Содержание
Введение. 2
1. Описание технологических процессов.. 3
1.1. Способы получения ферросплавов.. 3
1.2. Ферросплавная печь. 4
2. Производство ферросплавов.. 13
2.1. Производство ферросилиция.. 13
2.2. Производство углеродистого ферромарганца.. 16
2.3. Производство углеродистого феррохрома.. 19
2.4. Производство ферротитана.. 22
Заключение. 26
Список литературы.. 27
Ферросплавы - это сплавы железа с кремнием, марганцем, хромом, вольфрамом и другими элементами, применяемые в производстве стали для улучшения ее свойств и легирования. Вводить в сталь нужный элемент не в виде чистого металла, а в виде его сплава с железом удобнее вследствие более низкой температуры его плавления и выгоднее, так как стоимость ведущего элемента в сплаве с железом ниже по сравнению со стоимостью технически чистого металла.
Исходным сырьем для получения ферросплавов служат руды или концентраты. Для производства основных сплавов - ферросилиция, ферромарганца; силикомарганца и феррохрома - пользуются рудами, так как в них высоко содержание окислов элемента, подлежащего восстановлению. При производстве ферровольфрама, ферромолибдена, феррованадия, ферро-титана и других сплавов руду вследствие малой концентрации в ней полезного элемента обогащают, получая концентрат с достаточно высоким содержанием окислов основного элемента.
Ферросплавы получают восстановлением окислов соответствующих металлов. Для получения любого сплава необходимо выбрать подходящий восстановитель и создать условия, обеспечивающие высокое извлечение ценного (ведущего) элемента из перерабатываемого сырья.
Восстановителем может служить элемент, обладающий более высоким химическим сродством к кислороду, чем элемент, который необходимо восстановить из оксида. Иначе говоря, восстановителем может быть элемент, образующий более химически прочный оксид, чем восстанавливаемый элемент. Восстановительные процессы облегчаются, если они проходят в присутствии железа или его оксидов. Растворяя восстановленный элемент или образуя с ним химическое соединение, железо уменьшает его активность, выводит его из зоны реакции, препятствует обратной реакции - окислению.
1.
Описание технологических процессов
1.1.
Способы получения ферросплавов
В зависимости от вида применяемого восстановителя различают три основных способа получения ферросплавов: углевосстановительный, силикотермический и алюминотермический. Наиболее дешевым является углерод, поэтому его используют при производстве углеродистых ферромарганца и феррохрома, а также всех сплавов с кремнием (кремний препятствует переходу углерода в сплав). Реакции восстановления металлов из их оксидов углеродом эндотермичные, поэтому углевосстановительный процесс требует подвода тепла - обычно это тепло, выделяемое электрическими дугами ферросплавной печи. Выплавку ферросплавов углевосстановительным процессом осуществляют в так называемых восстановительных (рудовосстановительных) ферросплавных печах с трансформаторами мощностью 10-115 MB•А, работающих непрерывным процессом, т.е. с непрерывной загрузкой шихты печь и периодическим выпуском продуктов плавки.
Реклама

Силикотермическим и алюминотермическим способами получают ферросплавы с пониженным или очень низким содержанием углерода: среднеуглеродистые и малоуглеродистые ферромарганец и феррохром, безуглеродистый феррохром, металлические хром и марганец, ферросплавы и лигатуры с титаном, ванадием, вольфрамом, молибденом, цирконием, бором и другими металлами. Эти сплавы выплавляют в рафинировочных ферросплавных печах, оборудованных трансформаторами мощностью 2,5-7 MB•А и работающих периодическим процессом с выпуском из печи металла и шлака по окончании плавки. Когда выделяющегося при экзотермических реакциях тепла достаточно для получения металла и шлака в жидком виде, плавку проводят в футерованных шахтах (горнах).
1.2.
Ферросплавная печь
Восстановительные ферросплавные печи работают непрерывно. В работающей печи электроды погружены в твердую шихту и дуга горит под слоем шихты. Шихту пополняют по мере ее проплавления; сплав и шлак выпускают периодически. Печи этого типа оснащены мощными трансформаторами: 10-115 МВ•А. Печи трехфазные, стационарные или вращающиеся вокруг вертикальной оси; ранее печи изготавливали открытыми, а новые печи делают закрытыми, т.е. с рабочим пространством, закрытым сверху водоохлаждаемым сводом.
В поперечном сечении большая часть ферросплавных печей круглые, а ряд новых мощных печей имеют прямоугольную форму. Большая часть печей оборудована тремя электродами, а печи большой мощности иногда имеют шесть электродов. В круглых печах электроды расположены по вершинам равностороннего треугольника, а в прямоугольных печах - в линию. Для выпуска продуктов плавки печь имеет одну-две, а иногда три летки. Если технологический процесс связан с раздельным выпуском металла и шлака, имеются две летки (металлическая и шлаковая), расположенные на различных уровнях.
