Анализ технологического процесса обработки резанием ступенчатых валов
Разработка технологического процесса изготовления вала начинается с детального изучения его служебного назначения в машине и всех требований технических условий, которым он должен отвечать. Для этого необходимо изучить сборочные чертежи машины или той сборочной единицы, в которую в качестве го из взаимосвязанных звеньев входит обрабатываемый вал, технические условия, нормы точности и требования технологии сборки. Изучение это должно сопровождаться критическим анализом рабочего чертежа вала, технических условий и требований технологического процесса сборки, которым должна отвечать готовая деталь. Этот анализ дает возможность установить взаимосвязи между поверхностями, которые должны быть обеспечены в результате обработки вала. Установить взаимосвязь вала с 1ми деталями, правильно проставить размеры и допуски, наметить последовательность обработки отдельных поверхностей детали, рассчитать межоперационные размеры и допуски помогают выявленные схемы размерных цепей.
Служебное назначение синхронного генератора описывается рядом технических условий и требований к сборке, например сохранение неизменности положения вала ротора в осевом направлении во время работы генератора. С этой целью в конструкции предусматривается беззазорное соединение левой подшипниковой опоры вала ротора.
В целях же предотвращения возможного изгиба вала в результате температурного расширения, что может привести к заклиниванию вала в подшипниках или к изменению величины зазора между статором и ротором и тем самым к искажению электрических характеристик генератора, подшипник второй опоры (правой), для компенсации температурной деформации, предусмотрен плавающим.
Кроме этого, одним из требований технических условий является ограничение определенными допустимыми значениями смещения оси симметрии щетки относительно оси симметрии коллекторного кольца В,
сидящего на валу ротора.
Размеры вала с допустимыми отклонениями можно правильно определить лишь исходя из служебного назначения и требований технических условий.
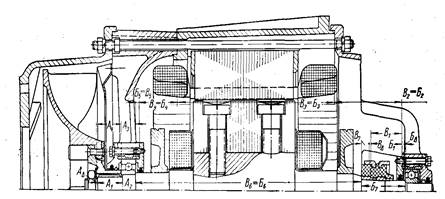
Рис. 1. Схемы размерных цепей, при помощи которых определяются основные линейные размеры
в
ала генератора
Реклама

Эта задача решается при помощи размерных цепей, показанных на рис. 1: необходимая величина зазора между торцом ступени вала и торцом ступицы вентилятора (для создания натяга в левом подшипнике) обеспечивается размерной цепью А1+ А2— А3
— А4
+ А = 0; необходимый зазор в плавающей опоре достигается размерной цепью Б{
+ Б2
+ Б3
+ Б4
+ Б5
— Б6
+ Б = 0; допустимая величина смещения оси симметрии щетки относительно оси симметрии коллекторного кольца обеспечивается размерной цепью В1, — В2
— В3
— В4
— В5
+ В6
+ В7
+ В = 0.
Из приведенных уравнений размерных цепей видно, что в число составляющих звеньев входят своими звеньями и некоторые линейные размеры вала (А1, А2
, Б6и В6
).
Рассчитанные таким образом и проставленные на рабочих чертежах деталей размеры, при обработке могут выдерживаться непосредственно на данной операции или на последующих операциях обработки и увязываться с соответствующими размерными технологическими цепями.
В зависимости от конструкции и масштаба выпуска технологический процесс изготовления вала может быть различен. Основными базами подавляющего большинства валов являются поверхности его опорных шеек.
Однако использовать их в качестве технологических баз для обработки наружных поверхностей, как правило, затруднительно особенно при условии сохранения единства баз, что очень важно при автоматизации технологического процесса. Поэтому при большинстве операций за технологические базы принимают поверхности центровых отверстий с обоих торцов заготовки, что позволяет обрабатывать почти все наружные поверхности вала на единых базах с установкой его в центрах. В связи с этим механическую обработку валов начинают с операции подготовки технологических баз — подрезки торцов и их зацентровки. В зависимости от масштаба выпуска эта операция может производиться как на токарных и револьверных станках, так и на центровальных и фрезерно-центровальных станках. Большинство фрезерно-центровальных станков позволяет встраивать их в автоматическую линию. Двухсторонний фрезерно-центровальный станок 73С1 имеет две позиции для крепления детали, на которых производятся последовательно фрезерование и центрование.
Фрезерно-центровальные станки МР77 и МР78 барабанного типа одновременно фрезеруют и центруют две заготовки без съемаих со станка. Эти станки производительные, но громоздкие и сложные в наладке. В автоматических линиях применяют станки А981 для фрезерования торцов и А982 для центрования.
