БЕЛОРУССКИЙ ГОСУДРАСТВЕННЫЙ УНИВЕРСИТЕТ ИНФОРМАТИКИ И РАДИОЭЛЕКТРОНИКИ
Кафедра ЭТТ
РЕФЕРАТ
На тему:
«Изготовление деталей РЭС из пластмасс»
МИНСК, 2008
Технические свойства пластмасс
Пластмассами называются материалы, полученные на основе естественных и синтетических высокомолекулярных соединений (полимеров), способные вследствие своей пластичности принимать необходимую форму под воздействием тепла и давления.
По технологической классификации пластмассы подразделяются на термореактивные пластмассы и термопластичные пластмассы.
Термореактивные пластмассы под действием тепла и давления размягчаются, заполняют пресс-форму и переходят в неплавкое и нерастворимое состояние. Материал изделия становится необратимым, т.е. при повторном нагреве он в пластическое состояние не возвращается. Допускают разгрузки пресс-форм в нагретом состоянии. К ним относятся: фенолформальдегид, селиконопласты, и т.д.
Термопластичные пластмассы под действием тепла и давления приобретают текучесть, заполняя пресс-форму, после охлаждения отвердевают, но не переходят в неплавкое и нерастворимое состояние.
При повторном нагреве они возвращаются в пластическое состояние (полистирол, полиэтилен, полиуретан и т.д.) разгрузка пресс-форм может производиться только после охлаждения. По способу переработки пластмассы могут быть разделены на следующие группы:
1. Термореактивные пресс-порошки и пресс-материалы горячего прессования;
2. Термораеактивные пресс-порошки и пресс-материалы холодного прессования;
3. Термопластические порошки;
4. Жидкие литьевые термореактивные смолы;
5. Листовые и фасонные слоистые материалы;
6. Пленочные материалы – стирофлекс, эфироцеллюлозные пленки и др.
Для выбора рационально способа изготовления изделий из пластмасс, необходимо знание их технологических свойств. Такими свойствами пластмасс являются: удельный объем, текучесть, скорость отвердевания, летучесть, усадка.
Удельный объем пресс-материала рассчитывается в см3
/г или м3
/кг. Знание удельного объема необходимо для определения объема пресс-формы.
Текучесть пресс-материала – способность материала заполнять пресс-форму под давлением при определенной температуре: определяется в мг/с. Чем меньше текучесть пресс-материала, тем больше должно быть давление прессования и наоборот. Скорость отвердевания – характеризует продолжительность перехода пластмассы из пластического состояния в твердое. Она выражается в секундах или минутах на 1 мм толщины образца (с/мм). Летучесть – (содержание летучих веществ и влаги) – определяется по разнице в весе до и после высушивания пресс-материала в термостате при температуре (103–105)ºС в течении 30мин; определяется в % и колеблется в различных материалах 1,5–5%.
Реклама

Содержание летучих веществ вредно, увеличивает усадку, вызывает коробление, трещины и вздутия, снижает электроизоляционные и радиотехнические свойства пластмасс. Усадка – характеризует уменьшение размеров детали с момента излечении ее из нагретой пресс-формы до полного остывания. Исчисляется в процентах по формуле: Y= (a–b)/b∙100%, (1) где а – размер гнезда пресс-формы при температуре прессования; b – размер изделия при температуре равной 20ºС.
Технологические процессы изготовления деталей из пластмасс
В настоящее время известно значительно число способов формирования пластмассовых изделий, которые применяют в зависимости от их конструкций, типа и размеров, технически требований, предъявляемых к использованию изделий. Наиболее распространенными являются:
– прессование, применяемое для переработки термореактивных пластмасс (реактопластов);
– литье под давлением – для обработки термопластичных материалов (термопластов);
– формование – предание необходимой формы листовым термопластичным материалам.
Сущность всех этих способов обработки заключается в том, что исходное сырье подвергается обработке в специальных формах, которые называются пресс-формами, под давлением при соответствующем нагреве в процессе формирования формообразования или после него. Построение типового технологического процесса зависит от конструкций и назначения детали. При выборе операций и переходов решаются следующий вопросы:
1. Подбор и дозировка компонентов: полимер, стабилизатор, пластификатор, краситель, инициатор, парообразователь и др.;
2. Образование исходного материала (пластмассы): смешение; гранулирование; растворение и т.д.;
3. Изготовление изделия (переработка материала): прессование, литье под давлением, выдувание, напыление, окунание и т.д.;
4. Доработка изделия: декоративная отделка, термообработка, механическая обработка и т.д.