Реклама

Кожух печей выполняют из листовой стали толщиной - 30 мм и усиливают снаружи вертикальными ребрами и гори зонтальными поясами жесткости, днише кожуха выполни плоским. К верху кожуха закрытых печей приварен кольцевой желоб песочного затвора.
Материалы, применяемые для футеровки печи, выбирают в зависимости от выплавляемого сплава. Так, для выплавки кремнистых сплавов и углеродистого ферромарганца рабочее пространство печи выкладывают из угольных блоков, для выплавки углеродистого феррохрома - из магнезитового кирпича. Верх стен выкладывают шамотным кирпичом.
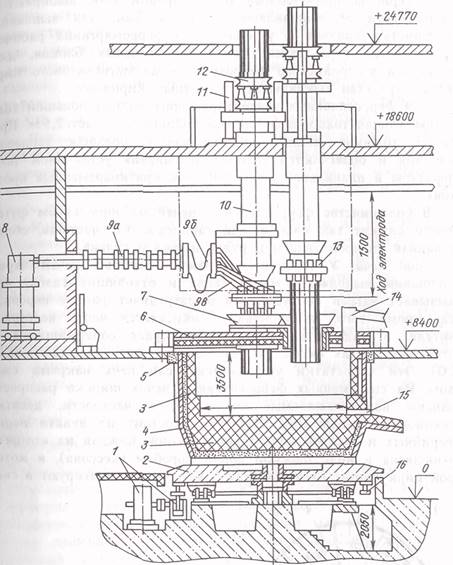
Рисунок 1 - Закрытая рудовосстановительная печь: 1 - механизм вращения ванны; 2 железобетонная плита; 3 - футеровка; 4 - кожух; 5 - кольцевой желоб песочного затвора; б - свод; 7 - загрузочная воронка; 8 - трансформатор; 9 (9а, 96, 9е> - короткая сеть; 10 - несущий цилиндр; 11 - механизм перемещения электрода; 12 - механизм перепускания электрода; 13 - контактные щеки; 14 - газоход; 15 - летка; 16 - зубчатый венец
Для ферросплавных печей характерна подина большой толщины. Общая толщина футеровки подины достигает 2,5 м. При такой толщине подины обеспечивается большая тепловая инерция и облегчаются условия сохранения устойчивой температуры в плавильной зоне печи при кратковременных простоях.
В большинстве ферросплавных печей рабочим слоем футеровки служит так называемый гарнисаж, т.е. настыль, образованная из проплавляемой руды, шлака и сплава.
Свод печи. У строившихся ранее открытых печей через колошник выделяется много тепла и отходящих газов, что вызывает нагрев оборудования и затрудняет работу персонала; кроме того, на колошнике окисляется часть восстановителя, а над печью бесполезно сгорает содержащийся в отходящих газах оксид СО (отходящие газы содержат ~ 85% СО). Эти недостатки устраняются, если печь накрыта сводом. На современных ферросплавных печах широко распространены водоохлаждаемые своды, и, в частности, десяти-секционные своды. Свод состоит из девяти периферийных и десятой центральной секций, каждая из которых выполнена в виде плоской полой коробки (кессона), в которой циркулирует охлаждающая вода. Секции монтируют в сводово кольце, они подвешены к металлоконструкциям цеха.
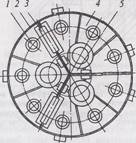
Рисунок 2 - Схема водоохлаждаемого плоского свода ферросплавной печи: I - взрывной клапан; 2 - сводовое кольцо; 3 - газозаборный короб;
- периферийная секция свода;
- центральная секция
Снизу свод футерован огнеупорным бетоном, имеются три отверстия для электродов и при необходимости отверстия для загрузочных воронок. В своде имеются два отверстия для отвода печных газов к газоочистке. Имеется также несколько отверстий, оборудованных взрывными клапанами, которые необходимы, поскольку газ в печи, содержащий много СО, при попадании воздуха может взрываться.
Применяются также своды, выполненные в виде стального водоохлажлаемого каркаса с футеровкой из огнеупорного кирпича или блоков из огнеупорного бетона. В закрытых печах предусматривают уплотнение между сводом и ванной в виде песочного затвора.
Механизм вращения ванны предусмотрен на многих ферросплавных печах. Вращение ванны позволяет предотвратить зависание шихты и образование настылей. В таких печах ванна крепится на железобетонной плите, опирающейся на ходовые колеса, которые катятся по кольцевому рельсу, заложенному в фундаменте, Вращение осуществляют от электродвигателя с двумя редукторами, выходные шестерни которых входят в зацепление с зубчатым венцом 16, прикрепленным к плите 2. Вращение ванны происходит со скоростью один оборот за 35-130 ч. Вращение печи реверсивное r секторе 130°. При повороте печи свод остается неподвижным.
