоящее время среди различных теорий прочности материалов выделяется кинетическая теория разрушения, разрабатываемая с 50-х гг. ленинградской научной школой во главе с С.Н. Журковым. Согласно этой теории разрушение рассматривается как необратимый процесс накопления субмикро- и микротрещин, возникающих в результате термофлуктуационных разрывов межатомных связей в механически напряженном материале.
Основываясь на положениях кинетико-статистической модели разрушения: кинетического уравнения прочности твердых тел С.Н. Журкова, вытекающего из него уравнения для скорости трещинообразования, условия необратимости накопления трещин и концентрационного критерия разрушения твердых тел [1,2], по параметрам импульсного электромагнитного излучения можно определять кинетические константы материала и проводить контроль разрушения.
Целью данной работы является экспериментальное исследование импульсного электромагнитного излучения, возникающего при разрушении композиционных материалов.
Реклама

В качестве объектов исследования использовались фенопласты, композиционные материалы на основе фенолоформальдегидных смол. Перечень исследованных материалов приведен в табл.1.
Таблица 1
Исследованные композиционные материалы
| Марка материала |
Связующее |
Наполнитель |
| Ж-13-010-89 |
Новолачная фенолоформальдегидная смола |
Карбонат кальция |
| О-20-210-75СК |
Новолачная фенолоформальдегидная смола |
Древесная мука и тальк |
| Э-39-0127-48 |
Новолачная фенолоформальдегидная смола |
Стеклопорошок |
| Э-2-330-02 |
Резольная фенолоформальдегидная смола |
Древесная мука |
| О3-010-02 |
Новолачная фенолоформальдегидная смола |
Древесная мука |
| Э10-342-63 |
Резольная фенолоформальдегидная смола |
Плавиковый шпат и древесная мука |
Для проведения измерений образцы приготавливались партиями по 10 штук прессованием (П) и литьевым способом с веерным (ЛВ) или торцевым (ЛТ) заполнением формы. Образцы имели вид прямоугольной призмы с размерами 10х10х15 мм3
. Образцы испытывались в условиях одноосного сжатия при увеличении нагрузки с постоянной скоростью.
Исследования проводились на установке, позволяющей в процессе всего эксперимента регистрировать количество импульсов, амплитуду сигналов, приложенную нагрузку, наблюдать форму сигнала [1].
Импульсное электромагнитное излучение наблюдается у композиционных материалов всех рассматриваемых в работе видов практически от начала нагружения. Типичные кинетические кривые накопления числа импульсов для фенопластов приведены на рисунке. Простейший качественный анализ кинетических кривых показывает, что образцы фенопластов ведут себя по-разному .
В одном случае на начальном этапе нагружения происходит медленное накопление числа импульсов (микроповреждений структуры), а затем их количество резко нарастает (рис., Э39). В другом случае (рис., Ж13) число сигналов ЭМИ нарастает практически с постоянной скоростью вплоть до момента разрушения образца. Иногда наблюдается период медленного накопления количества импульсов перед разрушением. Возможны случаи, когда кинетическая кривая накопления импульсов имеет ступенчатый характер (рис., Э10).

Кинетика накопления импульсов ЭМИ при сжатии фенопластов
Для рассматриваемых фенопластов на характер кинетических зависимостей влияет такой фактор, как технология изготовления. Для образцов, изготовленных прессованием, характерно более равномерное в течение всего времени накопление числа повреждений, в то время как для образцов, изготовленных литьем, резкое нарастание числа повреждений происходит непосредственно перед разрушением.
Возникновение импульса ЭМИ обусловлено зарождением трещины, а форма сигнала определяется кинетикой её прорастания.
При нагружении образцов фенопластов наблюдаются импульсы различной амплитуды. Практически от начала нагружения и до нагрузок s@ (0,35 -0,40) sр
(sр
– разрушающее напряжение) выделяются пологие импульсы низкой амплитуды (время нарастания фронта импульса tн
@ 2 мкс, время релаксации tр
@ 2 мкс, амплитуда А @ 1,0 - 1,5 мВ). При нагрузках s > (0,35 ¸ 0,40) sр
появляются остроконечные импульсы большей амплитуды (tн
@ 1 мкс, tр
@ 1 мкс, А @ 2 мВ). Импульсы первого типа также продолжают выделяться. При этом начинает появляться еще и третий тип импульсов: пологие, очень маленькой амплитуды (tн
@ 1,5 мкс, tр
@ 1,5 мкс, А @ 0,5 мВ). По мере увеличения нагрузки увеличивается и амплитуда импульсов, но на фоне сигналов большой амплитуды в процессе всего нагружения наблюдаются и импульсы малой амплитуды.
