Цегла є найстародавнішим штучним будівельним матеріалом. Хоча аж до нового часу широке розповсюдження мав в багатьох країнах необпалений цегла-сирець, часто з додаванням в глину різаної соломи (див. Адоба, Саман), застосування в будівництві обпаленого цеглини також сходить до глибокої старовини (споруди в Єгипті, в Мохенджо-Даро, 3-2-е тисячоліття до н. э.). Особливо важливу роль грала цеглина в архітектурі Месопотамії і (пізніше) Стародавнього Рима, де з цеглини викладалися складні конструкції, у тому числі арки і зведення. В середні століття цегла служила не тільки конструкційними матеріалом; використовувалися декоративні можливості візерункової кладки, лекального, фігурного, глазуруючого До. часто вживаних в поєднанні з теракотовими або майоліковими деталями (мавзолей Саманідов в Бухарі, кінець 9-почало 10 ст.,; "цегляна готика" в Німеччині і Прибалтиці 13-16 ст.; російська "візерункова архітектура" 17 в.). Художньо-виразні можливості цнгли використовуються і в 20 в. (наприклад споруди Ф. Хегера в Гамбурзі, 1920-е рр.). В сучасній цегляній архітектурі використовуються виразність кладки лицьового цегли, поєднання глиняної і силікатної цеглини.
До 19 ст. техніка виробництва цегли залишалася примітивною і трудомісткою. Формували цегли уручну, сушили тільки влітку, обпалювали в напільних печах-тимчасовому будівлях, викладених з висушеного цегли-сирцю. В сірий. 19 в. була побудована кільцева обпалювальна піч і стрічковий прес, що зумовив переворот в техніці виробництва До. В цей же час з'явилися глинооброблюючімашини-бігуни, вальці, глиномялки. В кінці 19 в. стали будувати сушарки. Сучасне виробництво цегли значно механізовано. Первинне дроблення глини і її очищення від каміння здійснюються в каменевидних вальцях. Роздроблена глина і вода (або пара) поступають в глиномялку, потім пластичне глиняне тісто перетирається на бігунах і гладких вальцях і прямує в стрічковий вакуум-прес, що видавлює безперервно брус з поперечним перетином, відповідним формі і розмірам уегли. Брус автоматично ріжеться струнним апаратом на окремі цеглини, які укладаються на полиці, а полиці - на вагонетки, що поступають в тунельну сушарку. Висушений цегла-сирець перенавантажують уручну або автоматом на пічні вагонетки, які поступають в тунельні печі, де До. обпалюється при температурі 900-950 °С. Обпалену цеглу сортують і укладають на піддони, на яких вона зберігається на складах готової продукції. В Україні випускають полнотілу(суцільну), багатощілисту, дірчасту цеглу, а також порожнисте укрупнене керамічне каміння, володіюче підвищеними теплозахисними властивостями. Спеціальне призначення має цегла глиняна лекальна, що застосовується для кладки і футеровки димарів, і цегла для дорожнього одягу (клінкер будівельний).
Незважаючи на спад у масовому будівництві державного житла, сьогодні цегли потребують забудовники котеджів, офісних центрів, магазинів, кафе тощо. На неї зорієнтовано майже все будівництво, що здійснюється за індивідуальними проектами. Сировини для виготовлення цегли в Україні не бракує.
Мода на цеглу не минула, хоча виробництво її в Україні за останні роки скоротилося утричі.
Свого часу Україна посідала одне з чільних місць за кількістю виробленої цегли. Керамічну та силікатну цеглу випускали на величезній кількості заводів і заводиків. Деякі поки що функціонують і сьогодні. Загальна потужність підприємств з виробництва цегли - понад 10,6 млрд штук на рік. При цьому торік виготовили 3,3 млрд штук, що становить всього 30% від рівня 1990 року. Основні виробники - підприємства корпорації "Укрбудматеріали" - 54,2% та "Украгропромбуд" - 12,8%. Решта (близько 20%) припадає на частку підприємств місцевої промисловості, в тому числі й приватних міні-заводів та цехів. У складі корпорації "Укрбудматеріали" близько 240 підприємств, з яких понад 50% - нерентабельні. Це пов'язано, перш за все, з тим, що постійно зростає собівартість виробництва цегли - через збільшення витрат на сировину, на утримання й експлуатацію обладнання.
Реклама

Точну кількість підприємств, що нині випускають керамічну цеглу, мабуть, не назвуть ні Держкомітет з будівництва та архітектури, ні навіть вітчизняні статистики (котрі, як кажуть, знають усе).
Причина такої непоінформованості до банального проста: переважна частина підприємств функціонує вкрай нестабільно (можна сказати епізодично) і до того ж має невеликі обсяги виробництва.
Основна продукція, яку випускають вітчизняні заводи, - це звичайна будівельна повнотіла (75%) і пустотіла (22%) цегла, на високоякісну облицювальну припадає всього 3%. При цьому переважає цегла низьких марок: скажімо М75 становить 30%, М100 - 40%, М125-20%; тоді як М150, М175, М200 мають відповідно 5,5%, 2,5%, 2,0%. Фактично високоякісну будівельну керамічну цеглу виробляють усього два десятки підприємств. Трохи краща ситуація із силікатною цеглою. Найвища марка М250 становить 3% виробництва, М200, М175, М150 - 14%, 6%, 26%, відповідно.
За словами фахівців Укрбудматеріалів, у результаті економічних реформ цегельну галузь акціоновано і приватизовано, але коштів для її технічного переоснащення, впровадження сучасних технологій та матеріалів практично немає. Високим залишається рівень ручної праці - майже 40%, особливо на вантажно-розвантажувальних роботах та складуванні продукції. Як наслідок, звичайна керамічна будівельна і силікатна цегла здебільшого не відповідають заявленим маркам. Насамперед це стосується низьких марок М75, М100, М125, реальна міцність яких у кращому разі менша відсотків на 10. Як правило, найякісніші вироби випускають на тих заводах, чия продукція перекриває майже всю або принаймні більшу частину потрібної у будівництві номенклатури марок і типів.
Реклама

За словами керівників корпорації, розроблено програму реконструкції підприємств галузі: майже на 30 цегельнях проведуть технічне переоснащення.
Лідери та аутсайдери
Найвищий рейтинг, за оцінками експертів, мають заводи в Артемівську та Мукачевому, де виробляють високоякісну облицювальну цеглу. Серед виробників звичайної будівельної цегли добру репутацію мають підприємства у Лисичанську, Житомирі, Львові. Непогані відгуки про якість продукції кременчуцького, гостомельського, корчуватського, черкаського та деяких інших заводів.
До аутсайдерів цегельної індустрії фахівці майже одностайно зараховують заводи Київської, Вінницької, Запорізької областей.
Найпотужніші вітчизняні підприємства - Артемівський кераміко-трубний комбінат, Мукачівський завод будівельної кераміки - у найсприятливіші для будівництва 80-ті роки випускали близько 4-5 млн цеглин на місяць, що становило лише 3-4% від загального обсягу виробництва цегли в Україні. Водночас у розвинутих європейських країнах частка облицювальної керамічної цегли становить у загальному виробництві понад 70%.
Імпорт
Окрім вітчизняної продукції, українському користувачеві пропонують досить-таки широкий вибір цегли закордонного виробництва. В групі лідерів за обсягом імпорту (крім традиційних постачальників - Росії та Молдови) - прибалтійські продуценти, які постачають переважно високоякісну облицювальну і спеціальну (вогне- та кислототривку) цеглу. За даними Державної митної служби, в 1996 році Україна імпортувала цегли на $725 тис.
В багатьох галузях промисловості будівельних матеріалів (керамічної, скляної, цементної і ін.) широке розповсюдження отримали валкові агрегати (валкові дробарки і вальци), призначені для крупного, середнього, дрібного і тонкого подрібнення матеріалів малої і середньої міцності, видалення з глини кам'янистих включень і т.д. У валкових дробарках подрібнення матеріалу здійснюється роздавлюванням, частково розтиранням, ударом або вигином між двома що обертаються назустріч один одному валяннями з гладкою, зубчатою або рифленою поверхнями.
Переваги валкових дробарок: простота пристрою, надійність в роботі, невелика витрата енергії. Недоліки: дробарка з гладкими валяннями може подрібнювати відносно невеликі шматки матеріалу, невелика продуктивність, наявність вібрації і необхідність рівномірного безперервного живлення валів щоб уникнути зниження їх ефективності. До недоліків валковых дробарок можна віднести також неоднорідний зерновий склад готового продукту з великою кількістю плоских і подовжених зерен.
Найбільш поширені дробарки з гладкими валяннями, які застосовуються для середнього і дрібного дроблення порід середньої міцності (усж =150 Мпа), з рифленими і зубчатими валяннями, що використовуються для крупного і середнього дроблення крихких і м'яких порід (у сж = 80МПа).
У виробництві матеріалів теплоізоляцій використовуються дірчасті вальці для подрібнення глини і для попутного формування з неї гранул.

Валкові машини для подрібнення і переробки матеріалів підрозділяються на наступні групи:
1) валковые дробарки із зубчатими, рифленими і гладкими валяннями;
2) вальці для переробки глиняних мас;
3) дірчасті і каменевидні вальці;
4) валковые агрегати для тонкого подрібнення (розпушування) матеріалу – бігуни.
Валкові дробарки у свою чергу класифікуються таким чином.