В восстановительных ферросплавных печах применяют самоспекающиеся непрерывные электроды, причем формирование электрода (обжиг и спекание электродной массы) происходит в процессе работы ферросплавной печи. Эти электроды в три раза дешевле графитированных электродов, применяемых в дуговых сталеплавильных печах.
Самоспекающийся электрод представляет собой заполненный электродной массой кожух из стального листа толщиной 1-3 мм с продольными ребрами внутри. Кожух изготавливают отдельными секциями длиной 1,4-1,8 м, которые впоследствии сваривают друг с другом. В основном применяют круглые электроды диаметром 900-2000 мм, а на прямоугольных печах - плоские электроды размером до 3200x800 мм. Кожух, служащий пресс-формой для электродной массы предохраняет электрод от окисления воздухом, облегчает прохождение тока от электрододержателя к обожженной части электрода.
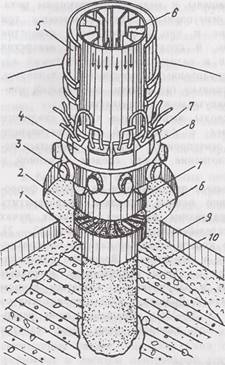
Рисунок 3 - Самоспекающийся электрод и электродедержатель:
1 - кожух электрода; 2 - электродная масса; 3 - нажимное устройство; 4 - контактная шека; 5 - несущий цилиндр; б - ребра; 7 - трубка подвода тока и воды; S - нажимное кольцо; 9 - свод печи; 10 - шихта
Электродную массу изготавливают из термоантрацита, кокса, каменноугольной смолы и пека. Электродную массу забрасывают в кожух сверху в холодном состоянии. Под действием тепла печи масса размягчается и плотно заполняет кожух. В процессе работы печи по мере сгорания и опускания электрода необожженная его часть постепенно приближается ко все более нагретым зонам печи; масса постепенно теряет летучие. Под контактные щеки (рис.234, 4) масса поступает еще пластичной, при дальнейшем нагреве на участке щек электродная масса спекается (коксуется); сопротивление электрода снижается. Из-под контактных щек электрод выходит с нормальными свойствами угольного электрода. По мере сгорания электрод опускается, а сверху с дозировочной площадки к железному кожуху приваривают, не выключая тока, новую секцию, которую наполняют электродной массой.
Допустимая плотность тока в самоспекающихся электродах составляет 5-8,5 А/мм2 (меньшее значение относится к малым электродам).
Электрододержатель предназначен для подвода тока к электроду, удержания электрода и его перемещения по вертикали. Электрододержатель состоит из несущего цилиндра 5, контактных щек 4 и нажимного кольца 8. Контактные щеки (их число четыре-десять) служат для подвода рабочего тока к электроду, их делают из высокотеплопроводной меди или ее сплавов и для обеспечения водяного охлаждения - полыми или с залитыми внутри трубками; с помощью медной трубки к щеке подводят ток и воду.
Несущий цилиндр выполнен из стального листа толщиной 10-16 мм и охватывает электрод по высоте до механизма перемещения электрода, причем верх цилиндра закреплен в этом механизме. Диаметр цилиндра превышает диаметр электрода на 150-200мм, и в зазор между ними сверху подают вентилятором воздух. К низу несущего цилиндра подвешены нажимное кольцо и контактные щеки (кольцо с помошью четырех водоохлаждаемых труб, а каждая щека на стальной тяге). Прижатие контактных щек к электроду осуществляют с помощью нажимных устройств 3 кольца 8, в которых размещены пружины или гидравлические зажимы.
Механизм перемещения, т.е. подъема и опускания электродов (на современных печах гидравлический и управляемый автоматизированной системой) обеспечивает по ходу плавки движение электрода вниз с тем, чтобы поддерживать длину дуги и электрический режим в заданных пределах и при необходимости перемещает электроды вверх. Механизм закреплен на междуэтажном перекрытии цеха, он движет несущий цилиндр и через него электрод.
По мере сгорания нижнего конца электрода возникает необходимость перепускания электрода, что осуществляют с помощью механизма перепускания, в котором зажат верх электрода. Механизм обеспечивает периодическое опускание электрода относительно несущего цилиндра или подъем цилиндра относительно электрода на 50-200 мм, что увеличивает длину рабочего конца электрода (располагаемого ниже контактных щек).
Электрическое оборудование ферросплавных печей схоже с аналогичным оборудованием дуговых сталеплавильных печей. Трехэлектродные ферросплавные печи оборудованы трехфазным понижающим печным трансформатором и иногда тремя однофазными трансформаторами, от которых ток при помогли короткой сети подается на каждый электрод; шестиэлектродные печи имеют три однофазных трансформатора, к которым электроды подсоединены попарно. Мощность трансформаторов разных печей находится в пределах 10-115 MB • А, вторичное напряжение - в пределах 130-250 В; сила тока на мощных печах достигает 100-110 кА.