Реклама

Наружные поверхности ступенчатых валов обтачивают на токарных, токарно-копировальных, горизонтальных многорезцовых станках и на вертикальных одношпиндельных и многошпиндельных автоматах. В настоящее время на заводах серийного выпуска продукции широкое распространение находит точение наружных поверхностей ступенчатого вала на токарных станках с копировальными устройствами и особенно с гидросуппортом КСТ-1. На рис. 2 показана схема наладки токарного станка с гидросуппортом КСТ-1 на чистовую обработку ступенчатого вала.
При необходимости проточки канавок и подрезки торцов отдельных ступеней соответствующие резцы устанавливают на переднем поворотном резцедержателе токарного станка. В этом случае канавки протачивают вручную канавочным резцом верхнего суппорта, повернутым на 90°. При обработке многоступенчатых валов, у которых часть ступеней совпадает по размерам, в целях сокращения наладки, целесообразно применять комбинированные цилиндрические поворотные копиры со специальными насадками на те ступени левой стороны вала, размеры которых отличаются от размеров ступеней правой стороны вала.

Рис. 2. Схема наладки токарного станка с гидросуппортом: а — первая установка; б — вторая установка
Таким образом, по одному копиру, установленному в центрах, можно обрабатывать одну сторону вала, когда к щупу гидросуппорта обращена сторона копира без насадки, а вторую сторону вала обрабатывать при повернутом на 180° копире так, чтобы щуп гидросуппорта проходил по его стороне с насадкой.
При обработке валов в центрах для выдерживания линейных размеров от постоянной базы рекомендуется применять плавающие передние центра с упором торца заготовки в упорное кольцо. Это позволит исключать ошибки по глубине зацентровки.
В мелкосерийном производстве в целях более эффективного использования гидросуппортов целесообразно применять групповую обработку валов, т. е. обработку валов нескольких наименований, различающихся по своим размерам в пределах группы, с минимальной переналадкой и в ряде случаев возможно лишь с небольшой корректировкой лимбом гидросуппорта. Это на 80—85% сокращает время наладки. Схема групповой наладки для обработки деталей с постоянной настройкой гидросуппорта КСТ-1 показана на рис. 3. Все детали прошли предварительную обработку — торцовку, зацентровку и предварительную обточку, поэтому наладка осуществлена на окончательную токарную обточку по копиру. В случае больших перепадов диаметров отдельных ступеней их окончательная обработка выносится на отдельную обработку, хотя в принципе это и необязательно. На предварительно обработанном ведомом валике 1 (рис. 3, а)величина припуска на копирное точение составляет по диаметральным размерам 0,7—2,7 ммна сторону и 1—0,5 ммна торцовые поверхности. Поверхность 7 окончательно обрабатывается по копиру, за исключением поверхности 3ступени, имеющей канавки и фаски, которые обтачиваются отдельно резцом переднего разцедержателя. Деталь IV
подвергнута предварительной обработке на револьверном станке по наружной поверхности 1, по центральному отверстию (на схеме не показано) и по торцу фланца с припуском 1—1,5 мм.
При предварительной обработке указанной детали очень важно обеспечить стабильный припуск на торцовой поверхности фланца не более 1—1,5 мм,
так как резец гидросуппорта на сравнительно большом участке работает в тяжелых условиях,образуя в плане с обрабатываемой торцовой поверхностью угол ф2 = 5 + 7°.
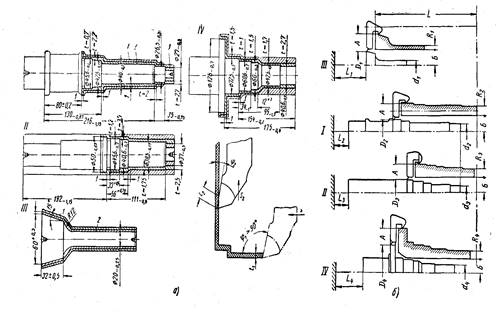
Рис.3. Детали (а) и схемы группировки наладки для их обработки с постоянной настройкой гидроссупорта (б)
При большой глубине резания и недостаточно жестком фланце это может привести к большим вибрациям. Увеличивать же угол ф2 нежелательно, так как увеличение этого угла ухудшает условия резания на цилиндрическом участке, где угол ф2 превышает 90°. Поэтому в рассматриваемом случае резец взят с углом в плане 95—97°, что при подрезке торца обеспечивает угол ф2 около 5—7°.
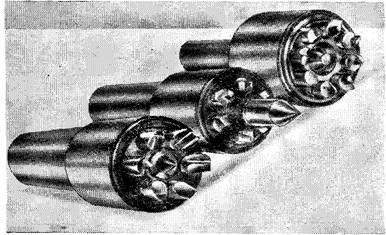
Рис. 4. Торцовые поводковые центры
При обработке валиков с одной установки на проход по всей длине датали 3 применяют специальные торцовые поводковые центра (рис. 4).