За призначенням і форм робочої поверхні:
а) для тонкого, дрібного і середнього дроблення матеріалів – з гладкою поверхнею валів, з подовжніми напівкруглими виїмками на одному з валів;
б) для крупного дроблення глинистих матеріалів із зубчастими валками;
в) для середнього і дрібного дроблення глинистих матеріалів і видалення каміння – з одним гладким і іншим рифленим валяннями і з валяннями, що мають гвинтову поверхню.
По методу установки підшипників валів:
а) з однією парою рухомих і однією парою нерухомих підшипників;
б) з нерухомо встановленими підшипниками;
в) з рухомо встановленими підшипниками у двох валів.
По кількості валів в дробарках:
а) з однією;
б) з двома;
в) з чотирма.
По пристрою приводу:
а) з приводом редуктора і карданними валами;
б) з шестерним приводом;
в) з ремінною передачею;
г) з приводом редуктора і ремінною передачею.
В шестерному приводі зважаючи на рухливість валів шестерні виконують з подовженими зубами, що знижує надійність його роботи. Тому в сучасних конструкціях кожний вал має привід через карданні вали або індивідуальний привід.
По конструктивному виконанню валковые дробарки бувають одно-, двух- і чотирьохвалкові. В останньому випадку одна пара валів розташовується над іншою, тобто чотирьохвалкова дробарка є двома двохвалковими дробарками, змонтовані в одному корпусі.
Вказане поєднання пар валів забезпечує двохстадійне дроблення: грубе – верхньою парою, тонке – нижньої. Ступінь подрібнення складає 16ч20.
Валкові дробарки дрібного і середнього дроблення мають конструктивні оформлення у вигляді валів з гладкою, рифленою або зубчатою поверхнею і різно оформленим приводом. Зазор між валяннями встановлюється 3-30 мм Валяння, підшипники, направляючі, пружинні амортизації і привід валів відрізняються різноманітністю конструкцій. Привід валів здійснюється від електродвигуна через редуктор і карданні вали, які забезпечують передачу обертання вальців. При різній окружній швидкості вальців з гладкою поверхнею вони дроблять матеріал роздавлюванням і стиранням, а в дробарках із зубчатими вальцями – ударом і вигином.
Для тонкого дроблення матеріалів застосовують вальці з гладкою поверхнею. Зазор між вальцями складає 1- 2 мм Для забезпечення, окрім роздавлюючої дії, і стираючого вальці обертаються з різною частотою і мають, як правило, індивідуальний привід.
Оскільки стираюча дія на дроблений матеріал інтенсифікує знос робочої поверхні валів в середній частині, використовуються валяння із змінними бандажами, виготовленими із загартованого чавуну, вуглецевої або марганцевистої сталі.
Валкові дробарки, що використовуються в промисловості будівельних матеріалів, мають вальці діаметром 0,4-1,5 м і шириною 0,4ч1,0 м. Ступінь подрібнення залежно від властивостей подрібнюваного матеріалу, конструкції валів і принципу дії дробарки наступна: для твердих порід – до 4, для м'яких в'язких – до 6ч8, при дробленні в зубчатих валяннях в'язких глинистих матеріалів - 11ч12 і більш.
Продуктивність залежно від розміру валів, частоти їх обертання і виду подрібнюваного матеріалу коливається від 1,4 до 27,0 кг/с (5ч100 т/ч) і більш.
Для середнього дроблення глинистих пластичних матеріалів з одночасним видаленням твердих включень (каміння, чужорідних тіл) використовуються каменевидні (дезинтеграторні) валкові дробарки. Валяння мають різні диметры, крім того, великий вал з гладкою поверхнею, а менший – з ребристою.
Є каменевидні дробарки, у яких один з валів виконаний з гвинтовою поверхнею. Глиняна маса подається в зазор між вальцями, при цьому відносно крупні кам'янисті шматки не затягуються між вальцями і під дією гвинтової поверхні виводяться із зони валів.
Дірчасті вальці використовуються для вторинного подрібнення вологої глини, а також при виробництві керамзиту шляхом формування з глини сирцових гранул.
Кожний з вальцов складається з литого барабана, в ободі якого зроблені крізні вікна. Останні перекриваються сталевими листами з овальними і круглими отворами. Глиняна маса, захоплювана тими, що обертаються назустріч один одному вальцами, роздавлюється, стирається, продавлюється через отвори корпусу барабана.
Розвантаження сирцових гранул здійснюється через порожнисті торцеві поверхні формуючих вальців, оскільки їх внутрішня частина виконана у вигляді усічених конусів, що розширяються до відкритих торцевих поверхонь. В іншому конструктивно дірчасті вальці аналогічні валковым дробаркам.
Необхідні умови роботи дірчастих вальців – забезпечення втягування формованого матеріалу в міжвалковий простір.
Слово кераміка - від грецького "keramos" - глина, позначає глину, піддану випаленню. Або є ще варіант тлумачення: слова "keramos", що означає "глиняний посуд". Слово це пов'язано із стародавнім санскритським значенням кореня (буквальний переклад "щоб горіти").
Російське слово "цеглина" запозичено від тюркского слова "kirpic", мабуть з часів татаро-монгольського ярма.
Ще в Біблії згадується цеглина як будівельний матеріал, в часи відразу після Великого Потопу. «І сказали один одному: наробимо цегли і обпалимо вогнем. І стала у них цегла замість каміння.» Ветхий заповіт. Буття. Гл. 11-3.
Події ветхого заповіту відбувалися на території Месопотамії і природно найстародавніші споруди з цеглини з тих місць. Дуже часто використовувалася цеглина в стародавньому Римі (тоді стандарт для цеглини був 45х30х10 сантиметрів, сучасна цеглина має розмір 25х12х6,5 сантиметрів) В Римській імперії з цеглини робили складні конструкції, арки, водоводи.
В Росії почали використовувати цеглину при будівництві храмів Московського Кремля, будівництвом храмів керували Італійські майстри. Хоча ці храми були побудовані з обпаленої цеглини, ще довго при будівництві використовувалася необпалена цеглина - сирець.
Чудо монастир в Московському Кремлі
Керамічна плитка теж родом із стародавньої Месопотамії близько 4 тисяч років тому. Дуже показовий в застосуванні керамічної плитки при облицьовуванні воріт Іштар (що в стародавньому Вавилоні), за якими починалася широка дорога процесій, ведуча в головний храм Есагилу.
На різних континентах у вогнищах стародавніх культур — на Близькому Сході і в Індії, в Центральній Америці і Середній Азії кераміка зберегла вигляд найстаріших в світі міст, художні твори перших на землі скульпторів і художників. Час розширював об'єми і сфери застосування кераміки. Кераміка сьогодні — це не тільки традиційна черепиця і цеглина. Без кераміки не обходяться космічні кораблі і атомні реактори, електронні прилади, доменні печі і багато галузей промисловості. Та все ж випуск якнайдавнішого виду кераміки — кераміки для зовнішнього облицьовування будівель — не тільки не зменшується, але і різко зростає.
Застосування керамічних виробів для облицьовування фасадів робить будівлю більш довговічною, привабливим і створює передумови для значного зниження витрат при їх експлуатації. З урахуванням періодичних ремонтів вартість поверхні, фанерованою керамікою, в 2—3 рази нижче в порівнянні з іншими видами обробки фасадів будівель.
Широке застосування в сучасному будівництві знаходять і конструктивні, і декоративні вироби для облицьовування фасадів будівель.
Кладка стін із застосуванням конструктивних виробів (двошарової і лицьової цеглини) має закінчений вигляд і надалі не вимагає додаткової обробки. Для пожвавлення фасадів застосовують кольорові фрагменти (вставки, панно), виконувані з різнокольорової цеглини.
Розширяються асортимент і області застосування виробів для облицьовування зовнішніх стін будівель, поверхонь стінних панелей, крупних блоків, обробки лоджій і еркерів і оформлення інших архітектурних елементів будівель, а також для облицьовування цоколів будівель і підземних переходів.
В світі розроблені основні параметри технології виробництва плиток методом литва, виготовлені конвейєри і заводське виготовлення цих виробів; розроблений і упроваджений спосіб виготовлення килимово-мозаїчних плиток методом напівсухого пресування; на багатьох підприємствах експлуатуються потоково-конвейєрні лінії.
Для оволодіння цією сучасною технікою і технологією робітники, зайняті на підприємствах фасадно-фанерованої кераміки, повинні постійно удосконалювати свої знання.
Керамічні вироби для облицьовування фасадів будівель підрозділяються на конструктивні і декоративні. Декоративні вироби служать для облицьовування стін в процесі будівництва.
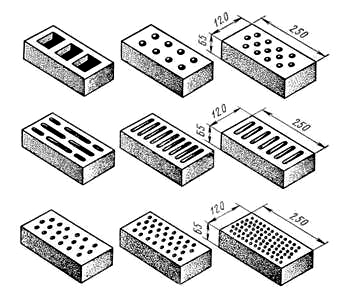
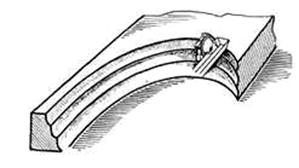
Мал. 1. Лицьова цеглина
Фасадні керамічні глазуруючі великорозмірні плитки служать для облицьовування зовнішніх стін цегляних будівель після їх повного осідання і цокольного панелей. Для облицьовування цокольних частин будівель і стін підземних пішохідних переходів застосовують глазуруючі цокольні плитки. Для декоративної обробки будівель служить і мозаїчна кераміка, яка є мілкорозмірними тонкостінними плитками різного кольору, наклеєними у вигляді килима на паперову основу.
