РЕФЕРАТ
на тему: Износ деталей
Омск – 2007
ИЗНОС ДЕТАЛЕЙ ПРОМЫШЛЕННОГО ОБОРУДОВАНИЯ
Сущность явления износа
Срок службы промышленного оборудования определяется износом его деталей — изменением размеров, формы, массы или состояния их поверхностей вследствие изнашивания, т. е. остаточной деформации от постоянно действующих нагрузок либо из-за разрушения поверхностного слоя при трении.
Скорость изнашивания * деталей оборудования зависит от многих причин: условий и режима их работы; материала, из которого они изготовлены; характера смазки трущихся поверхностей; удельного усилия и скорости скольжения*; температуры в зоне сопряжения; состояния окружающей среды (запыленность и др.).
Величина износа характеризуется установленными единицами длины, объема, массы и др. Определяется износ по изменению зазоров между сопрягаемыми поверхностями деталей, появлению течи в уплотнениях, уменьшению точности обработки изделия и др. Износы бывают нормальными и аварийными. Нормальным, или естественным, называют износ, который возникает при правильной, но длительной эксплуатации машины, т. е. в резуль-
* Скорость изнашивания — это отношение значений характеризующих величин к интервалу времени, в течение которого они возникли.
тате использования заданного ресурса ее работы. Аварий-н ы м, или прогрессирующим, называют износ, наступающий в течение короткого времени и достигающий таких размеров, что дальнейшая эксплуатация машины становится невозможной. При определенных значениях изменений, возникающих в результате изнашивания, наступает предельный износ, вызывающий резкое ухудшение эксплуатационных качеств отдельных деталей, механизмов и машины в целом, что вызывает необходимость ее ремонта.
Сущность явления трения
Первостепенной причиной изнашивания деталей (особенно сопрягаемых и трущихся при движении друг о друга) является трение — процесс сопротивления относительному перемещению, возникающего между двумя телами в зонах соприкосновения их поверхностей по касательным к ним, сопровождаемый диссипацией энергии, т. е. превращением ее в теплоту. В повседневной жизни трение приносит одновременно и пользу, и вред. Польза заключается в том, что из-за шероховатости всех без исключения предметов в результате трения между ними не возникает скольжения. Этим объясняется, например, то, что мы свободно можем передвигаться по земле, не падая, предметы не выскальзывают из наших рук, гвоздь крепко держится в стене, поезд движется по рельсам и т. п. То же самое явление трения наблюдается в механизмах машин, работа которых сопровождается движением взаимодействующих частей. В этом случае трение дает отрицательный результат — изнашивание сопрягаемых поверхностей деталей. Поэтому трение в механизмах (за исключением трения тормозов, приводных ремней, фрикционных передач) —; явление нежелательное.
Реклама

Виды и характер износа деталей
Виды износа различают в соответствии с существующими видами изнашивания—механическое (абразивное, усталостное), коррозионное и др.
Механический износ является результатом действия сил трения при скольжении одной детали по другой. При этом виде износа происходит истирание (срезание) поверхностного слоя металла и искажение геометрических размеров у совместно работающих деталей. Износ этого вида чаще всего возникает при работе таких распространенных сопряжений деталей, как вал — подшипник, станина — стол, поршень — цилиндр и др. Он появляется и при трении качения поверхностей, так как этому виду трения неизбежно сопутствует и трение скольжения, однако в подобных случаях износ бывает очень небольшим.
Степень и характер механического износа деталей зависят от многих факторов: физико-механических свойств верхних слоев металла; условий работы и характера взаимодействия сопрягаемых поверхностей; давления; относительной скорости перемещения; условий смазывания трущихся поверхностей; степени шероховатости последних и др. Наиболее разрушительное действие на детали оказывает абразивное изнашивание, которое наблюдается в тех случаях, когда трущиеся поверхности загрязняются мелкими абразивными и металлическими частицами. Обычно такие частицы попадают на трущиеся поверхности при обработке на станке литых заготовок, в результате изнашивания самих поверхностей, попадания пыли и др. Они длительное время сохраняют свои режущие свойства, образуют на поверхностях деталей царапины, задиры, а также, смешиваясь с грязью, выполняют роль абразивной пасты, в результате действия которой происходит интенсивное притирание и изнашивание сопрягаемых поверхностей. Взаимодействие поверхностей деталей без относительного перемещения вызывает смятие металла, что характерно для шпоночных, шлицевых, резьбовых и других соединений.