Приемы и методы подбора, дозировки компонентов и образования исходного материала пластмассы рассматриваться не будут. Рассмотрим основные способы переработки пластмасс в изделия.
Реклама

Прессование
Технологически процесс прессования заключается в том, что под влиянием нагрева и давления пресс-материал заполняет рабочее пространство пресс-формы и полимеризуется в твердое состояние.
Прессование подразделяется на горячее, холодное и литьевое.
Горячее прессование термореактивных пластмасс применяется для изготовления деталей простой формы с ограниченным количеством арматуры или без нее.
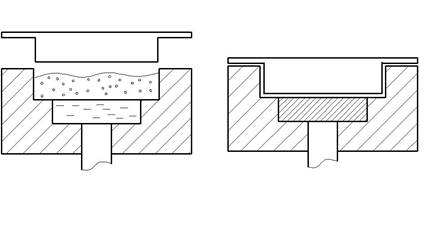
Рис. 1. Прессование пластмасс
Пресс-материал в виде таблеток или порошка загружается непосредственно в формообразующую полость горячей пресс-формы, после чего подвергается давлению пресса.
Нагретый пресс-материал размягчается, заполняет гнезда пресс-формы и остается в ней определенное время до полного затвердевания. После этого пресс-форму открывают и извлекают отформованную деталь. Скорость отвердевания термореактивного материала зависит от его марки и температуры прессования.
Для большинства термореактивных пластмасс температура прессования изменяется от 130 до 180º С. Время выдержки для отвердевания для разных пластмасс устанавливается в пределах 0,5–2,5 мин на 1 мм наибольшей толщины изделия.
Удельные давление для различных пластмасс изменяются в пределах от 10 до 40 МН/м2
(МПа).
Холодное прессование состоит в том, что пресс-порошок загружают в холодную пресс-форму, подвергают сжатию при высоких удельных давлениях 60–120МН/м2
и выдерживают под таким давлением в течении 5–15 с.
Затем заготовки извлекаются из пресс-формы и запекаются в термостате при температуре 150–170º С для полимеризации связующего вещества. При холодном прессовании значительно увеличивается производительность труда, но качество изделий хуже, поверхность – матовая. Этот метод не применим для изделий сложной формы.
Литьевое прессование применяется для изготовления изделий сложной конфигурации из термореактивных пластмасс. Отличием литьевого прессования является наличие в конструкции пресс-формы дополнительной загрузочной камеры, которая соединяется с матрицей тонким литниковым каналом.
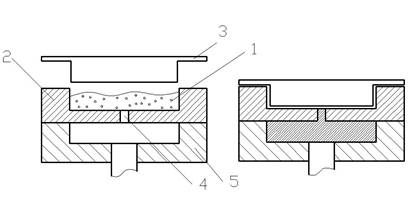
Рис. 2. Литьевое прессование
Пластмассу (1) помещают в загрузочную камеру (2). Там она нагревается от стенок загрузочной камеры, переходит в вязко-текучее состояние и под воздействием усилия пуансона (3) через литниковую систему (4) поступает в оформляющую разъемную полость матрицы (5). Сечение литниковых каналов мало и материал поступает в плоскость и с большой скоростью в полужидком состоянии.
Температура нагрева материала находится в пределах от 140º С до 170º С. Давление в загрузочной камере – 50–200 МН/м2
(МПа). Особенностями литьевого прессования является возможность получения в деталях глубоких отверстий малого диаметра, высокая точность деталей и возможность заформовывать в изделия тонкую арматуру.
Недостатки: сложная и дорогостоящая пресс-форма и большой расход материала (на литники).
Литье под давлением
Применяется для изготовления сложных деталей из термопластических масс с большим количеством арматуры и сложной конфигурации. Оно производится на специальных машинах, которые называются инжекционными.
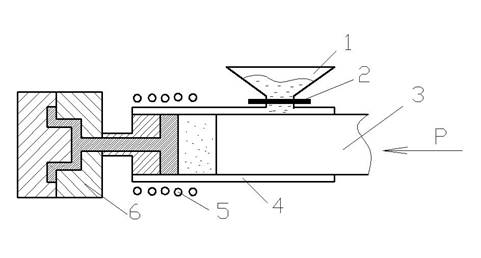
Рис. 3. Литье пластмасс под давлением
В бункер (1) загружают гранулированную пластмассу, откуда через дозирующее устройство (2) гранулы в требуемом объеме для одного впрыска поступают в цилиндр (4) с нагревательным устройством (5).
Температура пластмассы в цилиндре повышается от начальной на входе до заданной технологическим режимом (185–280º С) на выходе. Пуансон (3) впрыскивает расплавленную пресс-массу в охлаждаемую водой пресс-форму (6) t=30–40ºC при давлении 20 МПа.