Конструктивні вироби разом з декоративними властивостями володіють якостями конструктивного матеріалу. До них відносяться лицьові цеглина і каміння.
Керамічні лицьові цеглина і каміння (мал. 1, 2) підрозділяються на повнотілі і порожнисті. Розміри цих виробів повинні відповідати ГОСТ 7484—69 (табл. 1). Цеглина глазурує, крім того, повинен відповідати ТУ 355—66 Главмоспромстройматеріалов.
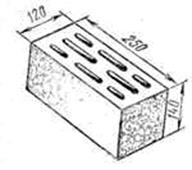
Мал. 2. Керамічний лицьовий камінь
Цеглина і каміння повинна мати форму прямокутного паралелепіпеда з прямими ребрами і кутами, з чіткими гранями і рівними двома суміжними лицьовими поверхнями — тичковий і ложковий.
Відхилення сторони цеглини по довжині від прямого кута (косокутна) допускається не більше 3 мм Викривлення лицьових поверхонь і ребер не повинне перевищувати по ложку 3 і по стусану 2 мм
Лицьові поверхні цеглини і каміння можуть бути гладкими, рельєфними або офактуреними. Вироби повинні мати чистий тон і рівномірний колір без плям, выцветов в інших дефектів, помітних на відстані 10 Же.
| Основні розміри лицьових цеглини і каміння (мм) |
| Найменування виробів |
Довжина |
Ширина |
Товщина |
| Керамічна лицьова цеглина |
250±4 |
120±3 |
65 або 90±3 |
| Керамічний лицьовий камінь |
250±4 |
120±3 |
140±3 |
| Керамічний лицьовий тричвертний камінь |
188±4 |
120±3 |
140±3 |
Розміри цеглини і каміння, довжину тріщин і відбитості або притупленій кутів і ребер виміряють з точністю до 1 мм шаблонами. Ширина посічок визначається за допомогою мірної лупи з чотирикратним збільшенням.
Викривлення поверхонь і ребер визначають з точністю до 1 мм величини найбільшого зазору між поверхнею або ребром прикладеного до нього косинця.
Косокутну визначають, прикладаючи косинець до стусана і замерюють найбільший зазор між ложком і внутрішнім краєм косинця.
Вапняні включення (дутики), що викликають руйнування цеглини і каміння, не допускаються.
Цеглина і каміння, що виготовляється методом двошарового формування, не повинна розшаровуватися по контакту лицьового шару і основної маси. Товщина лицьового шару повинна бути не менше 3 мм
Основні відомості про глиняний кар'єр і його розробку
Глину для виробництва керамічних виробів здобувають відкритим способом в кар'єрах. Кар'єр є системою відкритих вироблень. Контури кар'єру в плані залежать від глибини і форми залягання глини і характеру рельєфу місцевості.
При розробці глини ділянки розбивають на ряд горизонтальних шарів, які розділяють похилими в'їздами. Кожний такий шар називається уступом. Висота уступу залежить від складу глин і вживаних методів розробки.
Пласт є масивом осадкової гірської породи, що має значну довжину і ширину і обмежений двома паралельними площинами напластовування.
Потужність (товщина) пласта — ця найкоротша відстань між крівлею (верхи) і ґрунтом (низом) пласта.
В кожному уступі розрізняють наступні елементи: укіс, верхній і нижній майданчик і брівку.
Укосом уступу називається похила або вертикальна робоча поверхня уступу, що обмежує його із сторони виробленого простору. Майданчиками уступу називають: верхньої — горизонтальну частину поверхні уступу, що обмежує його по висоті, і нижньої — нижню горизонтальну частину поверхні уступу (підошва). Брівкою уступу називають лінію перетину укосу уступу з його верхнім або нижнім майданчиком.
Поверхня уступу, що є безпосередньо об'єктом гірських робіт і що переміщається у міру розробки, називається забоєм уступу.
Паралельні смуги, на які для розробки розділяють уступ по ширині, що розробляються кожна при незмінному для неї положенні транспортного забійного шляху, називають заходками.
Підготовлена для розробки частина заходки по її довжині називається фронтом робіт уступу.
Кут, утворений лінією укосу борту кар'єру з проекцією цієї лінії на горизонтальну площину, називається кутом укосу.
Підготовчі і вскритні роботи в глиняному кар'єрі
Технологія підготовчих і вскрітних робіт включає дві операції: вскритні роботи (мал. 7, а) і розчищання поверхні від чагарників, дерев, пнів (мал. 7, би). До складу вскритних порід входить рослинний шар, підзол, а також нашарування піску з кам'янистими включеннями. Поверхня слідує розчищати за один-два роки до початку розробки кар'єру, для того, щоб корені рослин встигли згнити, що значно полегшує вскритні роботи. Звичайно для очищення поверхні застосовують кущорізи, корчує і розпушувачі.
Серійно виготовляють кущорізи, вживані як навісне устаткування до трактора. Робочий орган кущоріза є клиноподібним відвалом, що закінчується в нижній частині ріжучими ножами. При зануренні відвала в грунт ці ножі зрізають дерева і чагарники, а потім укладають по обидві сторони від смуги проходки машини.
Для корчування крупних пнів, валяння дерев діаметром до 35 см, ті, що зрізають чагарників і спушення грунту застосовують ті, що на весні корчують, які забезпечені пристосуваннями для витягування коренів із землі.
За допомогою бульдозера можна видаляти рослинний шар, корчувати пні і валити дерева.
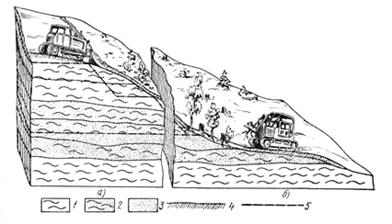
Мал. 7. Схема ведення підготовчих робіт на кар'єрі: а — виробництво вскритних робіт бульдозером, би — розчищання поверхні від пнів і чагарників корчує; 1, 2 — глина, 3 — пісок, 4 — вскритний шар, 5 — підошва забою
Спушують глину для захисту від промерзання і природного просушування причіпними і навісними розпушувачами.
Як правило, вскритні роботи проводять бульдозерами і скреперами.
Розробка глин в кар'єрі
Глину в кар'єрах розробляють валовим і селективним методами. При валовій розробці глину здобувають одночасно з декількох пластів. Селективна розробка полягає в роздільній виїмці пластів глин.
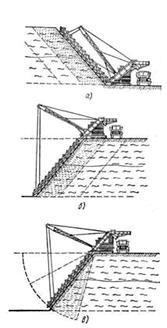
Вибір механізмів для здобичі глин залежить від геологічних умов, физико-механічних властивостей сировини, що здобувається , і способу його виїмки. Найбільше застосування для розробки глин знайшли багатоковшові (мал. 8, а), одноковшові (мал. 8, би) і роторні (мал. 8, в) екскаватори.
Багатоковшові екскаватори найбільш ефективні для розробки глин валовим методом.
Багатоковшовим екскаватором розробляють забої, розташовані з боку укосу уступу. В процесі черпання глин екскаватор пересувається уздовж уступу. Фронт робіт приймається прямолінійним з витриманою потужністю товщі, що розробляється, і з відносно постійною довжиною.
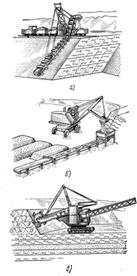
Мал. 8. Розробка глини: а—многоковшовим екскаватором, б—одноковшовим екскаватором, в — роторним екскаватором
Мал. 9. Схеми різання глин багатоковшовим екскаватором: а — паралельне при верхньому черпанні, б — паралельне при нижньому черпанні, в — віялове при нижньому черпанні
Багатоковшові екскаватори можуть працювати віяловим (радіальним) і паралельним способами різання як верхнім, так і нижнім черпанням (мал. 9, а, б, в).
Способом радіального різання (тільки при нижньому черпанні) розробляють родовища однорідних по складу глин, що не вимагають перемішування окремих шарів під час здобичі. Способом паралельного різання виробляють одночасно всі шари, що дозволяє при однаковій потужності шарів по всьому фронту кар'єру одержувати однорідну суміш глинистої сировини.
Здобич глини роторним екскаватором
Розрізняють роботу екскаватора з черпанням з глибини виїмки і черпанням з верху укосу. При черпанні глини з глибини виїмки екскаватор розташовується на поверхні уступу над глинами, що розробляються. Ковшова рама встановлюється під деяким кутом до уступу.
При радіальному черпанні екскаватор, що знаходиться на краю забою, черпає глину з його схилу під час пересування назад і вперед уздовж забою. Ковші зрізають невеликий шар глини (5—6 см) по всій довжині уступу, а потім ковшова рама опускається в глибінь забою на величину, рівну товщині шару, що зрізається. Переміщення рами вниз відбувається за рахунок обертання навкруги шарнірної осі.
Після того, як кут нахилу поверхні забою доходить до встановленої межі, екскаватор переміщається на наступну стоянку.
При радіальному переміщенні рами черпання відбувається не по всій довжині ковшової рами. Цей спосіб використовують за наявності однорідної сировини і не застосовують при розробці забою, складеного різнорідними шарами глини.
Робота з нижнім черпанням більш продуктивна, ніж з верхнім, оскільки коефіцієнт наповнення ковша в першому випадку на 15—20% вище.