Реклама

При напряжении больше ~ 0,7 sр
появляются первые мощные импульсы ЭМИ с амплитудой до 5 - 7 мВ. На заключительном этапе нагружения при s > 0,9 sр
резко увеличивается количество выделяющихся импульсов. Число мощных импульсов с амплитудой сигнала ЭМИ на 1 - 2 порядка больше амплитуды основной массы сигналов и составляет несколько единиц за весь период нагружения. В образцах композиционных материалов такие мощные сигналы сопровождаются развитием трещин, при этом нарушается связь между отдельными частями образца и он разрушается. При расколе образцов сигнал имеет самую большую амплитуду (10 - 70 мВ).
Амплитуда импульсов ЭМИ, наблюдаемых в процессе эксперимента, определяется потенциалом поля, создаваемого диполем и/или зарядом в вершине трещины. В настоящей работе по параметрам импульсов ЭМИ были рассчитаны поверхностная плотность заряда (d0
) на берегах трещины вблизи ее вершины и линейная плотность заряда Q, составившие величину d0
~ 10-4
Кл/ м2
, Q ~ 10-11
Кл/м.
На основе гипотезы генерации импульсов электромагнитного излучения вследствие движения заряженных берегов распространяющейся трещины, можно определить скорость прорастания трещины v @ (1,25¸4,37) × 102
м/ с, её размеры L @ (1,94 ¸ 5,28) 10-4 м, а также критическую концентрацию с*
@ (0,52 ¸ 3,49)× 109
м-3
).
Обработка результатов испытаний композиционных материалов по методике, описанной в [1], позволила получить экспериментальные значения характеристик различных композитов, приведенные в табл. 2. Наиболее важными характеристиками являются энергия активации разрушения (U0
) межатомных связей; структурно-чувствительный коэффициент (g), называемый иначе коэффициентом перенапряжения межатомных связей в наиболее слабом звене структуры; полная работа разрушения (А); эффективная поверхностная энергия разрушения композитов (Г).
Таблица 2
Кинетические и энергетические характеристики образцов фенопластов
| Композит |
Способ изготовления |
U0
, 10-19
, Дж |
g, 10-28, м3
|
А, Дж |
Г, 105
, Дж/м2
|
| Э39 |
П |
1,55 |
0,91 |
21,95 |
3,62 |
| Ж13 |
П |
1,53 |
0,91 |
17,95 |
0,34 |
| О3 |
П |
1,60 |
1,10 |
50,11 |
1,72 |
| Э2 |
П |
1,62 |
1,38 |
24,45 |
2,69 |
| Э10 |
П |
1,51 |
1,06 |
15,58 |
2,46 |
| О20 |
П |
1,56 |
1,02 |
24,69 |
4,86 |
| Ж13 |
П |
1,53 |
0,94 |
17,07 |
1,33 |
| Э39 |
ЛВ |
1,56 |
0,86 |
28,58 |
1,41 |
| Э39 |
ЛВ |
1,58 |
0,88 |
29,12 |
1,56 |
| Э39 |
ЛТ |
1,61 |
0,84 |
28,75 |
1,82 |
| О20 |
ЛВ |
1,56 |
1,03 |
29,29 |
2,11 |
| О20 |
ЛТ |
1,56 |
0,79 |
28,80 |
2,48 |
Анализируя полученные результаты, можно отметить, что наблюдается некоторая зависимость энергетических и кинетических параметров от состава фенопластов. Структурно-чувствительный коэффициент, полная работа разрушения меньше у образцов, имеющих минеральный наполнитель или минеральный с органическим (Э10, Ж13, Э39, О20), чем у образцов, имеющих только органический наполнитель (О3, Э2). Эффективная поверхностная энергия меньше у образцов, имеющих только минеральный наполнитель (Ж13, Э39). Кроме того, полная работа разрушения для образцов, изготовленных литьевым способом, больше, чем для образцов, изготовленных прессованием (кроме фенопласта О3).