Короткая сеть состоит из трех участков: шинный пакет идущий от трансформатора до гибкого участка, гибкий участок, токоподвод к контактным щекам. Шинный пакет выполняют из медных водоохлаждаемых труб или медных пластин, гибкую часть из гибких медных кабелей, токоподвод к щекам - в виде водоохлаждаемых медных труб.
Необходимо, чтобы длина короткой сети была минимальной; прокладку токоведущих шин или труб следует выполнять бифилярно, т.е. чтобы шины, обтекаемые токами различных направлений, были расположены возможно ближе друг к другу.
Вторичное напряжение, подаваемое на электроды в зависимости от конструкции переключающего устройства переключают как при отключенной печи, так и под нагрузкой. Оптимальный электрический режим на каждой ступени напряжения поддерживают с помощью автоматических регуляторов.
Рафинировочные ферросплавные печи имеют мощность 3,5 - 7 MB-А и служат для выплавки ферросплавов с низким содержанием углерода; они работают с выпуском сплава и шлака после окончания плавки. Они имеют круглую открытую ванну, а в остальном по своему устройству они ближе к дуговым сталеплавильным печам, на базе которых их конструируют.
Печи делают наклоняющимися, в связи с чем ванну крепят на люльке с механизмом ее наклона; ванна оборудована механизмом вращения, обеспечивающим ее круговое или возвратно-поступательное вращение в процессе плавки. Механизмы перемещения электродов и электрододержатели такие же, как в дуговых сталеплавильных печах; эти механизмы опираются не на люльку, а на пол цеха и при наклоне ванны электроды не наклоняются. Электроды применяют как самоспекающиеся, так и графитированные. Загрузка шихты такая же, как в восстановительных ферросплавных печах.
Шихту в ферросплавные печи загружают сверху из специальных печных карманов (бункеров) 1, расположенных на некоторой высоте над печью и оборудованных затворами. После открывания затвора материал по труботечке 2 ссыпается в печь.
В закрытые печи материалы подают двумя способами. Один из них предусматривает поступление материала из течки в воронку 3, расположенную концентрически вокруг электрода и далее в печь через кольцевой зазор между отверстием в своде и электродом. Во втором случае материал из труботечки попадает в печь через отверстие в своде.
В первом случае шихта располагается в печи конусом вокруг электродов, во втором - в стороне от электродов под загрузочными течками.
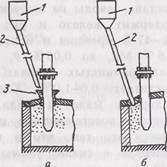
Рисунок 4 - Способы загрузки шихты в ферросплавные печи с помощью воронки (а) и через отверстие в своде (б)
В открытые печи шихта из печных карманов также подается по труботечкам (лоткам), но их можно направить в определенное место ванны. Применяют также бросковые машины, передвигающиеся по рельсам вокруг печи; рабочий орган машины - лоток (лопата), вмещающий ~25кг шихты, совершает бросковые движения.
Доставку материалов в печные карманы из шихтового отделения ферросплавного цеха осуществляют несколькими способами. В шихтовых отделениях сырые материалы проходят специальную переработку и подготовку: их дробят, сортируют на фракции нужной крупности, некоторые материалы промывают и сушат.д.алее во многих цехах материалы наклонным ленточным конвейером или скиповым подъемником доставляют в плавильный корпус цеха в бункеры, расположенные вблизи печей, а из них порциями с помощью дозировочной саморазгружающейся рельсовой тележки загружают в печные карманы. В ряде цехов материалы из дозировочных бункеров шихтового отделения доставляют системой конвейеров непосредственно в печные карманы.
Ферросилиций применяют для раскисления и легирования стали и в качестве восстановителя при производстве некоторых ферросплавов. В электрических печах выплавляют ферросилиций различных марок с содержанием кремния от 19-23% (сплав ФС20) до 92-95% (сплав ФС92). При содержании кремния в сплаве в пределах 50-60% и при загрязнении его фосфором и алюминием сплав рассыпается в порошок с выделением ядовитых летучих соединений. Поэтому сплав такого состава заводы не выпускают. Помимо кремния ферросилиций содержит железо и ряд примесей. В сплавах, содержащих 41-47% кремния и более, имеется до 0,1-0,2% С, до 0,2-0,6% Мп, до 0,05% Р, до 0,02% S и до 1,5-2,5% Al. В малокремнистых сплавах(19 - 27% Si) содержание углерода достигает 0,6-1,0%. Следует отметить, что ферросилиций содержит мало углерода, несмотря на применение углеродистого восстановителя и угольной футеровки печи. Объясняется это тем, что в присутствии кремния растворимость углерода в сплаве уменьшается. Чем больше в сплаве кремния, тем меньше сплав содержит углерода.