При паралельному черпанні кут нахилу ковшової рами відповідає граничному куту укосу забою. Черпання відбувається одночасно по всій товщині копалини. Для роботи екскаватора по цьому методу між робочою частиною і плечем рами вставляється проміжна ланка, що є відрізком ковшової рами.
Одноковшеві екскаватори застосовують частіше всього в кар'єрах, де глина однорідна по всій глибині залягання | пласта. Екскаватор черпає глину ковшем місткістю від 0,5 до 2 м і передає її в транспортні засоби. При використовуванні конвеєрного транспорту глину вантажать на конвеєри через вантажні бункери, місткість яких повинна не менше 1,5—2-кратній місткості ковша екскаватора.
Роторні екскаватори частіше за все застосовують при селективній здобичі глин.
Розробку глини ведуть зверху вниз. При обертанні роторного колеса ковші входять в шар глини і відділяють смужку (стружку) глини. Залежно від густини глин товщина стружки може бути 50—200 мм.
Послідовно обробляючи кожний шар, роторне колесо опускається до підошви уступу, тобто на його повну потужність.
Забій роторного екскаватора може бути розташований з торця уступу (частіше всього) або з боку укосу уступу.
Виїмка глин роторним екскаватором здійснюється вертикальними і горизонтальними стружками. При валовій розробці і селективній виїмці глин застосовують розробку вертикальними стружками, а відробіток забою і зачистку підошви забою — горизонтальними стружками (мал. 10). Здобута глина поступає на стрічковий конвеєр і останнім подається в транспортні засоби.
На багатьох кар'єрах застосовують малолітражні роторні екскаватори, що мають висоту черпання 5—7,5 м, що дозволяє проводити одноуступну розробку глин.
Якщо роторні екскаватори мають спеціальну транспортерну стрічку, ними можна розробляти глини взимку.
Роторні екскаватори володіють більш високою продуктивністю в порівнянні з багатоковшевими і одноківшовими.
Мал. 10. Розробка роторним екскаватором пластів горизонтальними шарами
В процесі експлуатації родовища необхідно постійно стежити за станом укосів, щоб вчасно попередити самообвалення порід. Необхідно спостерігати за появою різних прошарків серед глин, оскільки вони можуть служити причиною порушень стійкості укосів.
Спостереження ведуть також за зміною кута укосів, появою на укосах тріщин і здуття. Постійно фіксують стан грунтових вод, щоб вжити заходів для своєчасного їх відведення.
Транспортування глини з кар'єру на підприємства
Для транспортування глини на кар'єрах широко застосовують автотракторний, рейковий і рідше конвеєрний транспорт.
Автотракторний транспорт найбільш простій, надійний і маневрений. При розробці глини екскаваторами з невисокою продуктивністю раціонально використовувати автосамоскиди вантажопідйомністю до 10 Т (мал. 11, а), екскаваторами високої продуктивності — великовантажні причепи з тягачами (мал. 11,6).
Рейковий транспорт (мал. 11, в) застосовують на деяких кар'єрах. Глину завантажують у вагонетки, для відкатки яких використовують мотовози і електровози.
Вагонетки використовують декількох типів. На мал. 11, д показана самоперекидна вагонетка. Місткість кузовів таких вагонеток від 0,75 до 1,5 м3 (Т-14 і Т-89). В кар'єрах підвищеної продуктивності використовують вагонетки Т-54 з перекидною платформою місткістю 2,5—5 м3 (мал. 11, е).
Для пересування кар'єрних вагонеток застосовують мотовози МУ-Т/2, ТУ-3/4 і МКД-35 і електровози 7КР-1, 10КР-1, 14КР-1
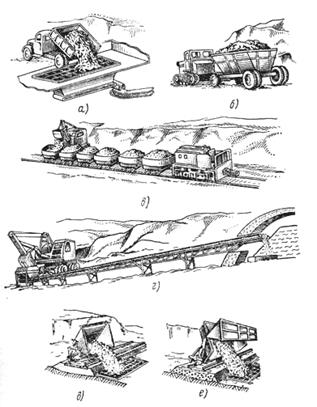
Мал. 11. Кар'єрний транспорт: а — автосамоскид, би — великовантажний причіп з тягачем, в — рейковий транспорт з відкаткою вагонеток, г — стрічковий конвеєр, д — перекидна вагонетка, е — вагонетка платформеного типу
Конвеєрний транспорт (мал. 11, г) створює умови для безперервної роботи устаткування здобичі. Проте за несприятливих атмосферних умов намокла глина прилипає до стрічки конвеєра, а при негативних температурах стрічка втрачає еластичність, що утрудняє його роботу.
Перед пуском в роботу кар'єрних механізмів і початком руху машин і інших видів транспорту необхідно подавати звукові або світлові сигнали, із значеннями яких повинні бути ознайомлений всі працюючі.
Спушення глин
З кар'єру глина поступає в приймальне відділення заводу. В тих випадках коли глиняна сировина, що поступає, містить багато великих злиплих або змерзшихся шматків, її розпушують.
При сушенні нещільних запісочених глин доцільно використовувати глиноспушувачі конструкції П. До. Гурова; глини середньої густини краще обробляти глинорыхлителями конструкції Л. Л. Бурова, СМ-1033 і СМК-Ю31А, а високощільні — одновальними і двухвальними глинорспушувачами конструкції Ленстройкераміки.
Гліноспушувачі СМК-Ю31А (мал. 12) і СМ-1033 мають пересувні робочі органи (вал 3 з лопатями). Грудки глини ріжуться лопатями 2 і через грати потрапляють в живильник ящика.
Гліноспушувачі конструкції Ленстройкераміки (мал. 13) мають стаціонарний робочий орган.
Технічні характеристики глиноспушувчів приведені табл. 9.
Гліноспушувачі пускають після завантаження глиною
Таблиця 9
| Технічні характеристики глиноспушувачів |
| Показники |
Конструкції п. до. Гурова |
Конструкції Л. Л Бурава, СМ-1033 |
СМК-1031А |
Конструкції Ленстройкераміки |
| одновальний |
двухвальний |
| Продуктивність, м3/ч |
30 1 |
30 0,3 |
25 |
20 |
30 |
| Кутова швидкість валу з ножами, об/мин |
20 |
20 |
7,85 |
- |
- |
| Швидкість ходу розпушувача, м/мін |
1 |
0,3 |
- |
- |
- |
| Потужність электродви гунів, квт |
10 |
16,8 |
10,0 |
14 |
10 |
Габаритні розміри, мм:
довжина
|
4150 |
5175 |
4600 |
3500 |
4000 |
| ширина |
2350 |
2953 |
1800 |
1400 |
1400 |
| висота |
980 |
1370 |
1200 |
960 |
980 |
| Маса, т |
3,6 |
4,8 |
3,5 |
2,2 |
3,2 |
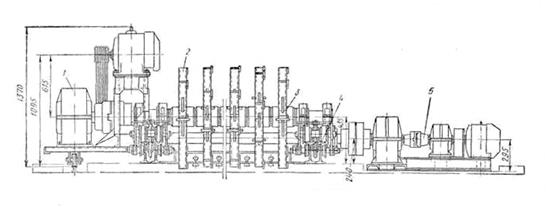
Рис.12 Гліноспушувач СМК-1031А: 1 - привід робочого валу, 2 - лопаті, 3 - вал розпушувача, 4 - привід поперечного руху каретки, 5 - муфта
Під час роботи глиноспушувача робітник стежить за справністю основних робочих органів — бив і опорних катків, а також за станом кріпильних деталей. В процесі роботи не дозволяється ставати на грати бункера, витягувати з нього сторонні предмети, мастити частини машини.
При розвантаженні бункера розпушувачів необхідно стежити, щоб глина не містила сторонніх включень. Якщо такі включення попадаються, слід зупинити глиноспушувач і витягнути їх. Глиноспушувач зупиняють після вироблення всієї глини. Забороняється знаходитися між глиноспушувачем і транспортом в той час, коли перекидається кузов транспортних пристроїв.
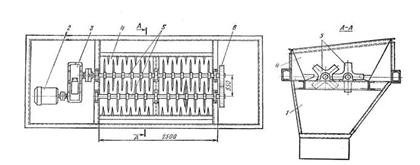
Мал. 13. Двухвальний глиноспушувач конструкції Ленстройкераміки: 1 - бункер ящика подавателя, 2 – електродвигун потужністю 10 квт, 3 - редуктор РМ-650, 4 - бункер розпушувача, 5 - спушувальні вали з билами, 6 - шестерна передача
Подача глини у виробництво
Після спушення глина поступає на деяких заводах в глино-сховищі, а іноді безпосередньо на переробку.
Для рівномірної подачі глини в глинохранилище або безпосередньо у виробництво застосовують живильники ящиків СМ-664, СМ-1090, СМК-78 (СМ-1091), «Кема» (Німеччина ).
Живильник ящика СМ-664 (мал. 14) складається з корпусу 1, транспортера 2, електродвигуна 3, редуктора 4, валу 5 з билами. На корпусі живильника встановлені планки 7, до яких кріплять металеві перегородки — шиберы 6. Висоту шиберов регулюють так, щоб була забезпечена найбільша продуктивність встановленого після живильника ящика устаткування.