При настройке станка базовые линейные размеры L1
—L 4
(рис. 3, б) устанавливаются в зависимости от применяемых конструкций упорных центров, которые определяют положение детали в осевом направлении для каждой детали данной группы. Размеры копиров могут обеспечить постоянство настройки гидросуппорта в радиальном направлении лишь при постоянном вылете резца. Поэтому и величина А (расстояние от вершины резца до вершины щупа гидросуппорта, настроенного на обтачивание поверхности до заданного диаметра) должна быть постоянной, независимо от размеров диаметров d1
— d4
обтачиваемых деталей. Это обеспечивается начальными размерами R1...Riна копирах. Размеры R1... Riсоответствуют наименьшим диаметрам d1... diступеней деталей в группе и определяются от установочной базы копиров:
Ri+ Б - d1/2 – А = 0;
Ri =d1/2 + А – Б.
Для установки нескольких плоских копиров при обработке четырех деталей или при разных проходах применяют специальные барабанные держатели (рис. 5). Положение копира опреляется размером L.
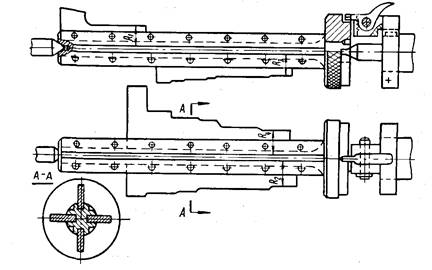
Рис. 5. Барабанный держатель для установки нескольких плоских копиров
Барабанный держатель может быть использован для обработки любой группы деталей четырех наименований, если их размер L
укладывается на длине держателя. Для обработки валов с гидрокопировальным суппортом рекомендуется применять заготовки с припуском по диаметру 3-4 мми по длине уступов 1 — 1,5 мм,в других случаях следует использовать обдирочный проход. На копирах должны быть предусмотрены участки для захода и выхода резца длиной 15 — 20 мм.
Копиры могут быть цилиндрическими, плоскими или иметь форму первой детали из обрабатываемой партии.
Большинство гидросуппортов работают по принципу одно-координатного копирования и при расположении гидросуппорта под углом 45° к оси станка возможна обработка валов любого контура, у которых диаметр возрастает в направлении подачи, исключая и обработку торцовых поверхностей. Однако возможна обработка ступенчатых валов и с убывающими диаметрами в направлении подачи, т. е. со «спадом». В этом случае переход на копире от большего диаметра к меньшему должен быть выполнен с наклоном в зависимости от величины перепадов диаметра в пределах 20—30°.
Достижимая точность обработки при помощи копировальных устройств находится в пределах 3-го класса. Экономичность токарной обработки при применении гидросуппортов определяется конфигурацией обрабатываемых деталей, требованиями точности и количеством деталей впартии. Применение гидросуппорта тем целесообразнее, чем больше ступеней у вала и чем сложнее его конфигурация. При этом между числом ступеней у вала и количеством деталей в партии существует определенная зависимость: чем больше цилиндрических ступеней на валу, тем меньше величина оптимальной партии для обработки на станке с гидросуппортом. На рис. 6 показана зависимость оптимальной партии из п
деталей от количества ступеней z
на детали, при которой экономично применение гидросуппорта.
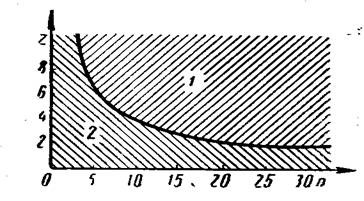
Рис.6. Зависимость оптимальной партии деталей от количества цилиндрических ступеней на детали, при которой экономично применение гидросуппорта
Область 1 выше кривой является областью экономически целесообразного применения гидросуппорта; 2
— область обычного токарного способа обработки.
График зависимости калькуляционного времени Тк
от количества деталей в партии при обработке двух-, трех- и четырехступенчатых валов при обычной токарной обработке дан на рис. 124 (кривая а) и с гидросуппортом—на рис. 7 (кривая б). Из приведенных графиков видно, при каком количестве деталей в партии целесообразна копировальная обработка.
В серийных и особенно в крупносерийных производствах широкое распространение находят многорезцовые и токарно-копировальные станки, полуавтоматы и автоматы.