Реклама

Механический износ может вызываться и плохим обслуживанием оборудования, например нарушениями в подаче смазки, недоброкачественным ремонтом и несоблюдением его сроков, мощностной перегрузкой и т. д.
Во. время работы многие детали машин (валы, зубья зубчатых колес, шатуны, пружины, подшипники) подвергаются длительному действию переменных динамических нагрузок, которые более отрицательно влияют на прочностные свойства детали, чем нагрузки статические. Усталостный износ является результатом действия на деталь переменных нагрузок, вызывающих усталость материала детали и его разрушение. Валы, пружины и другие детали разрушаются вследствие усталости материала в поперечном сечении. При этом получается характерный вид излома с двумя зонами — зоной развивающихся трещин и зоной, по которой произошел излом. Поверхность первой зоны гладкая, а второй — с раковинами, а иногда зернистая.
Усталостные разрушения материала детали не обязательно должны сразу привести к ее поломке. Возможно также возникновение усталостных трещин, шелушения и других дефектов, которые, однако, опасны, так как вызывают ускоренный износ детали и механизма. Для предотвращения усталостного разрушения важно правильно выбрать форму поперечного сечения вновь изготовляемой или ремонтируемой детали: она не должна иметь резких переходов от одного размера к другому. Следует также помнить, что грубо обработанная поверхность, наличие рисок и царапин могут стать причиной возникновения усталостных трещин.
Износ при заедании возникает в результате прилипания («схватывания») одной поверхности к другой. Это явление наблюдается при недостаточной смазке, а также значительном давлении, при котором две сопрягаемые поверхности сближаются настолько плотно, что между ними начинают действовать молекулярные силы, приводящие к их схватыванию.
Коррозионный износ является результатом изнашивания деталей машин и установок, находящихся под непосредственным воздействием воды, воздуха, химических веществ, колебаний температуры. Например, если температура воздуха в производственных помещениях неустойчива, то каждый раз при ее повышении содержащиеся
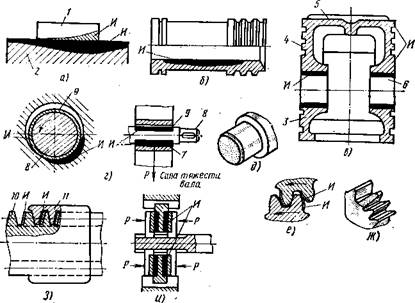
Рис. 1. Характер механического износа деталей:
а — направляющих станины и стола, б — внутренних поверхностей цилиндра, в — поршня, г, д — вала, е, ж — зубьев колеса, з — резьбы винта и гайки, и — дисковой фрикционной муфты; 1 — стол, 2 — станина, 3 — юбка, 4 — перемычка, 5 — днище, 6 — отверстие, 7 — подшипник, 8 — шейка вала, 9 — зазор, 10 — винт, // — гайка; И — места износа, Р » действующие усилия
в воздухе водяные пары, соприкасаясь с более холодными металлическими деталями, осаждаются на них в виде конденсата, что вызывает коррозию, т. е. разрушение металла вследствие химических и электрохимических процессов, развивающихся на его поверхности. Под влиянием коррозии в деталях образуются глубокие разъедания, поверхность становится губчатой, теряет механическую прочность. Эти явления наблюдаются, в частности, у деталей гидравлических прессов и паровых молотов, работающих в среде пара или воды.
Обычно коррозионный износ сопровождается и механическим износом вследствие сопряжения одной детали с другой. В этом случае происходит так называемый коррозионно-механи-ч е с к и и, т. е. комплексны и, износ.
Характер механического износа деталей. Механический износ деталей оборудования может быть полным, если повреждена вся
поверхность детали, или местным, если поврежден какой-либо ее участок (рис. 1, а—и).
В результате износа направляющих станков нарушаются их плоскостность, прямолинейность и параллельность вследствие действия на поверхности скольжения неодинаковых нагрузок. Например, прямолинейные направляющие 2 станка (рис. 1, а) под влиянием больших местных нагрузок приобретают вогнутость в средней части (местный износ), а сопрягаемые с ними короткие направляющие 1 стола становятся выпуклыми.