Наиболее распространены сплавы ФС45 и ФС75, содержащие кремния соответственно около 45 и 75%.
Рудной составляющей шихты являются кварциты, содержащие не менее 95% SiO;, не более 0,02% РгО5, и возможно меньше шлакообразующих примесей (глинозема). Кварцит дробят до кусков размером 25-80 мм и отмывают от глины.
Для получения заданного содержания кремния в сплаве в шихту вводят рассчитанное количество железа в виде измельченной стружки углеродистой стали; железо, кроме того, облегчает восстановление кремния.
В качестве восстановителя при выплавке ферросилиция применяют металлургический коксик кусками размером 10-25 мм (отсев доменного кокса). Иногда для замены части кокса применяют более дешевые материалы: полукокс - продукт коксования углей при 700 °С и материалы, содержащие карборунд SiC (отходы электродного и абразивного производств).
Ферросилиций выплавляют в круглых печзх различной конструкции - вращающихся и стационарных, открытых и закрытых мощностью 16,5-115 МВД при рабочем напряжении 130-250 в. Рабочий слой футеровки выполняют из углеродистых блоков. Печь имеет две летки, одну рабочую и другую резервную.
Шихту составляют исходя из того, что SiO; кварцита восстанавливается на 98% и все железо стружки переходит в сплав.
Плавку ведут непрерывным процессом. На колошник печи сверху непрерывно загружают шихту, а сплав периодически выпускают через летку. Глубина погружения электродов в шихту должна быть большой (от 800 мм на малых печах до 2700 мм на больших). Расстояние от концов электродов до подины должно составлять 300-600мм. При загрузке перемешанных шихтовых материалов в печь стремятся создать и поддерживать вокруг электродов шихту в виде возвышающихся конусов, которые затрудняют выход газов здесь и уменьшают вследствие этого потери тепла и кремния.
Процесс плавки происходит главным образом у электродов, под которыми горят электрические дуги. Здесь в зоне дуг в шихте образуется полость ("тигель") с очень высокой температурой. Стенки тигля непрерывно оплавляются, кремнезем восстанавливается, кремний растворяется в жидком железе, жидкий сплав опускается на подину, а новые порции шихты - в зону реакций. Кремний восстанавливается твердым углеродом по реакции
SiO2 + 2С = Si + 2СО - 635096 Дж,
идущей с большой затратой тепла, теоретическая температура ее начала равна 1554 °С. В присутствии железа восстановление кремния облегчается и идет при более низких температурах, поскольку железо, растворяя кремний, выводит его из зоны реакции, что сдвигает равновесие этой реакции вправо, в сторону восстановления кремния. Чем больше железа в шихте, тем при более низкой температуре происходит восстановление кремния и образование ферросилиция.
Железо облегчает ход процесса также тем, что разрушает карбид кремния SiC. Последний образуется при избытке восстановителя (SiO2 + 2С = SiC + 2CO) и, являясь тугоплавким (Тпл > 2700 °С), накапливается внизу печи, загромождает ее, снижая производительность.
В зоне высоких температур идет частичное восстановление алюминия и кальция из содержащихся в кварците и золе кокса А12О3 и СаО, поэтому ферросилиций содержит до 2,5% Al и до 1,5% Са. В восстановительных условиях плавки более 60% фосфора из шихтовых материалов переходит в сплав. Сера целиком улетучивается.
Из невосстановившихся оксидов шихты формируется шлак, его количество равно 2-6% от массы сплава. Типичный состав шлака,%: 25-40 SiO2, 20-40 А12О3, 10-25 СаО, 2-10 SiC, 3-8 ВаО, менее 2 MgO и FeO. Шлаки имеют высокую температуру плавления (1500-1700 °С) и вязкость. Шлак выходит из печи через летку вместе со сплавом. При повышенной вязкости часть шлака остается в печи, что может вести к зарастанию ванны.
Образующийся в высокотемпературных зонах восстановления газ СО поднимается вверх, нагревая шихту, причем он стремится двигаться вверх над зонами восстановления у электродов. Чтобы повысить степень использования тепла газов, шихту загружают у электродов, создавая здесь более высокий слой располагающихся конусом материалов. Высокий слой шихты у электродов препятствует подъему здесь газов и они выделяются дальше от электродов, нагревая большее количество шихты. При вращении ванны неподвижные электроды разрыхляют шихту, поднимающиеся газы более равномерно распределяются по сечению ванны.
Плохо прогретые у стен печи материалы спекаются в плотный монолит (гарнисаж).
Нормальный ход печи характеризуется медленным опусканием электродов по мере их сгорания и равномерным оседанием шихты вокруг этих электродов.