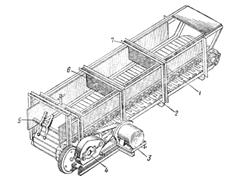
Мал. 14. Живильник ящика СМ-664: 1 — корпус, 2 — транспортер, 3 — електродвигун, 4 — редуктор, 5 — вал з билами, 6 — шибери, 7 — планки
Живильники ящиків СМ-1090 і СМК-78 (СМ-1091) складаються з корпусу, стрічки транспортера, приводу і валів: приводного, натяжного, проміжного і бильного. Корпус по довжині розділений двома шиберами на дві завантажувальні камери. Шибери підіймаються і опускаються рейковою передачею за допомогою штурвалу, розташованого на бічній стороні корпусу. Для перемішування і рівномірної подачі матеріалу в лоток живильника застосований бильний вал.
Тяговим органом живильника СМК-78 (СМ-1091) є сталева пластинчата стрічка, що має з боків два каткові ланцюги з приклепаними між ними пластинами. Вона утворює рухоме дно живильника. Пластини стрічки плоскі із сталевого листа завтовшки 6 мм і з трьома зигами. Знизу до пластини приварюється профіль з листа завтовшки 4 мм, додаючий пластині жорсткість. Приводом тягового органу і бильного валу служить електродвигун з клиноременной передачею.
Тяговим органом живильника ящика СМ-1090 є гумова стрічка шириною 1200 мм Для усунення провисания стрічки над нею розташований рольганг з 31 ролика діаметром 90 мм В іншому живильники СМ-1090 і СМ-1031 однакові.
Технічні характеристики живильників ящиків приведені в табл. 10.
Таблиця 10
| Технічні характеристики живильників ящиків |
| Показники |
СМ-664 |
СМ-1090 |
СМК-78 (СМ-1091) |
| Продуктивність м3/ч |
15 і 35 |
25 |
25 |
| Кількість камер |
2 |
2 |
2 |
| Місткість камер м3 |
2,2 |
2,9 |
2,9 |
| Потужність приводу, квт |
4,2 |
3 |
4 |
| Швидкість руху стрічки транспортера м/мін |
1,8 і 2,48 |
1,5 і 2,0 |
1,5 і 2,0 |
| Кутова швидкість бильноговалу. об/мин |
95,5 і 126 |
90 і 120 |
85 і 117 |
| Габаритні розміри, мм: довжина |
5930 |
6510 |
6350 |
| ширина |
2060 |
2485 |
2530 |
| висота |
1200 |
1610 |
1620 |
| Маса, т |
2,8 |
4,1 |
4,6 |
Зберігання і вилежування сировинних матеріалів
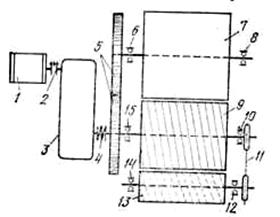
При вилежуванні глин їх якість поліпшується. Зберігання і вилежування глини в сховищах (мал. 15 і 16).
Стаціонарні сховища забезпечують безперебійне і ритмічне постачання заводу сировиною незалежно від метеорологічних умов. В промисловості використовують сховища, в яких для подачі сировинних матеріалів у виробництво експлуатуються багатоковшеві екскаватори з нижнім (мал. 16, а) і з верхнім черпанням (мал. 16, би). Глина 1 конвеєром 2 подається на первинне дроблення в глинооброблюючу машину 3. Після вилежування екскаватор 4 передає глину на конвеєр 5. Навантажувально-розвантажувальні роботи в глино-сховищах здійснюються також грейферними захопленнями, багатоковшевими екскаваторами, автонавантажувачами і бульдозерами.
Що поступає на завод сировину перед розвантаженням в глиносховище оглядають і перевіряють, чи немає в ньому сторонніх домішок.
Глину, каолін, кварцовий пісок, засмічені вугіллям, залізом, шлаком, крейдою і іншими домішками, які не можна видалити в процесі розвантаження, вивантажують зовні території складу.
Завантажують сировину тільки в призначені для кожного вигляду і сорту відсіки. Відсіки складу і майданчика для зберігання сировини обов'язково повинні бути маркірований. Від кожної партії сировини, що прибуває, відбирають середню пробу і контролюють її якість в лабораторії або ОТК.
В лабораторному журналі записують наступні відомості про прибулу сировину: вага прибулої партії сировини, його родовище, вогкість, ступінь засміченості; дату прибуття і номер вагону.
В сховищах належить строго дотримувати чистоту, не допускаючи засміченості сировини. Як правило, в сховищі повинен підтримуватися 2—3-місячний запас сировини.
Висока якість виробів може бути отриманий при вилежуванні підготовленої шихти. Глину з отощающими добавками дозують в живильнику ящика, обладнаному розпушувачем, і потім подають в глиномішалку і бігуни. Оброблену сировину укладають на вилежування в глиносховище.
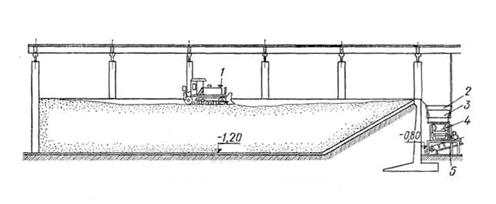
Мал. 15. Глиносховище з бульдозером: 1 - бульдозер, 2 - бункер, 3 - глиноспушувач, 4 - ящик подавач, 5 – конвеєр

Мал. 16. Стаціонарні глиносховища: а — з пересувними мостами і екскаватором, би — з верхнім черпанням глини; 1 — глина, 2— конвейєр для подачі сировини, 3—- глинооброблююса машина, 4 — екскаватор, 5 — конвеєр для відбору глини
Сушка глини
Для сушки глини до стану, при якому вона легко дробиться і розмелюється, застосовують прямоточні сушильні барабани, Сушильний барабан (мал. 17) є Циліндром 3, що обертається на чотирьох роликах двох опорних пристроїв 2, на які циліндр спирається насадженими на нього бандажами. Барабани встановлюють з нахилом у бік вивантаження. Для попередження осьового зсуву один з опорних пристроїв має два наполегливі ролики. Бандажі упираються на дві пари опорних роликів і одну пару наполегливих роликів 5. Між опорами на корпусі барабана кріплять венцову шестерню, завдяки якій барабан приводиться в обертання. Обертання на венцову шестерню передається від приводу 4.
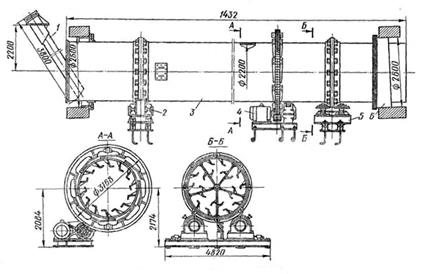
Мал. 17. Сушильний барабан СМ-147А: 1 - живильник, 2 - опорний пристрій, 3 - циліндр барабана, 4 - привід, 5 - наполегливий пристрій, 6 - ущільнювач
Матеріал, що підлягає сушці, поступає в барабан, що обертається, через трубчастий живильник 1. Гвинтові направляючі лопаті захоплюють масу і подають її до лопатей насадки. Завдяки нахилу барабана матеріал переміщається у бік вивантаження. Висушений матеріал висипаеться з барабана через тічку.
Барабан працює з постійною температурою вхідних газів — 800° С. При зміні вогкості матеріалу або прискоренні його подачі в барабан режим сушки регулюють збільшенням або зменшенням кількості газів, що поступають. Для уникнення конденсації вологи в розвантажувальній камері температура газів, що відходять, не повинна падати нижче 90° С. Гази відсисаються з барабана через мультициклон. Щоб гази і пил не вибивалися з барабана, встановлено кільце ущільнювача.
Технічні характеристики сушильних барабанів приведені в табл.12.
Таблиця 12
| Технічні характеристики сушильних барабанів |
| Показники |
СМ-1013 |
СМ-45Б |
CM-107G |
СМ-147А |
7203 |
| Продуктивність, т/ч |
3,5 |
2,7 |
21 |
15 |
30 |
| Температура сушки °З: |
| початкова |
800 |
800 |
700 |
800 |
800 |
| кінцева |
100 |
100 |
100 |
100 |
100 |
| Вид палива |
Газ, вугілля, мазут |
| Максимальний розмір частинок висушуваного матеріалу, мм . |
35 |
30 |
60 |
60 |
60 |
| Діаметр барабана, мм |
1600 |
1600 |
2200 |
2200 |
2800 |
| Довжина барабана, мм |
8000 |
8000 |
14000 |
14000 |
14000 |
| Кутова швидкість, об/мин |
6,1; 4,1; |
1,4 |
5,6 |
5,6 |
4-6 |
| Кут нахилу, град |
3 |
3 |
3 |
2°51 |
3 |
| Потужність електродвигуна, квт |
10; 9; 7 |
7 |
40 |
28 |
28 |
| Габаритні розміри, мм: |
| довжина |
9850 |
10000 |
17 500 |
14 032 |
14 032 |
| ширина |
2800 |
3000 |
3 700 |
3 910 |
4434 |
| висота |
3550 |
3500 |
4 500 |
3 758 |
4 340 |
| Маса, т |
13,9 |
15,0 |
40,2 |
36,12 |
70,0 |
Сушильні барабани працюють на твердому, газоподібному і Рідкому паливі. Топки сушильних барабанів виконують виносними.
Приготування шамота
Паралельно з основними процесами виробництва виробів для облицьовування фасадів на заводі виготовляють шамот. Глину з складу подають в каменевидільні вальці і потім в змішувач, де вона зволожується і (перемішується до 15— 16% вогкості, а потім поступає на брикетування.