Тот факт, что параметры импульсов ЭМИ определяются кинетическими характеристиками повреждения композиционного материала, делает возможным установление качественных и количественных закономерностей развития этого процесса.
По результатам проведенных исследований можно сделать вывод, что использование импульсного электромагнитного излучения при разрушении композиционных материалов позволяет изучать процессы, происходящие на микроуровне и, используя кинетический подход к проблеме прочности, определять параметры этих процессов на основе данных механических испытаний.
Литература
1. Климов В.И. Контроль разрушения и долговечности композиционных материалов / В.И.Климов, Т.М.Черникова. Кемерово: АИН, 1997. 151 с.
2. Определение кинетических констант и критического размера разрушения композиционных материалов на основе регистрации импульсного электромагнитного излучения при их разрушении / В.В.Иванов, П.В.Егоров, В.И.Климов и др. // Прикладная механика и техническая физика. 1994. Т.35, № 4. С. 153-159.
УДК 678.5
ИССЛЕДОВАНИЕ МЕТОДОМ ИНФРАКРАСНОЙ СПЕКТРОСКОПИИ ПРОЦЕССОВ ПОЛИМЕРИЗАЦИИ И СОПОЛИМЕРИЗАЦИИ В ПОЛИМЕРНЫХ СОСТАВАХ ДЛЯ ОРГАНИЧЕСКИХ СТЕКОЛ
Н.А.Чиняева, А.Л.Носкова, Е.В.Бычкова, Л.Г.Панова
Энгельсский технологический институт СГТУ
Органические стекла (ОС) представляют собой прозрачные в видимой области спектра твердые материалы на основе полимеров акрилового ряда; поликарбонатов, полистирола, полисульфона и др. [1]. Преимущества перед силикатным стеклом заключаются в более низкой плотности, травмобезопасности, что обусловило широкое применение ОС в различных сферах промышленности и бытовом секторе. Однако из всех вышеперечисленных полимеров только поликарбонат и полисульфон принадлежат к группе самозатухающих. Поэтому в связи с высокой воспламеняемостью и горючестью исходного сырья и, соответственно, готовой продукции снижается спрос на промышленно выпускаемые материалы. Разработанные ранее составы для ОС пониженной горючести обладают рядом существенных недостатков (многокомпонентность состава, невысокие физико-механические свойства и высокая себестоимость готовых изделий), поэтому разработка составов ОС пониженной горючести с оптимальным уровнем физико-механических и оптико-химических свойств является актуальным направлением исследований.
В данной работе определена возможность перехода от многокомпонентного к бикомпонентному составу за счет выбора исходного сырья, отвечающего требованиям, предъявляемым к трудносгораемым ОС: прозрачности, способности к формированию пространственно сшитой структуры в условиях УФ-иницируемой полимеризации, обеспечивающей коксообразование при пиролизе и пониженную горючесть.
В качестве структурообразующего компонента выбран глицидиловый эфир метилакрилата (ГМА), содержащий в составе ненасыщенные углерод-углеродные связи и эпоксидное кольцо, что обеспечивает протекание реакции полимеризации с одновременным формированием трехмерной пространственной структуры. Однако ГМА свойственны высокая горючесть и низкая сопротивляемость к механическим воздействиям (Gр
=19,8 МПа), что привело к необходимости введения в состав композиции замедлителей горения (ЗГ) и пластифицирующих добавок.
В качестве такого соединения выбран фосфорсодержащий компонент (ФОК) полифункционального действия, который способен одновременно снизить горючесть материала за счет наличия в составе атомов фосфора и повысить его эластичность.
Анализ спектрограмм заполимеризованного в присутствии фотоинициатора под УФ-излучением и незаполимеризованного ГМА показал значительное снижение интенсивности полосы валентных колебаний двойной углерод-углеродной связи при длине волны 1637 см-1
, что свидетельствует о протекании процесса радикальной полимеризации. Разрыв >C=C<-связи способствует участию атома углерода в межмолекулярной сшивке с образованием трехмерной структуры, что подтверждается содержанием в полимеризате гель-фракции в количестве 88%.