Сплав выпускают 12-20 раз в сутки. Вскрытие летки производят прожиганием электрической дугой или кислородом, пробиванием железным прутом или при помощи бура. По окончании выпуска летку закрывают конической пробкой из смеси электродной массы и песка или огнеупорной глины и коксика.
Сплав выпускают в ковш, футерованный шамотным кирпичом или графитовой плиткой, и затем разливают в плоские изложницы или в чушки на разливочной машине конвейерного типа, аналогичной машине для разливки чугуна.
Ферромарганец применяют для раскисления и легирования стали. В ферросплавных печах выплавляют углеродистый ферромарганец двух марок: ФМн78 и ФМн70, которые содержат марганца соответственно 75-82 и 65-75%. В сплавах также содержится 5-7% С, от 1 до 4-6% Si, 0,3-0,6% Р, 0,02% S.
Марганцевые руды содержат много фосфора, поэтому и в ферромарганце содержание этого вредного элемента высокое.
Для выплавки ферромарганца используют неофлюсованный и офлюсованный марганцевый агломерат и концентраты марганцевых руд, железорудные окатыши либо железные руды или железную стружку и иногда известняк. В рудах марганец находится в виде МпО2, Мп2О3, МпэО4 и МпСО3, основной примесью является SiO2. Содержание марганца в рудах составляет 16-57%. Большая часть добываемых марганцевых руд бедные; их обогащают, получая концентрат с содержанием > 25-43% Мn; концентрат, как правило, подвергают агломерации, агломерат содержит > 36-45% Мn. Коксик применяют размером 3-15мм. Содержание золы в нем не должно быть более 12%, влаги - не более 11%, фосфора - не более 0,02%.
Углеродистый ферромарганец выплавляют флюсовым или бесфлюсовым методом. Во втором случае процесс ведут без добавки извести и получают, кроме углеродистого ферромарганца, еще бесфосфористый марганцевый шлак (около 50% МnО и менее 0,02% Р). Такой шлак используют вместо марганцевой руды для выплавки силикомарганца или малофосфористых марганцевых сплавов.
Бесфлюсовым методом, перерабатывают богатые руды, а бедные руды с повышенным содержанием кремнезема - флюсовым методом. Выплавляют углеродистый ферромарганец в закрытых печах мощностью до 75 MB • А с угольной футеровкой, печи круглые и прямоугольной формы. При бесфлюсовом процессе шихтой служит марганцевый концентрат (агломерат), содержащий более 48% Мn, коксик и железорудные окатыши либо железная стружка (соответственно в количестве 2100-2600, 450-500 и 100-200 кг/т сплава). При флюсовой плавке расход материалов примерно такой же; при этом для получения требуемой основности шлака (1,1-1,4) используют либо офлюсованный агломерат, либо неофлюсованный с добавкой известняка (до 0,7-0,9 т/т сплава). Зачастую в печь вводят отходы ферромарганца.
Плавку ведут непрерывным процессом при напряжении 110 - 160 В; невысокое напряжение желательно, чтобы уменьшить перегрев ванны и потери марганца в результате его испарения и улета (марганец обладает высокой упругостью пара и при высоких температурах значительная часть его испаряется; в нормальных условиях производства потери в результате испарения достигают 8-10%). Электроды погружают в шихту на глубину 1200-1500 мм. Вследствие глубокой посадки над зоной высоких температур находится большой слой шихты. Пройдя такое расстояние, шихтовые материалы попадают в зону прямого восстановления хорошо нагретыми. Большая высота необходима также, чтобы пары марганца успевали конденсироваться в верхних слоях шихты. Расстояние от конца электродов до пода поддерживают в пределах 800-] 300 мм; удаление электродов от пода предотвращает перегрев металла и испарение марганца.
Строение ванны по высоте следующее: слой твердой шихты, зона плавления (вблизи нижней части электродов), слой жидкого шлака (у концов электродов и ниже них), слой жидкого сплава (без полостей под электродами).
Высшие оксиды марганца (МпО2, Мп2О3 и Mn3Oj непрочны и легко восстанавливаются оксидом углерода отходящих газов при низких температурах вверху слоя шихты. Оксид МпО восстанавливается в высокотемпературных приэлектродных зонах по следующим реакциям, протекающим со значительной затратой тепла:
МnО + С = Мn + СО - 288290 Дж
3 МnО + 4С = Мn3С + 3 СО - 780800 Дж.
Теоретическая температура начала этих реакций равна соответственно 1420 и 1227 °С, в связи с чем преимущественное развитие получает восстановление по второй реакции, и сплав поэтому содержит много углерода. Протекает также восстановление углеродом железа из окатышей. Насыщенные углеродом частицы марганца плавятся при температуре 1300-1350 °С и, растворяя железо, опускаются на подину печи. Из SiO2 руды восстанавливается немного кремния, восстанавливается также около 90% содержащегося в рудных материалах фосфора. Кремний и значительная часть марганца восстанавливаются из шлака.