Мал. 18. Пресс-вальці: 1 — станина, 2, 4— формуючі валяння з сферичними поглибленнями, 3 — завантажувальна воронка
На деяких заводах брикети формують на стрічкових пресах з пластичної глиняної маси з мінімальною вогкістю, при якій забезпечується їх формуємість. Такі брикети виготовляють (у формі прямокутного паралелепіпеда масою 7—12 кг.
Останніми роками для брикетування глини використовують пресс-вальці (мал. 18). Вони складаються з двох однакових що обертаються назустріч один одному валів 2 я 4. На зовнішній стороні валів є сферичні поглиблення діаметром 85—ПО мм Ці валяння встановлені таким чином, що при їх обертанні отвору сполучаються і падаюча в них глина перетворюється на брикет у формі сплюснутої кулі. Міцність спресованого брикета — 5—7 кГ/см2, маса — 0,7—1 кг.
Технічна характеристика пресс-вальців
· Продуктивність, т/ч........................ 26
· Розмір брикетів, мм.............................. 64X80
· Ширина валів, мм . ...................... 440
· Діаметр валів, мм................................ . 850
· Кількість осередків у валянні, шт. ......... 120
· Кутова швидкість валів, об/мин .............. 6,6
· Потужність електродвигуна, квт ... 20
· Габаритні розміри, мм:
· довжина ....................... 3545
· ширина ....................... 2533
· висота ...................... 1610
· Маса, т ....................... 7,9
Брикети, що відпресували, діаметром 100—120 мм потрапляють в очисний барабан (біляче колесо) діаметром 900 мм, що обертається із швидкістю 60 об/мин. Тут щільні брикети очищаються від заусенців, а слабі розбиваються і повертаються на повторне брикетування.
Щільні обчищені брикети поступають в шахтну або обертається піч для випалення.
Шахтні печі для шамота
Шахтні печі для шамота конструкції інституту Гипростройматеріали (мал. 19) мають елліпсовидний перетин. Вони викладені з вогнетривкої цеглини, а для додання печі міцності навкруги неї робиться металічний каркас. Щоб попередити підсос зовнішнього повітря через кладку печі, її укладають в металевий кожух.
Шахтні печі працюють на генераторному або природному газі. Газ підводиться в зону горіння через бічні вікна, розташовані по периметру печі. У верхній частині печі встановлені додаткові пальники, які забезпечують той, що підсушив і виключають злипання брикетів.
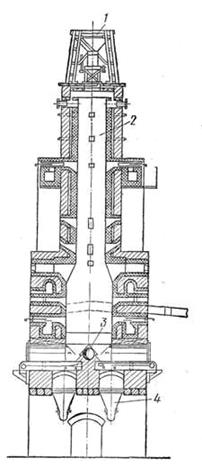
Мал. 19. Шахтна піч: 1 — завантажувальний пристрій, 2 — шахта. 5 патрубок для відсмоктування димових газів, 4 — механізм вивантаження
Завантажують брикети в шахтну піч завантажувальним пристроєм 1, яке обладнане шлюзовим затвором. Затвор запобігає підсосу повітря в піч. При підйомі верхнього затвора брикети з верхнього бункера опускаються в нижній тічку і звідси в шахту 2 печі. Відсмоктування димових газів здійснюють через патрубок 3.
Вивантажують обпалений шамот автоматичним вивантажником 4 системи Антонова. Вивантажник є установкою, що складається з трьох пар ступенеобразних кареток, що приводяться в поворотно-поступальний рух за допомогою кривошипних механізмів і системи передачі від електродвигуна. У міру вивантаження обпаленого шамота завантажені брикети поступово опускаються вниз, проходячи послідовно зони підсушила, підігріву, випалення і охолоджування. Продуктивність шахтних печей 60—70 т/сутки.
Печі для випалення шамота, що обертаються, працюють таким чином. Глина з складу подається в глинорізку (стругач) і звідси по транспортерній стрічці поступає через тічку в піч, що обертається. Просуваючись по печі, глина піддається випаленню при температурі, близькій до спеканию. Обпалена глина з печі подається в холодильник, в якому охолоджується до температури 150—180° С. Затем шамот поступає на пластинчатий транспортер, що подає його у вертикальний елеватор, і далі по тічці прямує у витратний бункер або склад.
Печі для випалення глини на шамот, що обертаються, як правило, працюють на твердому пилевугільному паливі. Пальники і форсунки розташовуються в робочому об'ємі печей.
Для дроблення обпаленого шамота застосовують щічні дробарки.
Обробка сировинних матеріалів
Глину, що поступає у виробництво, піддають первинному дробленню в стругачах, каменевидних і дезінтеграторних вальцях, призначених також для одночасного видалення з маси твердих включень.
При виготовленні виробів з напівсухою підготовкою маси після первинного дроблення глину сушать і суху глину подрібнюють. Вибір необхідної для цієї мети машини визначається властивостями глини (твердістю, вогкістю). Для цієї мети застосовують бігуни сухого помелу, корзинчаті дезінтегратори. Більш тонкий помел сухих порошків здійснюють в ротаційних і відцентрових млинах.
При виготовленні виробів з пластичною підготовкою маси глину після первинного дроблення проминають в бігунах мокрого помелу, глинорозтирачах, вальцях тонкого помелу.
Для отримання рідких мас у вигляді тонкомолотих суспензій (шлікеру) застосовують два методи. В першому випадку непластичні матеріали подрібнюють до певної крупної і потім домелюють спільно з глинистим компонентом. За другим способом непластичні матеріали піддають тонкому помелу і потім змішують з глинистою суспензією. При цьому можна глину розпускати в агрегатах безперервної дії — роторних млинах, а тонкий помел отощающих матеріалів проводити у високопродуктивних струменевих млинах безперервного помелу.
Глиниста суспензія подається в басейни і сюди ж дозують тонкомолоті порошки отощающих матеріалів. Потім маса перемішується пропелерними мішалками і перекачується в басейни готового шлікера, проходячи попутно ситове очищення і магнітне збагачення.
Дроблення пластичних сировинних матеріалів
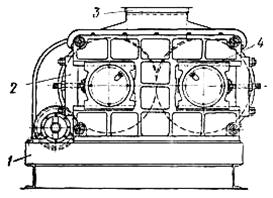
Первинне дроблення. Гвинтові камневидні вальці служать для дроблення рихлих глин і одночасного виділення з них кам'янистих включень. Кінематична схема каменевидних вальців СМ-416 приведена на мал. 20.
Мал. 20. Кінематична схема вальців: 1 — електродвигун, 2 — пружна муфта, 3 — редуктор, 4 — зрівняльна муфта, 5 — зубчаті колеса, 6, 8, 10, 12, 14 і 15 — підшипники, 7 — гладкий вал, 9 — гвинтовий вал, 11 — ланцюгова передача, 13—очисний скребок
Від електродвигуна 1 через редуктор 3 обертання передається зубчатим колесам 5, які передають обертання гладкому 7 і гвинтовому 9 валянням; ланцюгова передача 11 —очистному шкрябання 13. Електродвигун сполучений з редуктором через пружну муфту 2, забезпечену предохранительним пальцем, який необхідний у разі можливого заклинювання валів при попаданні між .ними крупних твердих включень. В цьому випадку запобіжний палець зрізається, обертання валів припиняється і цим запобігає аварії машини.
Гладкий і гвинтового валяння встановлюють на пластинах, які кріплять до рами. На кінці гвинтового валу з боку приводу є шестерня із зубами, які дозволяють регулювати зазор між валяннями у міру їх зносу за рахунок пересування гвинтового валу. Валяння цапфами спираються на підшипники 6, 8, 10 і 15, встановлені в корпусах.
На валяннях є два очисні скребки: нерухомий, очищаючий гладкий вал, і скребок 13, очищаючий гвинтовий вал. На гвинтовому валу зроблена канавка для відкидання каміння в лоток, розташований між корпусами підшипників 8— 10 в протилежній стороні від приводу. В місці виходу каміння влаштований шарнірний клапан, який відкривається при попаданні в лоток каменя.
Всі робочі органи вальців закриті кожухами, в середній частині яких зроблена приймальна воронка, через яку подається глина. Гвинтові каменевидні вальці забезпечуються амперметром, вказуючим навантаження електродвигуна.
Технічна характеристика гвинтових каменевидних вальців СМ-416А
· Продуктивність, м3/ч............................ 35
· Розміри шматків, що виділяються, мм 35—180
· Діаметр валів, мм...................... 400 і 500
· Кутова швидкість, об/мин................... 92,7
· Зазори між валяннями, мм ... 2 і 12
· Габаритні розміри, мм:
· довжина....................................................... 3100
· ширина.................................................... 2000
· висота 1200
· Маса, т 2,5
Каменевидні (дезінтеграторні) вальці
Каменевидні (дезінтеграторні) вальці (мал. 21) служать для попереднього дроблення глин і часткового видалення кам'янистих включень, що грудкують. Вальці мають два вали — швидкохідний ребристий 2 і тихохідний гладкий 1.

Мал. 21. Дезінтеграторні вальці: 1 і 2 —валки різного діаметра, 3 — подовжні ребра, 4 — приводний шків, 5 — пружина
Глина поступає через завантажувальну воронку по направляючому листу на швидкохідний ребристий вал. Під ударами ребер цього валу вона відкидається на гладкий тихохідний вал, який затягує її в зазор між валяннями. Кам'янисті включення, відскакуючи від гладкого валу, ударяються об верхню кришку кожуха і викидаються через відвідний лоток.