Однопроходная копировальная и однопроходная многорезцовая обработки жестких валов (с соотношением длины к диаметру наибольшей ступени 10—15) обеспечивают точность 3—4-го класса. Многорезцовая обработка может оказаться эффективнее копировальной для валов, имеющих большую длину и диаметры и большие перепады ступеней, так как в продольном суппорте можно установить большое число резцов. Однако чрезмерное увеличение сил резания может привести к деформации обрабатываемого вала, а это вынуждает снижать величину подачи по сравнению с подачей при обработке на копировальном станке. Поэтому в каждом конкретном случае окончательный выбор метода обработки должен основываться на результатах расчетов на точность и экономическую целесообразность.
Современные токарно-копировальные станки на 50—100% производительнее универсальных токарных, их изготовляют в достаточно широком диапазоне типоразмеров. На этих станках можно обрабатывать наружные, внутренние и торцовые поверхности; они сравнительно легко переналаживаются при переходе на обработку других деталей. Кроме того, станки имеют открытую рабочую зону, что позволяет осуществлять сквозное транспортирование детали при встраивании их в автоматические линии.
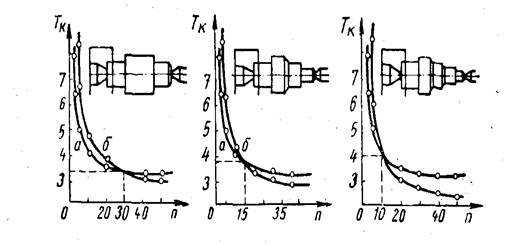
Рис. 7. График зависимости калькуляционного времени Тк
от количества деталей в партии: а
— при обычной токарной обработке; б
-— с применением гидросуппорта двух-, трех- и четырехступенчатых валов
На токарно-копировальных станках новейших моделей можно производить черновую обработку многорезцовым суппортом, а чистовое обтачивание — однорезцовым копировальным суппортом, причем при закреплении вала торцовым поводком обработку можно вести с одной установки. Последние модели некоторых токарно-копировальных станков имеют несколько (до пяти) независимо перемещающихся один от другого копировальных суппортов. Они позволяют вести независимую обработку каждый па своем участке, что значительно повышает производительность станка. Применение такого станка особенно целесообразно, когда па каких-либо ступенях вала имеется большой припуск, который невозможно снять за один проход. При установке специальных копирных барабанов на токарных гидрокопировальных станках 1722 и 1712 можно также вести многопроходную обработку.
В мелкосерийном производстве экономически целесообразным может оказаться применение при обработке ступенчатых валов универсальных токарных станков с программным управлением типа 1К62ПУ и др. Оставаясь попрежнему универсальными, такие станки позволяют осуществлять обработку по автоматическому циклу, что дает возможность их многостаночного обслуживания, допускают быструю и простую переналадку при обтачивании ступенчатых валов различных размеров по заранее разработанной программе.
Экономическая целесообразность обработки валов в мелкосерийном производстве на токарном станке с программным управлением по сравнению с обычным токарным станком по сравнительной себестоимости может быть определена по формуле
Е = Су
— Са
>0.
Для универсального токарного станка себестоимость обработки
с
у
=
(
tу
+
T у
/ n) b у
+ z у
+ Cиу + Cну
Для автоматизированного станка с программным управлением (например, с применением перфорированной бумажной ленты)
Сa
=(ta
+ T а
/ n) (ьа
+ z а
/р) + Ст /N + Cиа + Сна.
В формулах приняты следующие обозначения соответственно для универсального и для автоматизированного станков:
Су
и Са
— себестоимость единичной операции при обработке детали;
ty
и ta
— штучное время обработки в мин;
Ту и Та
— подготовительно-заключительное время на переналадку -станка в мин;
п— число деталей в партии;
b— себестоимость станкоминуты, включающая амортизационные отчисления и расходы на текущий ремонт, в коп.;
z— заработная плата станочника в коп/мин;
р — число обслуживаемых одним рабочим автоматизированных станков;
Cиу, Cиа — расходы по эксплуатации режущих инструментов, приходящиеся на данную операцию, в коп.;
Снуи Сна—прочие накладные расходы, связанные с работой оборудования, приходящиеся на данную операцию, в коп.;
Ст
— затраты на разработку и материализацию программы для данной операции в коп.;
N— общее число деталей, подлежащих изготовлению при помощи одной программы (перфоленты).
Для токарной обработки наружных поверхностей стоящее время выпускают ряд станков с программным управлением. Так, завод им. Орджоникидзе выпускает п вальный станок с программным управлением 1712П.
Список литературы
1. Б.Л. Беспалов, Л.А. Глейзер, И.М. Колесов, Н.Г. Латышев, С.Н. Соловьев, Д.В.Чарнко. – Технология машиностроения. Издательство «Машиностроение», Москва, 1965г.,- 456 с.
2. «Справочник технолога-машиностроителя» Под ред. Косилова А.Г. и Мещерякова Р.К. – М.: Машиностроение. т.1, 1985г.
|