В пространственно сшитом ГМА отмечено наличие колебаний связи ОН-группы (3424 см-1
), отсутствующих у незаполимеризованного компонента. Образование гидроксильных групп обусловлено раскрытием эпоксидного цикла и миграцией атома водорода от углерода к кислороду, что подтверждается отсутствием в полимеризате ГМА пика колебаний связи эпоксидной группы, имеющегося в незаполимеризованном ГМА (945 см-1
).
В заполимеризованном ГМА отмечено наличие пика валентных колебаний >C=О-связи сложноэфирной группы (1720 см-1
), характерной для насыщенных сложных эфиров, в то время как для исходного ГМА, принадлежащего к классу ненасыщенных сложных эфиров, колебания связи >C=О происходят при 1728 см-1
.
Исследование исходного ФОК показало присутствие в составе компонента характерных полос валентных колебаний групп –СН3
(2959 см-1
), >P=O (1315– см-1
), P–O–С– (1034 см-1
), а также их деформационных колебаний.
Наличие пика, соответствующего валентным колебаниям –ОН– групп (3446 см-1
), свидетельствует о частичном окислении молекул ФОК в присутствии кислорода воздуха с образованием метилольных групп. Это подтверждается проявлением валентных колебаний СН2
-группы (2855 см-1
) и простой эфирной связи –O–С–О– (1240 см-1
), отсутствующих в химическом составе ФОК. Процесс окисления описывается следующей схемой:
 Анализом незаполимеризованного состава, содержащего ГМА и ФОК, показано наличие характерных для исходных компонентов валентных колебаний связей –СН3
(2959 см-1
), –СН2
– (2855 см-1
), а также пика значительной глубины >С=О -связи при 1718 см-1
, характерного для колебаний связи сложноэфирной группы в ненасыщенных сложных эфирах. Обнаружены также колебания двойной >C=C<-связи (1636 см-1
), эпоксидной группы - (950см-1
) и –P–O–С– (1037 см-1
). Анализом незаполимеризованного состава, содержащего ГМА и ФОК, показано наличие характерных для исходных компонентов валентных колебаний связей –СН3
(2959 см-1
), –СН2
– (2855 см-1
), а также пика значительной глубины >С=О -связи при 1718 см-1
, характерного для колебаний связи сложноэфирной группы в ненасыщенных сложных эфирах. Обнаружены также колебания двойной >C=C<-связи (1636 см-1
), эпоксидной группы - (950см-1
) и –P–O–С– (1037 см-1
).
В заполимеризованном составе возрастает глубина пика валентных колебаний гидроксильных групп; снижается интенсивность поглощения >C=C<-связи (1640 см-1
) и практически полностью исчезает пик валентных колебаний эпоксидного кольца (950 см-1
). На основании проведенного анализа схему взаимодействия ГМА и ФОК можно представить следующей схемой:

Для ускорения процесса сополимеризации в качестве катализатора использовали фосфорную кислоту.
Варьирование содержания компонентов в композиции показало повышение величины гель-фракции в полимеризате с увеличением количества ГМА с 30 до 70%, соответственно (см.таблицу). Наблюдается увеличение содержания гель-фракции составов 60 ГМА: 40 ФОК; 70 ГМА:30 ФОК сверх аддитивного значения, тогда как для композиций, содержащих ГМА и ФОК в соотношении 1:1, не характерно данное явление. Отмечено увеличение гель-фракции с повышением количества ФК в композиции (см.таблицу) и незначительное влияние времени полимеризации на степень сшитости структуры (см.рисунок).