Технічна характеристика каменевидільних дезінтеграторнихвальців СМ-1198
· Продуктивність, м3\ч......................................... 25
· Габаритні розміри валів, мм:
· діаметр швидкохідного валу .... 1000
· діаметр тихохідного валу ............................... 600
· Зазор між валяннями, мм 10
· Кутова швидкість валів, об/мин...................400/40
· Потужність електродвигуна, квт ..... 30
Продуктивність каменевидних вальців залежить від довжини і діаметра валів, числа їх оборотів і величини зазору між ними. Якщо виступи ребристого валу притупляються, то припиняється відділення каміння. При появі вироблень на гладкому валу відділення каміння утрудняє. В місцях вироблень в гладкому і гвинтовому валяннях слід наварювати сталиніт з подальшою механічною обробкою.
Перед пуском каменевидних вальців перевіряють: надійність кріпильних деталей і скребків; зазори між скребками і валяннями; паралель осей гладкого і гвинтового валів (непаралель, що допускається, 0,3 мм); зазор між валяннями (повинен бути по виступах канавок не більше 2 мм, а по западинах — не більше 12 мм); наявність мастила в підшипниках, редукторі і інших частинах, що труть; справність сигналізації і інших запобіжних пристроїв. Зазор між шкрябаннями і робочою поверхнею живлячого валу повинен бути в межах 0,5—1,5 мм.
Пускають вальці в такій послідовності. Спочатку включають транспортуючий пристрій глини, розташований після вальців, потім електродвигун приводу вальців, а після того сак валяння розвинуть необхідне число оборотів, приводять в дію пристрій, що подає у вальці глину.
Під час роботи вальців слід спостерігати за їх рівномірним завантаженням, періодично перевіряти ступінь нагріву підшипників, контролювати розмір що виходять з машини шматочків глини і ступінь подрібнення матеріалу.
В процесі роботи вальців забороняється регулювати ширину щілини між валяннями, уручну проштовхувати і видаляти шматки матеріалу із завантажувального отвору. При заклинюванні валів слід негайно ж подати звуковий сигнал і вимкнути електродвигун. Потім після вилучення електромонтером предохранителей валяння потрібно повернути у зворотний бік і вийняти застряглі предмети. При проштовхуванні застряглої між валяннями глини слід застосовувати дерев'яні пристосування.
Для зупинки вальців вимикають пристрій, що подає глину, і після переробки всієї сировини, що знаходиться в завантажувальній воронці, вимикають електродвигун вальців. Потім вимикають пристрої, за допомогою яких транспортується масса після її обробки.
Для раптової зупинки вальців дробильник повинен негайно подати сигнал про відключення електродвигуна і після його зупинки повернути шків вальців у зворотний бік, що б вивільнити їх від застряглих шматків матеріалу.
Причини неполадок при роботі каменевидних вальців
Причини неполадок при роботі каменевидних вальців і способи їх усунення приведені в табл. 14.
Таблиця 14
| Причини неполадок в каменевидільних вальцях і способи їх усунення |
| Неполадки |
Причини виникнення |
Способи усунення |
| Зменшилася продуктивність або припинився рух глини між валяннями або не обертаються валяння |
На валяннях налипнула глина |
Відрегулювати положення скребка |
| Глина зависла в тічці |
Очистити тічку від глини |
| Зрізають запобіжні шпильки |
Поставити нові шпильки |
| Заклінілісь валяння |
Поставити нові плавкі вставки в електрозахисті двигуна |
| З'явився стукіт і шум збільшився |
Слабшали болтові з'єднання |
Підтягти болти |
| Пошкоджені підшипники |
Замінити підшипники |
| Слабшали гайки на стягнутих шпильках |
Підтягти гайки |
| Перегріваються підшипники |
Недостатньо змазані частини, що труть |
Перевірити наявність і якість мастила |
| Агрегат вібрує під час роботи |
Ослаблено кріплення машин на фундаменті |
Підтягти фундаментні болти |
| Не відрегульовано положення вантажу на важелі клапана |
Відрегулювати положення вантажу на важелі клапана |
Стругач складається з бункера, диска з ножами і приводу, що обертається. Ножі диска при обертанні нарізують глину стружкою, яка провалюється в передавальний лоток. Товщина стружки регулюється висуненням ножів над поверхнею диска відповідно до вогкості глини. Величина шматків, відбираних від стругача, повинна бути не більше 50 мм
Вторинне дроблення
Для вторинного дроблення глин застосовують бігуни і глинорозтирачі. Для проминки і розтирання глин, містить трудноразмокаємі у воді включення, з одночасним їх зволоженням застосовують бігуни мокрого помелу. Для подрібнення сухих глин, що мають кар'єрну вогкість не більше 12% або підсушених до вогкості менше 10%, застосовують бігуни сухого помелу.
Бігуни залежно від пристрою можуть мати нерухомий або обертається під. В першому випадку катки котяться по нерухомому череню при обертанні їх осей навколо вертикального валу, а в другому випадку навкруги вертикальної осі обертається під, а катки вертяться вільно навкруги своїх осей. В шпалери випадках подрібнення здійснюється за рахунок власної тяжкості катків.
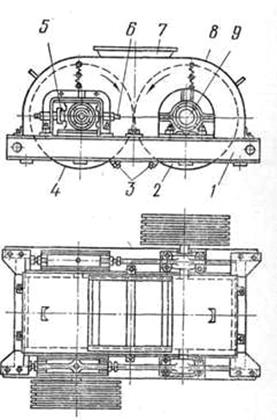
Принцип роботи бігунів (мал. 22) наступний. Що поступає безперервно в чашу 2 бігунів матеріал піддається раздавлюванню катками 3. Під дією цих катків подрібнений матеріал продавлюється через отвори в плитах бігунів на тарілку, звідки скребком скидається в лоток, стрічковий живильник або безпосередньо в стрічковий прес.
Технічні характеристики бігунів приведені в табл. 15.
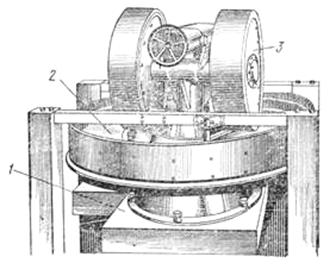
Мал. 22. Бігуни для мокрого помелу: 1 — підстава машини, 2 — чаша, 3 — катки
Перед пуском бігунів слід перевірити: наявність мастила на всіх частинах бігунів, що труть (підшипники фрикційної муфти і катків, вали, відомий шків, конічна зубчата передача, Повзуни напівосей катків і їх направляючі); надійність закріплення захисних пристроїв на частинах бігунів, що обертаються; справність заземлення металевих частин бігунів; Надійність кріплення станини, бандажів до маточин катків, Пристроїв для подачі мастила, напівосей катків, корпуси чаші, опорних підшипників; справність траверси і надійність підвіски в ній колінчастого валу, доріжок чаші, кільцевого розвантажувального жолоба і скребків, приводу; герметичність огорожі катків; справність транспортних засобів, пов'язаних з бігунами, сіті, оглядових і завантажувальних люків, що водопідводить, пружинного затиску катків.
Таблиця 15
| Технічні характеристики бігунів |
| Показники |
Сухого помелу |
Мокрого помелу |
| СМ-21 |
СМ-20 |
СМ-268 |
СМ-365 |
| Продуктивність, м3/ч |
8,5* |
20* |
6-8* |
43* |
| Розміри катків, мм |
1250X350 |
1800x550 |
1800x550 |
1800x800 |
| Кутова швидкість чаші, об/мин |
| Потужність електродвигуна квт |
14,0 |
27,5 |
40 0 |
Габаритні розміри, мм
довжина |
4350 |
6350 |
6700 |
| ширина |
2918 |
3680 |
- |
3300 |
| висота |
2870 |
3830 |
- |
4200 |
| Маса т |
12,22 |
26,0 |
- |
31,6 |
* При подрібненні твердих матеріалів продуктивність бігунів в 2—3 рази нижче, ніж при подрібненні глин.
Обслуговування бігунів
Пуск бігунів проводиться наступним шляхом. Спочатку пускають відбірковий транспорт, потім бігуни і після того, як його катки, що обертаються, набирають повне число оборотів, починають живлення бігунів сировиною.
Під час роботи бігунів необхідно стежити: за рівномірною і безперервною подачею матеріалу в бігуни; відсутністю сторонніх предметів; станом кріпильних деталей; роботою катків і скребків; станом матеріалу, що розмелюється, на черені; роботою всіх механізмів бігунів (повинні працювати без вібрацій, скрипу, поштовхів і зайвого шуму) і транспортних засобів, пов'язаних з бігунами; станом мастила і роботою підшипників (їх корпуси не повинні нагріватися більш ніж до 60°, що перевіряється навпомацки); чистотою всіх механізмів бігунів; справністю приводу, фрикційної муфти і огорож; герметичністю кожуха і справністю пружинних затисків катків.
Під час роботи бігунів забороняється: знімати огорожі з їх частин, що обертаються; витягувати з чаші негабаритні шматки матеріалу або по сторонні предмети; проводити ремонтні і налагоджувальні роботи, чищення і мастило механізмів; підгрібати і розрівнювати матеріал, що розмелюється.
Проби розмолотого матеріалу слід відбирати тільки з розвантажувальних тічок бігунів.