Из невосстановившихся оксидов формируется шлак, который расплавляется при 1300-1400 °С. При флюсовой плавке вводимый в шихту флюс (СаО) облегчает восстановление марганца, поскольку связывает имеющийся в больших количествах в шлаке оксид SiO2 в силикат кальция, высвобождая МлО из соединений с SiO2.
Сплав и шлак выпускают через летку одновременно (три-шесть раз в сутки) в футерованный ковш или в стальной ошлакованный изнутри ковш, обеспечивая при этом отделение шлака (один из способов отделения состоит в том, что сплав, как. более тяжелый, остается в ковше, а шлак переливается через сливной носок ковша в чугунные изложницы). Сплав разливают в изложницы или на разливочной машине в чушки.
При бесфлюсовом процессе степень извлечения марганца в сплав равна ~ 60%. Получаемый шлак (1,0-1,2 т/т сплава) содержит 45-53% МпО, - 29% SiO2, - 6% СаО и <0,02% Р; шлак, как отмечалось, используют для выплавки силикомар-ганца. Расход электроэнергии равен 3100 - 3800 кВт • ч/т.
При флюсовом процессе количество шлака равно 1,4-1,8 т/т сплава; он содержит 8-20% Мn, - 33% SiO2, - 38% СаО; шлак отправляют в отвал. Степень извлечения марганца равна ~ 75%. Расход электроэнергии составляет 4100-4400 кВт • ч/т.
Из всех легирующих элементов в сталях наибольшее применение находит хром. Для легирования стали хромом в нашей стране производят 17 марок феррохрома. Эти сплавы в основном отличаются по содержанию углерода, которое изменяется от 0,01 до 9%. Углеродистый феррохром производят четырех марок: ФХ650, ФХ800, ФХ850 и ФХ900, которые содержат более 65% Сг и соответственно углерода менее 6,5; 8; 8,5 и 9%. Они содержат до 2% Si, до 0,05% Р и до 0,06% S.
Для выплавки углеродистого феррохрома применяют хромовые руды в основном Донского месторождения (Казахстан), которые содержат 30-58% СггО3, остальное FeO, MgO, AlaO3, SiOz.8 связи с истошением богатых руд в последние годы используют бедные (с содержанием до 30% Сг2О3) руды, подвергая их обогащению и иногда агломерации. К рудам и концентратам предъявляют следующие требования: содержание СггО3 не менее 47%; отношение Cr3O3/FeOне менее 3,0, такое соотношение обеспечивает получение сплава с содержанием хрома более 60%; содержание SiO2 не более 7-9%. Высокое содержание СггО3 и низкое содержание SiO2 позволяют уменьшить количество шлака и потерь хрома со шлаком, снизить расход электроэнергии. Иногда в шихту добавляют шлак производства среднеуглеродистого феррохрома, содержащий 27-32 Сг2О3 и иногда оборотные отходы сплава.
В качестве флюса применяют кварцит, необходимый для получения требуемых свойств и состава (27-32% SiO2) шлака.
В качестве восстановителя применяют отсортированный коксик размером 10-25 мм, содержащий не более 0,5% S и не более 0,04% Р.
В состав хромовой руды входят оксиды железа, они вносят в сплав требуемое количество железа.
Углеродистый феррохром выплавляют непрерывным процессом в открытых и закрытых печах с магнезитовой футеровкой мощностью до 40 MB • А и более при рабочем напряжении 140-250В.
Шихту, содержащую хромовую руду, коксик и кварцит рассчитывают, исходя из того, что восстанавливаются и переходят в сплав 92% хрома и 95% железа и так, чтобы шлак содержал,%: SiO: 27-32, MgO 30-34, А1гО3 26-30, СггО3 < 8. Такой шлак имеет высокую температуру плавления (расплавляется при ~1650°С), что необходимо для достаточного нагрева сплава. Примерная пропорция между составляющими шихты: хромовой руды 700кг, коксика 160-170 кг, кварцита до 250 кг (иногда оборотных отходов сплава до 180кг). Хромовую руду (или ее часть) берут тугоплавкую, трудновосстановимую (содержащую магнохромит MgO • Сг2О3, восстанавливающийся углеродом при 1546 °С) и плохо растворимую в шлаке, что обеспечивает формирование над расплавом феррохрома так называемого "рудного слоя", необходимого для окисления избыточных углерода и кремния в образующемся феррохроме.
Шихту загружают равномерно по поверхности колошника. Процесс плавки характеризуется следующим строением ванны по высоте: слой твердой шихты с проходящими здесь процессами твердофазного восстановления, зона плавления пустой породы и восстанавливающегося металла со слоем жидкого шлака внизу (у конца электродов), "рудный слой", слой жидкого сплава. Газовых полостей под электродами нет.