Зависимость содержания гель-фракции в композиции ОС от количества фосфорной кислоты
Состав, %масс
Количество
H3
PO4
, %масс
|
Содержание гель-фракции в составах, %масс |
| 50 ГМА: 50 ФОК |
60 ГМА: 40 ФОК |
70 ГМА: 30 ФОК |
| 2 |
43 |
48 |
79 |
| 3 |
45 |
76 |
79 |
| 4 |
47 |
81 |
80 |
| 5 |
50 |
82 |
82 |
| 6 |
51 |
82 |
86 |
| 7 |
51 |
83 |
87 |
| 8 |
53 |
84 |
89 |
 График зависимости содержания гель-фракции в полимеризате от времени
УФ-воздействия: 1 – 70 ГМА: 30 ФОК + 5ФК; 2 – 50 ГМА : 50 ФОК + 5ФК
Литература
1. Энциклопедия полимеров. М.: Советская энциклопедия, 1977. Т.2. 1032 с.
УДК 678.5
ПЛАСТМАССЫ – КОНКУРЕНТЫ ЦЕННЫХ ПОРОД ДЕРЕВА
В.Д. Чистякова, В.И.Гольцман, А.Д. Панюк, Р.Ф.Кордичева, Н.И. Морева, Л.Ф. Огольцова, Н.А. Сидорова, А.И. Брущенкова, Л.В. Синельщикова, В.А. Саблина , Н.П. Самойленко
ОАО «Лианозовский электромеханический завод», г.Москва
Одной из актуальных проблем человечества третьего тысячелетия является рациональное использование природных ресурсов, внедрение ресурсосберегающих технологий и материалов, сохранение и рациональное использование лесного массива.
Разработка процесса декорирования пластмасс под дерево соответствует этим направлениям.
Технологический процесс изготовления изделий методом литья под давлением с поверхностью, имитирующей ценные породы дерева, состоит из ряда технологических операций. Процесс декорирования полимерного материала базируется на его подвспенивании. Уникальные свойства пенопластов, большое разнообразие способов их переработки обусловили быстрый рост их производства во всех промышленно развитых странах.
Кроме известных и выпускаемых в значительных масштабах пеноматериалов на основе полиуретана, полистирола, поливинилхлорида, большое значение в последние годы приобрели пенопласты на базе полиолефинов, фенольных, карбамидных, эпоксидных смол и др.
Стремление уменьшить материалоемкость при изготовлении различных изделий из монолитных полимерных материалов, а также дефицит ценных пород древесины способствовали развитию научно-исследовательских работ и разработке технологии получения частично вспененных материалов и изделий.
Пенопласты, группирующиеся под таким названием, производят разными методами и из разных полимерных материалов. Основное сходство их заключается в том, что все они представляют собой пенопласты, имеющие ячеистую сердцевину и монолитную корку на поверхности, плотность которой приблизительно такая же, как и у основного монолитного материала.
Незначительное изменение физико-механических свойств частично вспененных материалов по сравнению с монолитными позволяет особенно эффективно использовать их для крупногабаритных изделий со значительной толщиной стенки.
Наличие ячеистой структуры в ряде случаев, наряду с уменьшением стоимости, позволяет значительно улучшить качество изделий.
Производство частично вспененных материалов получило во всем мире довольно широкое развитие.
В основе получения пенопластов лежат как физические, так и химические методы вспенивания. В зависимости от состава полимерной композиции и методов вспенивания можно получить пенопласт с большим интервалом кажущейся плотности и, следовательно, с широким диапазоном свойств. При химическом методе вспенивания в качестве порофоров могут применяться неорганические и органические соединения. Однако из большого числа порофоров для вспенивания термопластов подходящими являются только некоторые из них.
Наиболее распространенным является азодикарбонамид, известный под торговым названием «Дженитрон» АС (Англия, США), «Целоген АЦ» (Германия) или «Порофор ЧХЗ-21» (Россия). Азодикарбонамид обладает высоким газовым числом, нетоксичностью, инертностью продуктов распада, относительно низкой стоимостью. Кроме того, легко удается регулировать температурный интервал разложения азодикарбонамида путем применения специальных добавок ускорителей (так называемых активаторов разложения), что определяет универсальность этого газообразователя. Наиболее подходящими активаторами разложения являются окись и стеарат цинка. Было установлено, что смесь окиси цинка со стеаратом цинка обладает синергическим эффектом и позволяет снизить температуру разложения азодикарбонамида от 200-210°С до 160-170°С. Тепловой эффект разложения порофора составляет 375±20 кал/г, а энергия активации равна 50–60 ккал/моль. Применение указанных активаторов разложения дает возможность снизить энергию активации разложения до 25–30 ккал/моль.