Цилиндры и гильзы поршней в двигателях, компрессорах, молотах и других машинах изнашиваются тоже неравномерно (рис. 1,б). Износ происходит на участке движения поршневых колец и проявляется в виде выработки внутренних стенок цилиндра или гильзы. Искажается форма отверстия цилиндра — образуются отклонения от цилиндричности и круглости (бочкообразность), возникают царапины, задиры * и другие дефекты. У цилиндров двигателей внутреннего сгорания наибольшему износу подвергается их верхняя часть, испытывающая самые высокие давления и наибольшие температуры. В кузнечно-прессовом оборудовании, наоборот, наибольший износ появляется в нижней части цилиндра — там, где находится поршень во время ударов. Износ поршня (рис.1, в) проявляется в истирании и задирах на юбке <?, изломе перемычек 4 между канавками, появлении трещин в днище 5 и разработке отверстия 6 '"под поршневой палец.
Износ валов (рис. 1, г, Д) проявляется возникновением различных дефектов: валы становятся изогнутыми, скрученными, а также изломанными вследствие усталости материала; на их шейках образуются задиры; цилиндрические шейки становятся конусными или бочкообразными. Отклонения от круглости приобретают также отверстия подшипников скольжения и втулок. Неравномерность износа шеек валов и поверхностей отверстий во втулках при вращении вала — результат действия различных нагрузок в разных направлениях. Если на вал во время вращения действует только сила его тяжести, то износ появляется в нижней части подшипника (см. рис. 1, г, слева).
В зубчатых передачах наиболее часто изнашиваются зубья: образуются задиры, зубья изменяют свою форму, размеры и выламываются. Поломка зубьев, появление трещин в спицах, ободе и ступице зубчатых колес, износ посадочных отверстий и шпонок происходит по трем основным причинам: 1) перегрузка зубчатой передачи; 2) попадание в нее посторонних тел; 3) неправильная сборка (например, крепление зубчатых колес на валу с перекосом осей).
Ходовые винты имеют трапецеидальную или прямоугольную резьбу. У винта и его гайки изнашивается резьба, витки становятся тоньше (рис.1, З.). Износ резьбы у винтов, как правило, неравно-
* Задир — повреждение поверхности трения в виде широких и глубоких борозд в направлении скольжения. мерный, так как подавляющая часть деталей, обрабатываемых на станках, имеет меньшую длину, чем ходовой винт. Сильнее изнашивается та часть резьбы, которая работает больше. Гайки ходовых винтов изнашиваются быстрее, чем винты. Причины этого таковы: резьбу гаек неудобно очищать от загрязнений; гайки в ряде случаев неудовлетворительно смазываются; у гайки, сопряженной с винтом, участвуют в работе все витки резьбы, тогда как у винта одновременно работает только небольшая часть его витков, равная числу витков гайки.
У дисковых муфт в результате действия сил трения наибольшему износу подвергаются торцы дисков (рис. 1, и); их поверхности истираются, на них появляются царапины, задиры, нарушается плоскостность.
В резьбовых соединениях наиболее часто изнашивается профиль резьбы, в результате в них увеличивается зазор. Это наблюдается в
а) б)
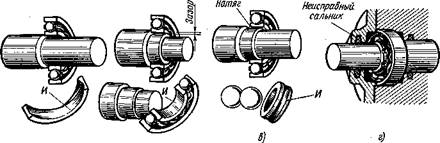
Рис. 2. Износ подшипников качения:
а — вследствие перекоса, б — при проворачивании внутреннего кольца на валу, в — из-за чрезмерного натяга, г — из-за неисправного сальника; И — места износа
сопряжениях не только ходовых, но и зажимных, например зажимных винтов часто отвертываемых крепежных болтов. Износ резьбовых соединений — результат недостаточной или, наоборот, чрезмерной затяжки винтов и гаек; особенно интенсивен износ, если работающее соединение воспринимает большие или знакопеременные нагрузки: болты и винты растягиваются, искажаются шаг резьбы и ее профиль, гайка начинает «заедать». В этих случаях возможны аварийные поломки деталей соединения. Грани головок болтов и гаек чаще всего изнашиваются потому, что их отвертывают несоответствующими ключами.