Під час роботи бігунів необхідно стежити за розмірами шматків глини, які не повинні перевищувати 90—100 мм; не допускати завалів або перебою в живленні машини. Товщина шару під катками не повинна перевищувати 30—40 мм
Ступінь зволоження визначають по зовнішніх ознаках: нормально оброблена і зволожена глина не прилипає до катків і шкрябань і має вид маси, що складається з невеликих грудочок. Недостатньо зволожена глина складається з не злиплих між собою шматочків неоднакової вогкості, які при розминці розсипаються. Перезволожена глина прилипає до катків, замазує отвори і стіни чаші.
Зупинка бігунів допускається тільки в наступних випадках: при появі в агрегаті незвичайного шуму, стукоту або вібрації; при перегріві електродвигуна і підшипників, що визначається по специфічному запаху гару і появі диму; при поломці механізмів бігунів, захисних і сигналізуючих пристроїв; виявленні несправності ізоляції електроапаратури, що виявляється в «битті на корпус» у момент дотику до металевих частин агрегату; при необхідності регулювання механізмів бігунів; порушенні герметичності кожуха, що видно з підвищеного виділення пилу; при тимчасовій перерві в подачі електроенергії і відсутності обслуговуючого персоналу; загрозі або виникненні аварії; необхідності мастила, огляду, очищення і дрібного ремонту механізмів бігунів; при припиненні дії завантажувальних і відбіркових пристроїв. Зупинка бігунів відбувається таким чином. Припиняють подачу матеріалу в завантажувальну воронку і після повного вироблення матеріалу вимикають пусковий пристрій бігунів. Після повної зупинки вимикають відбірковий пристрій.
Після закінчення роботи бігуни звільняють від глини, а всі завантажувальні і розвантажувальні пристосування і отвори в плитах прочищають.
Дірчасті вальці
Дірчасті вальці замінюють бігуни, особливо якщо глина заздалегідь подрібнювалася і зволожувалася. У валяннях дірчастих вальців є отвори, через які продавлюється глина.
Таблиця 16
| Технічні характеристики дірчастих вальців |
СМ-369А |
СМ-927 |
| Продуктивність, т/ч |
До 40 |
До 75 |
| Зазор між валяннями, мм |
5—10 |
5—10 |
| Діаметр валів, мм |
1000 |
1012 |
| Ширина валів, мм |
600 |
640 |
| Кутова швидкість, об/мин: |
30 |
30,8 |
| відомого валу |
| провідного валу |
20,8 |
25,5 |
Продуктивність дірчастих вальців залежить від ступеня зволоження і пластичності маси, розмірів і форми отворів, через які продавлюється маса, і числа оборотів валів.
Перед початком роботи слід перевірити справність пружинних притискних пристроїв у підшипників рухомого відомого валу; величину зазору між валяннями і відрегулювати його за допомогою гвинтового упора; переконатися у відсутності тріщин на валяннях; наявності і справності захисних огорож.
Подавати глину в завантажувальний отвір слід тільки після досягнення валяннями постійної швидкості обертання.
Необхідно стежити за рівномірним завантаженням вальців глиною, нормальною роботою валів і пружинного притискного пристрою, станом регулювальних гвинтів і гайок, наполегливих гвинтових пристроїв; мастилом підшипників валів. Причини виникнення несправностей дірчастих вальців і способи їх усунення приведені в табл. 17.
Таблиця 17
| Неполадки при роботі дірчастих вальцов і способи їх усунення |
| Неполадки |
Причини виникнення |
Способи усунення |
Зменшення продуктивності вальців
Перегрів підшипників
|
На валяння налипає глина Зносилися робочі поверхні валів Засмітилися отвори у валяннях Недостатня кількість мастила або забруднення |
Зменшити вогкість матеріалу Проточити валяння
Прочистити отвори Перевірити мастило
|
Тонке подрібнення глин
Для тонкого подрібнення глин, що пройшли попереднє подрібнення на бігунах або вальцях грубого помелу, застосовують диференціальні гладкі вальці тонкого помелу (мал. 25).
Мал. 25. Вальці тонкого помелу: 1 — станина, 2, 4 — валяння, 3 — скребок, .5— амортизація, 6 — регулювальний гвинт, 7— завантажувальна воронка, 8 — кожух, 9 — підшипникові опори
Матеріал через завантажувальну воронку 7 поступає між валяннями 4 і 2, мають різну швидкість, і роздавлюється ними. Очищення валів від налипаючої глини проводиться скребком 3. Вал забезпечений амортизацією 5 і гвинтом 6 для регулювання зазора між валяннями. Валяння встановлені в підшипникові опори 9, укріплені на станині.
Продуктивність диференціальних гладких вальців тонкого помелу залежить від їх довжини і діаметра, а також від числа оборотів валів. На заводах будівельної кераміки застосовують вальці тонкого помелу СМ-23, СМ-24, СМ-696А.
Технічні характеристики диференціальних вальців тонкого помелу
|
СМ-696А |
СМК-102 |
| Продуктивність, м3/ч |
18 |
25 |
| Розмір завантажуваних шматків, мм |
До 300 |
До 300 |
| Габаритні розміри валів, мм: |
| діаметр |
800 |
1000 |
| довжина |
600 |
1000 |
| Зазор між валяннями, мм |
До 2 |
До 1 |
| Габаритні розміри, мм: |
| довжина |
3240 |
5300 |
| ширина |
2515 |
3300 |
| висота |
965 |
2100 |
| Кутова швидкість, об/мин |
100/180 |
290/145 |
| Потужність електродвигуна, квт |
24 |
55 |
| Маса, т |
2,4 |
13 |
В даний час освоюється виробництво вальців СМК-102 тонкого помелу з гладкими валяннями і шліфуючим пристроєм.
Обслуговування вальців тонкого помелу аналогічно обслуговуванню каменевидільних вальців. При появі між валяннями зазора більше 3 мм їх наварюють сталінітом.
Для зміни зазора слід ослабити контргайки, гвинтами встановити необхідний зазор і знов затягнути контргайки.
Таблиця 18
| Неполадки у вальцях СМ-696А і способи їх усунення |
| Неполадки |
Причини виникнення |
Способи усунення |
| Зменшення продуктивності |
Маса налипає на валах |
Очистити вали і скребки |
| Слабо натягнуті приводні ремені |
Натягнути приводні ремені |
| Поступають великі шматки для дроблення |
Зменшити розмір шматків, що поступають |
| Зрізалися шпонки шківа або вилки |
Замінити шпонки |
| Поява стукоту |
Пошкоджені підшипники |
Замінити підшипники |
| Ослаблені болтові з'єднання |
Підтягти болтові з'єднання |
| Підшипники перегріваються |
Недостатньо змазані частини, що труть |
Перевірити наявність і якість мастила |
| Пошкоджені підшипники |
Замінити підшипники |
| Зносилися зуби шестерень |
Замінити шестерні |
Перед пуском вальців перевіряють стан болтових з'єднань, наявність масла в підшипниках, величину зазора між валяннями, силу натягнення гумових амортизацій, правильність установки скребків.
Неполадки в роботі вальців і способи їх усунення приведені в табл. 18.
Подрібнення сухих глин. Найефективнішими машинами для подрібнення сухих глин є бігуни сухого помелу і корзинчаті дезінтегратори. Дезінтегратори служать для тонкого подрібнення підсушених пластичних матеріалів і розбивання грудок зволожених порошкоподібних мас.
Дроблення непластичних сировинних матеріалів
Для грубого дроблення бою виробів, шлаку і вугілля перед помелом і в окремих випадках сланцевих глин застосовують щокові дробарки.
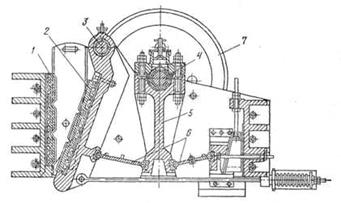
Мал. 26. Щокова дробарка Щ-5: 1 — нерухома щока, 2 —подвижна щока, 3 — шарнір, 4 — ексцентриковий вал, 5 — шатун, 6 — плити розпорів, 7 — маховик
Щічні дробарки підрозділяються: по характеру підвіски рухомої щоки — з верхнім і нижнім підвісом; по характеру руху підвісної щоки — з простим і складним рухом; по конструкції механізму, що передає рух рухомої щоки, — з механізмами шарнірно-важеля, роликового або ексцентрикового.
Працює щічна дробарка (мал. 26) таким чином. Шматки матеріалу завантажуються між нерухомою щокою 1 і рухомої 2. Рухома щока за допомогою валу 4 обертається навкруги шарніра. Матеріал роздавлюється і висипається через отвір. Ступінь подрібнення матеріалу регулюють зміною ширини вихідної щілини за допомогою клинів.
Продуктивність щічної дробарки залежить головним чином від ширини розвантажувального отвору, ширини щоки, величини відходу рухомої щоки і числа оборотів ексцентрикового валу. Залежно від необхідності отримання матеріалу тієї або іншої крупної встановлюється ширина розвантажувального отвору.
Література
1. Борщевский А.А., Ильин И.С., Механічної устаткування підприємств будівельної індустрії. М. Висш. школа,1986
2. Сапожников М.Я., Дроздов Н.Е. Довідник по устаткуванню заводів будівельних матеріалів. М., 1970
3. Константопуло Г.С. Приклади і задачі по механічному устаткуванню підприємств збірного залізобетону., М., Висш. школа, 1984.
|