Большое значение для получения вспененных термопластов, особенно для литья под давлением и экструзии, имеет способ приготовления композиции, содержащей газообразователь. Известны различные способы приготовления пенообразующих композиций на основе термопластичных полимеров.
Одним из способов приготовления пенообразующих композиций является опудривание в смесителе гранул полимера тонкодисперсным порошком газообразователя. Для лучшей адгезии порофора к гранулам термопласта в композицию добавляется небольшое количество смачивателя (трансформаторного масла или жидкого пластификатора).
Другой способ основан на применении пленкообразователя для удержания порофора на поверхности гранул полимера. В качестве пленкообразователей могут служить растворы низкомолекулярного полиэтилена, полиизобутилена, полистирола и др. По этому способу в смеситель закрытого типа загружают гранулы полимера, раствор пленкообразователя и порофор. После перевешивания композицию выгружают на противни и сушат до полного удаления растворителя.
Следующий способ заключается в перемешивании порошкообразного полимера с порофором и последующим таблетированием смеси.
Перечисленные способы, несмотря на их простоту, имеют существенные недостатки, главным из которых является невозможность длительного хранения и транспортировки композиции из-за способности порофора поглощать влагу.
Способ, лишённый указанного недостатка, основан на введении порофора в полимер, находящийся в вязкотекучем состоянии, с последующим гранулированием композиции.
Процесс декорирования ударопрочного полистирола под ценные породы дерева, под полированное и лакированное дерево, разработка атмосферостойкого, декорированного под дерево полистирола, процесс изучения, поиска, исследования и внедрения – это большая, трудоемкая работа. Проведены исследования по разработке широкой гаммы по цвету, оттенкам, внешнему виду путем физико-химического модифицирования полимерных композиций, включая использование вторичных возвратных отходов ударопрочного полистирола. В результате проведенных исследований разработано более 20 рецептур композиционных материалов, исследованы их свойства, проведены технологические и эксплуатационные испытания, разработана технология изготовления изделий методом литья под давлением таким образом, чтобы максимально имитировать текстуру дерева.
Процесс декорирования ударопрочного полистирола происходит в определенной последовательности. На технических весах взвешивается ударопрочный полистирол, порообразователь. Затем основной полимер (УППС) загружают в смеситель барабанного типа, добавляют пластификатор и предварительно перемешивают в течение 15-20 мин. После перемешивания в смеситель засыпают порофор и продолжают перемешивание в течение одного часа. Краситель или суперконцентрат красителя добавляют в количестве, установленном экспериментально, в зависимости от цвета исходных материалов. Для получения оптимальной цветовой гаммы, имитирующей ценные породы дерева, можно использовать цветовую гамму полистиролов светлого тона (слоновой кости и др.) и коричневого УППС.
Литье под давлением подвспененных композиций осуществляют на термопластавтоматах со шнековой пластификацией.
Важными условиями, влияющими на технологический процесс переработки, являются температура в материальном цилиндре, количество и время впрыска, температура пресс-формы, давление впрыска. Температура расплава до впрыска в форму должна быть достаточно высокой для полного разложения вспенивающего агента (диазодикарбонамида).
Газы, образующиеся при разложении порофора, распределяются в расплаве полимера. В случае вспенивания расплава в материальном цилиндре образующиеся ячейки могут быть разрушены давлением впрыска, кроме того, нарушается процесс дозирования, что приводит к получению некачественных изделий. Для уменьшения потери газов, выделяющихся при разложении вспенивающего агента в цилиндре машины, необходимы сравнительно короткие периоды пребывания полимера в материальном цилиндре. Заполнение объема пресс-формы происходит в течение короткого промежутка времени.
При медленном заполнении пресс-формы расплавом полимера, содержащим растворенные газы, происходит охлаждение материала за счет контакта с ней, в результате чего затрудняется его движение. При быстром заполнении пресс-формы можно получить более мягкие изделия.
Учитывая свойства пенополистирола (активные реологические свойства – высокую текучесть), переработка обязательна на термопластавтоматах с самозапирающимся соплом, которое препятствует самопроизвольному вытеканию расплава полимера и газов, образующихся при разложении порофора из материального цилиндра.