В шпоночных соединениях изнашиваются как шпонки, так и шпоночные пазы. Возможные причины этого явления — ослабление посадки детали на валу, неправильная подгонка шпонки по гнезду.
В подшипниках качения вследствие различных причин (рис. 2, а—г) износу подвержены рабочие поверхности — на них появляются оспинки, наблюдается шелушение поверхностей беговых дорожек и шариков. Под действием динамических нагрузок происходит их усталостное разрушение; под влиянием излишне плотных посадок подшипников на вал и в корпус шарики и ролики защемляются между кольцами, в результате чего возможны перекосы колец при монтаже и другие нежелательные последствия.
Различные поверхности скольжения также подвержены характерным видам износа (рис. 3). В процессе эксплуатации зубчатых передач вследствие контактной усталости материала рабочих поверхностей зубьев и под действием касательных напряжений возникает выкрашивание рабочих поверхностей, т. е. отделение частиц мате-

Рис.3. Характерные виды износа поверхностей скольжения:
а — выкрашивание, б — отслаивание, в — коррозия, г — эрозия, д — царапины, е — задиры, ж — налипание, з — глубинный вырыв материала и перенос его с другой поверхности трения риала, приводящее к образованию ямок на поверхности трения (рис. 3, а). Разрушение рабочих поверхностей зубьев вследствие интенсивного выкрашивания (рис. 3, б) часто называют отслаиванием (происходит отделение от поверхности трения материала в форме чешуек).
На рис. 3, в показана поверхность, разрушенная коррозией. Поверхность чугунного порошкового кольца (рис. 3, г) повреждена вследствие эрозионного изнашивания, которое происходит при движении поршня в цилиндре относительно жидкости; находящиеся в жидкости пузырьки газа лопаются вблизи поверхности поршня, что создает местное повышение давления или температуры и вызывает износ деталей. На поверхности тормозного барабана (рис. 3, д) показаны риски, которые появляются при воздействии на вращающийся барабан твердого тела или твердых частиц. Задиры (рис. 3, е) образуются в результате схватывания поверхностей при трении вследствие действия между ними молекулярных сил. На рис. 3, ж показана рабочая поверхность детали с налипшими на нее посторонними частицами, а на рис. 3, з— поверхность детали с износом при заедании в результате схватывания — глубинного вырыва материала и переноса его с другой поверхности трения.
Признаки износа
Об износе деталей машины или станка можно судить по характеру их работы. В машинах, имеющих коленчатые валы с шатунами (двигатели внутреннего сгорания и паровые, компрессоры, эксцентриковые прессы, насосы и др.), появление износа определяют по глухому стуку в местах сопряжений деталей (он тем сильнее, чем больше износ).
Шум в зубчатых передачах — признак износа профиля зубьев. Глухие и резкие толчки ощущаются каждый раз, когда меняется направление вращения или прямолинейного движения в случаях износа деталей шпоночных и шлицевых соединений.
Износ в сборочных единицах станка можно установить не только на слух, но и по виду поверхностей заготовок, обработанных, на этом станке. Если, например, при обработке заготовки на токарном станке на ее поверхности появляются через равные промежутки кольцевые выступы или впадины, то это означает, что в фартуке станка износились зубья реечного колеса и рейки; движение суппорта вместо плавного стало прерывистым. Этот дефект часто вызывается также износом направляющих станины и каретки суппорта, нарушающим соосность отверстий фартука и коробки подач, через которые проходит ходовой вал.
Следы дробления на обтачиваемом валике, установленном в коническом отверстии шпинделя, свидетельствует об увеличении зазора между шейками шпинделя и его подшипниками вследствие их износа. Если обрабатываемая на токарном станке заготовка получается конической, значит изношены подшипники шпинделя (главным образом передний) и направляющие станины, а если овальною— изношена шейка шпинделя, принявшая форму овала. Увеличение мертвого хода * укрепленных на винтах рукояток сверх допустимого — свидетельство износа резьбы винтов и гаек.