Из-за того, что температура пресс-формы ниже температуры впрыснутой в нее пресс-массы отливка быстро охлаждается, и затвердевает, уменьшаясь в объеме.
В полости пресс-формы образуется незанятый объем, поэтому для заполнения всего объема, а также для сохранения впрыснутой пластмассы плунжером (3) поддерживается давление с учетом времени, определяющим отвердение отливки в пресс-форме.
После такой выдержки плунжер (3) отходит вправо и из загрузочного бункера (1) в цилиндр (4) поступает новая порция пресс-материала. Цикл повторяется.
После требуемой выдержки для охлаждения отлитой детали половинки формы раскрываются и деталь удаляется.
Весь цикл обработки производится автоматически. Поэтому данный способ изготовления пластмассовых изделий является одним из самых производительных. Удельное давление при литье термопластов в зависимости от марки материала применяется в пределах от 50 до 300 МН/м2
. Изделие извлекается из формы после охлаждения до 40–60º С.
Выдержка изделия в форме не превышает 40–50 с.
Пневматическое формование
Этим способом изготавливают детали из листовых термопластических материалов. Сущность процесса состоит в том, что разогретый лист материала приобретает форму матрицы под действием избыточного давления или под влиянием вакуума.
Вакуумный способ применяется для глубокой вытяжки защитных колпачков, кожухов и др. деталей.
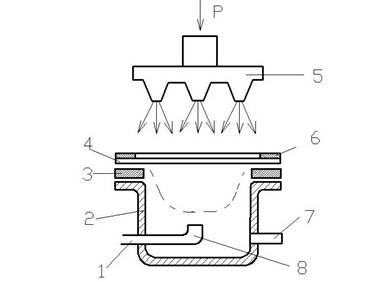
Рис. 4. Пневматическое формование
Литьевая заготовка (4) закрепляется на отбортовке верхнего фланца (2) прижимным кольцом (6).
При включении вакуумного насоса через штуцер (7) в цилиндре (2) создается разряжение и листовая заготовка, нагреваемая горячим воздухом из рассеивателей (5) под действием атмосферного давления вытягивается.
Процесс вытягивания продолжается до момента соприкосновения стенки изготавливаемого изделия с электрическим контактным выключателем (8). При срабатывании выключателя отключается вакуумный насос и давление в цилиндре повышается до атмосферного.
Помещая в цилиндр формы различного профиля, можно изготавливать изделия со сложной кривизной поверхности.
Основные требования к конструкциям деталей из пластмасс
Конструкции деталей из пластмасс требуют тщательного согласования с методом их изготовления. Не выполнение требований технологичности приводит к изготовлению сложных и дорогих пресс-форм, качество детали снижается, а расход материала увеличивается.
Наиболее общие требования к конструкции пластмассовых деталей, получаемых прессованием и литьем под давлением можно сформулировать следующим образом:
1. Кромки и углы детали должны быть закреплены, это улучшает стойкость деталей пресс-формы облегчает оформление этих элементов;
2. Толщина стенок деталей должна быть равномерной без резких переходов для исключения коробления и трещин;
3. По линиям съема детали должны иметь уклоны для облегчения выемки из пресс-формы;
4. Отверстия, выступы и впадины должны совпадать с направлением разъема пресс-формы;
5. Различные знаки на деталях следует делать выпуклыми;
6. Арматура должна иметь геометрию, исключающую ее смещение во всех направлениях. Толщина слоя пластмассы, покрывающей арматуру, должна быть достаточной, чтобы не появлялись трещины при остывании.
ЛИТЕРАТУРА
1. Технология производства ЭВМ / А.П. Достанко, М.И. Пикуль, А.А. Хмыль: Учеб. – Мн. Выш. Школа, 2004 – 347с.
2. Технология деталей радиоэлектронной аппаратуры. Учеб. пособие для ВУЗов / С.Е.Ушакова, В.С. Сергеев, А.В. Ключников, В.П. Привалов; Под ред. С.Е. Ушаковой. – М.: Радио и связь, 2002. – 256с.
3. Тявловский М.Д., Хмыль А.А., Станишевский В.К. Технология деталей и периферийных устройств ЭВА: Учеб. пособие для ВУЗов. Мн.: Выш. школа, 2001. – 256с.
4. Технология конструкционных материалов: Учебник для машиностроительных специальностей ВУЗов / А.М. Дольский, И.А. Арутюнова, Т.М. Барсукова и др.; Под ред. А.М. Дольского. – М.: Машиностроение, 2005. – 448с.
|