Литье под давлением пенополистирола осуществляется при тех же режимах, что и литье ударопрочного полистирола. Выдержка под давлением устанавливается экспериментально. Давление впрыска меньше, чем при литье УППС, скорость впрыска максимальная.
При проектировании деталей для текстурированных материалов одним из важнейших факторов является толщина детали, которая должна быть не менее 4 мм. Наиболее положительные результаты имитации «под дерево» на изделиях, поверхности которых придана та или иная фактура (ребра, рифления, насечки и т.д.).
Для изделий различной конфигурации поверхностное растекание, имитирующее древесину, зависит главным образом от расположения литника. Полная имитация структуры дерева достигается в том случае, когда литниковая система расположена на одной стороне изделия, при этом могут быть использованы литники различных видов: точечные, прямые и пленочные. При расчете сечения литников должно соблюдаться отношение 1:4 (от толщины детали).
Наилучшие результаты имитации древесины получаются при литье в одногнездовые формы. С целью наименьших потерь давления при литье, а также для получения большей равномерности по плотности и цвету максимальное количество гнезд может быть не более 2–3. Линейная усадка изделий из декорированного УППС составляет 0,3–0,5%.
Разработанный и внедренный процесс декорирования ударопрочного полистирола дал возможность получить текстуру, имитирующую различные породы дерева, что позволило исключить поставку деревянных каркасов для изделий радиоаппаратуры, без использования дополнительных производственных площадей, оборудования, капитальных вложений.
Проблема декорирования УППС под дерево актуальна и для многих стран мира. Техническая документация (СТП, КД и др.) передана в различные отрасли промышленности нашей страны, Казахстана, Украины, что способствовало снижению потребления древесины и других природных богатств Земли.
УДК 661.728.82:676.017
ФИЗИКО-МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ АЦЕТАТЦЕЛЛЮЛОЗНЫХ МАТЕРИАЛОВ, МОДИФИЦИРОВАННЫХ ПАРАМИ МЕЗОФАЗОГЕННЫХ РАСТВОРИТЕЛЕЙ
А.Б.Шиповская, Г.Н.Тимофеева*
Саратовский государственный университет им. Н.Г. Чернышевского
*Научно-исследовательский институт естественных наук
Саратовского государственного университета
Известно, что из жидкокристаллических (ЖК) растворов ацетатов целлюлозы получают пленки и волокна с высокоориентированной структурой и, соответственно, с высокими физико-механическими характеристиками. Однако, анизотропное состояние реализуется при больших концентрациях (> 25%) полимера. Приготовление и переработка растворов такой концентрации связаны с технологическими трудностями из-за высокой вязкости мезоморфных систем. В связи с этим особую актуальность приобретает разработка других способов реализации ЖК-состояния, позволяющих создавать высокоупорядоченную полимерную матрицу.
Ранее нами было установлено, что одним из эффективных способов реализации ориентированного состояния в ацетатах целлюлозы является воздействие на структуру полимера парами мезофазогенных растворителей, то есть тех, в которых производные целлюлозы образуют лиотропную ЖК-фазу. Под влиянием паров такого рода растворителей происходят структурные изменения в полимерной системе, сопровождающиеся ориентационными явлениями. Например, наблюдается самопроизвольное удлинение ацетатных нитей, трактуемое Flory как переход системы полимер-растворитель в ЖК-фазу. В ацетатных пленках реализуется устойчивая во времени наведенная оптическая анизотропия, снижаются углы разориентации и т.д. Оказалось, что характер воздействия паров специфических растворителей, на структуру конденсированного (пленка, нить) и порошкообразного полимера – идентичен: процесс сорбции не подчиняется закону Фика и характеризуется аномальными кривыми набухания, на дифрактограммах увеличивается интенсивность рефлексов и т.д.
В настоящем сообщении представлены результаты исследования физико-механических характеристик ацетатцеллюлозных волокон, модифицированных парами мезофазогенных растворителей, а также ацетатцеллюлозных материалов, полученных из модифицированного в тех же условиях порошкообразного полимера.