Об износе деталей машин часто судят по появившимся на них царапинам, бороздкам и забоинам, а также по изменению их формы. Детали машин, работающие со значительными знакопеременными нагрузками, осматривают через увеличительное стекло (лупу), проверяя, нет ли у них мелких трещин, которые могут послужить в дальнейшем причиной поломки. В некоторых случаях проверку осуществляют с помощью молотка: дребезжащий звук при обстукивании детали молотком свидетельствует о наличии в ней значительных трещин.
О работе сборочных единиц с подшипниками качения можно судить по характеру издаваемого ими шума. Лучше всего выполнять такую проверку специальным прибором — стетоскопом. При его отсутствии пользуются металлическим прутком, который приклады-
* Под мертвым ходом подразумевают некоторый свободный угол поворота рукоятки, прежде чем она заставит двигаться соединенную с ней деталь. Для суппорта токарного станка допустимый мертвый ход рукоятки — */4о оборота винта. вают закругленным концом к уху, а заостренным — к тому месту, где находится подшипник: при нормальной работе слышен слабый шум — равномерное тонкое жужжание; если работа подшипников нарушена, возникают сильные шумы. Свист или резкий (звенящий) шум указывает на отсутствие в подшипнике смазки либо на защемление шариков или роликов между беговыми дорожками внутреннего и наружного колец. Гремящий шум (частые звонкие стуки) означает, что на шариках, роликах или кольцах появились язвины либо в подшипник попала абразивная пыль или грязь. Глухие удары сигнализируют об ослаблении посадки подшипника на валу и в корпусе.
Работу подшипника можно проверять и по нагреву, определяемому на ощупь наружной стороной кисти руки, которая безболезненно выдерживает температуру до 60 °С. Так, например, определяют повышенный нагрев подшипников, который может быть следствием защемления шариков или роликов между беговыми дорожками в результате отклонения от соосности опор или возникать из-за отсутствия смазки (особенно в тех случаях, когда вал вращается с большой частотой). Перегрев подшипника может появиться при больших частотах вращения вала также в случае избытка смазочного масла или его повышенной вязкости, создающей дополнительное сопротивление вращению вала. Значительный нагрев вызывает ускоренный износ подшипников.
Тугое проворачивание вала свидетельствует об отсутствии соосности между ним и подшипником или о чрезмерно тугой посадке подшипника на валу или в корпусе. Дребезжащий стук в цилиндре компрессора сигнализирует о поломке или повышенном износе поршневых колец, а глухой — об износе поршня и цилиндра. Стук маховика может быть следствием нарушения его посадки на валу. Недостаточное давление в пневмосистеме является результатом утечки сжатого воздуха из соединений трубопроводов, пробуксовки приводных ремней, износа цилиндра, поршня и других деталей компрессора.
Особенности выбора материалов при ремонте
Одним из критериев выбора материалов для изготовления новых деталей при ремонте является износостойкость, которая в основном определяется твердостью/Если твердость материала сопрягаемых деталей выше твердости абразива, то износ мал 7 Износостойкость может достигаться и таким образом: одну деталь (например, вал) выполняют из материала высокой твердости, а другую (подшипник скольжения) — из мягкого антифрикционного (бронзы, баббита, металлокерамики и др.), в зависимости от условий эксплуатации и требований, предъявляемых к деталям, выбирают материал для изготовления последних. Например, к твердости шеек шпинделей (легких и средних), работающих в подшипниках скольжения, предъявляют повышенные требования, поэтому их закаливают ТВЧ, достигая твердости НКС 54—60; шпиндели изготовляют из стали
40Х. Такие же шпиндели, работающие в подшипниках качения, изготовляют из стали 45 и улучшают термообработкой до НКС 23-27.
Ходовые винты (средние и легкие) токарных станков должны обладать высокой износостойкостью и минимально деформироваться. Их изготовляют из стали 45, подвергая сначала предварительному, а затем вторичному отжигу после обдирки. Червяки, работающие на больших скоростях,, изготовляют из стали 12ХНЗА, цементируют и закаливают с низким отпуском до НКС56; червяки, работающие на средних скоростях, выполняют из стали 45 и закаливают с отпуском до НRС 23—30. Пружины изготовляют из стальной (марки 65Г) проволоки диаметром менее 6 мм, затем подвергают закалке и отпуску до HRC 58—62.
|