Объектами исследования служили промышленные три- и диацетатные волокна линейной плотности 11 текс и сформованные в лабораторных условиях пленки и нити из промышленных, порошкообразных образцов три- (ТАЦ) и диацетата целлюлозы (ДАЦ). Паровую модификацию полимера осуществляли в условиях комнатных температур в герметически закрытом сосуде, частично заполненным растворителем. В качестве сорбата использовали следующие мезофазогенные растворители: трифторуксусную кислоту (ТФУК), нитрометан (НМ) и этиловый спирт (ЭС). Пленки получали в стандартных условиях методом полива на зеркальную стеклянную поверхность. Прочностные характеристики измеряли на разрывной машине 2148Р-5 и оценивали по величинам предела прочности s (МПа) и относительного удлинения при разрыве l (%) согласно ГОСТ 17316-71. Дифференциально-термический анализ проводили на микрокалориметре ДСК-Д. Рентгенограммы получены на дифрактометре ДРОН-3 с излучением Fe-Ka
в диапазоне углов 2Θ = 5-30°.
Из рис.1 представлено изменение прочности три- и диацетатных волокон, модифицированных в парах ЭС и НМ, от времени обработки полимера в парах модификатора. На рис.2 – изменение прочности и эластичности пленок, полученных из активированного в парах ТФУК порошкообразного ТАЦ, от количества сорбированных полимером паров.
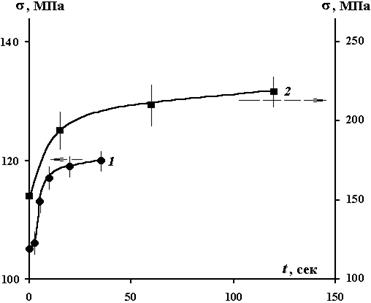 |
Рис.1. Зависимость разрывной прочности триацетатных волокон от времени обработки в парах этилового спирта (1) и диацетатных волокон от времени обработки в парах нитрометана (2) |
 |
Рис.2. Зависимость: предела прочности (1) и относительного удлинения при разрыве (2) пленок ТАЦ от степени сорбции полимером паров ТФУК |
Из рис.1 и 2 видно, что физико-механические характеристики модифицированных образцов значительно выше контрольных. Аналогичная картина наблюдается для нитей и пленок, полученных в лабораторных условиях из ДАЦ, модифицированного в парах ТФУК и НМ. Максимальные физико-механические характеристики материалов достигаются при кратковременной обработке полимера парами мезофазогенных растворителей, т.е. при поглощении малых количеств паров (не более 3 - 5 масс.%). Кроме того, паровая обработка готовых изделий, например волокон парами ЭС, сопровождается значительным снижением коэффициентов вариации по разрывному удлинению и прочности.
Ориентирующее влияние паров модификаторов (мезофазогенов) подтверждают и прямые структурные методы. Например, для пленок из ТАЦ, сорбировавшего пары ТФУК, высота пика в области углов 2Θ = 20 - 21° и его площадь возрастают, а при 10 - 11° – снижаются (рис.3). При этом общая площадь пиков в модифицированных образцах снижается в сравнении с контролем. Это является дополнительным подтверждением прошедших в полимерной матрице ориентационных процессов. Модифицированные образцы имеют и более высокую температуру термического разложения.
Таким образом, модификация ацетатов целлюлозы парами растворителей, являющихся мезофазогенными для производных целлюлозного ряда, создает возможности для направленного формирования высокоупорядоченной структуры полимера. Особенно важно, что наиболее существенное влияние оказывают малые дозы поглощенных паров сорбата. Изменения в структурной организации полимерной матрицы предопределяют комплекс достигаемых физико-механических и структурно-морфологичес-ких характеристик, что позволяет получать на основе модифицированного ацетата целлюлозы материалы с регулируемой структурой и, соответственно, с заданными свойствами.
 |
Рис.3. Дифрактограммы пленок из порошкообразного ТАЦ: контрольная (1), из полимера, сорбировавшего 1 и 3 масс.% паров ТФУК (2, 3), соответственно |
Работа выполнена при финансовой поддержке Российского фонда фундаментальных исследований (проект № 03-03-330
49а).
|