Восстановление хрома протекает по следующим реакциям:
1/ЗСг2Оэ + С = 2/ЗСг + СО - 270100 Дж;
1/ЗСг2О3 + 9/7С = 2/21Сг7Сэ + СО - 250200 Дж.
Температура начала восстановления по первой реакции равна 1240 °С, по второй 1130 °С; сопоставление этих температур и тепловых эффектов показывает, что термодинамически легче идет восстановления с образованием карбида хрома Сг7С3, и эта реакция наиболее вероятна. Из оксидов железа рулы углеродом легко восстанавливается железо, причем этот процесс опережает восстановление хрома; железо, растворяясь в карбиде хрома, облегчает восстановление последнего.
Процессы восстановления протекают в основном в твердой фазе, начиная с 1100-1200 °С, и с возрастающей скоростью в более горячих зонах. Основная часть хрома оказывается восстановленной при 1400-1600 °С, при этих температурах идет восстановление кремния. Б связи с образованием карбидов хрома формирующийся сплав содержит до 8-12% С.
При температурах ~1550°С происходит плавление восстановленного металла с образованием феррохрома, капли которого стекают вниз; при температурах ~1650°С начинают расплавляться невосстановленные оксиды с образованием жидкого шлака.
Благодаря тому, что хромовая руда тугоплавка, трудновосстановима и плохо растворима в шлаке, на границе раздела шлак - жидкий феррохром формируется "рудный слой" - вязкий слой шлакового расплава с множеством кусочков руды.
Во время прохождения капель сплава через "рудный слой" происходит частичное окисление углерода и кремния сплава за счет реагирования с кислородом оксидов руды (например, Сг7С3 + Сг2О3 = 9Сг + ЗСО) с одновременным восстановлением хрома из рудного слоя. В результате этого снижается содержание углерода и кремния в сплаве (например, в сплаве ФХ650 получается менее 6,5% С и менее 2% Si).
Содержащийся в руде фосфор восстанавливается и переходит в сплав; основная часть серы кокса переходит в сплав, часть ее улетучивается. Количество шлака равно 0,8 - 1,3 т/т шлака.
Сплав и шлак выпускают через одну летку одновременно три-четыре раза в смену в футерованный ковш или в стальной ковш со шлаковым гарнисажем от предыдущего выпуска, избыток шлака из ковша перетекает в чугунные шлаковни. Сплав разливают в чугунные изложницы (толщина слитка должка быть менее 200 мм для удобства дробления) или в чушки на разливочных машинах конвейерного типа.
Расход материалов и электроэнергии при выплавке 1 т углеродистого феррохрома: хромовой руды (50% Сг2Оэ) 1900, хромового шлака (30% Сг2О3) 100, коксика 450, кварцита 40 кг, электроэнергии 3300-3400 кВт • ч.
Ферротитан различных марок в соответствии с отечественными стандартами содержит 20-40% Ti, < 0,2% С, 1-12% Si, <3% Сu, от 6 до 18-25% AI. Медь, алюминий и кремний - нежелательные, но неизбежные примеси. (Кроме того стандартом предусмотрены сплавы, содержащие 65-78% Ti, которые в отличие от остальных получают сплавлением титановых отходов или титановой губки со стальным ломом в индукционных печах)
Ферротитан с 20-40% Ti выплавляют в основном алюмино-термическим процессом, восстанавливая алюминием основные составляющие сплава - титан и железо из оксидов концентрата титаномагнетитовых руд (ильменитового концентрата).
Восстановление протекает по следующим экзотермическим реакциям:
TiO2 + 4/ЗА1 = Ti + 2/ЗА12О2 + 197400 Дж;
2FeO + 4/3A1 = 2Fe + 2/ЗА12О3 + 575400 Дж;
2/3Fe2O3 + 4/3A1 = 4/3Fe + 2/ЗА12О3 + 567000 Дж;
Выделяющееся тепло позволяет вести процесс вне печи - в футерованной шахте (горне). При взаимодействии Fe2O3 и FeO с алюминием на единицу массы шихты выделяется значительно больше тепла, чем для ТiO2, а именно 4108 кДж/кг для РегО3 и 3289 кДж/кг для FeOпротив 1701 кДж/кг для TiO2. Поэтому добавка оксидов железа к шихте ведет к увеличению прихода тепла в процессе ее восстановления.
Расчет показывает, что удельная теплота реакций восстановления оксидов ильменитового концентрата не обеспечивает температуры 1900-1950 °С, необходимой для расплавления образующихся металла и шлака, осаждения корольков металла и покрытия тепловых потерь. Включение в состав шихты около 8% железной руды и подогрев всех шихтовых материалов до 200 °С обеспечивают выделение необходимого количества тепла.
Шихту составляют из ильменитового концентрата, железной руды, алюминия, извести и ферросилиция. Ильменитовый концентрат, содержащий 40-42% TiO; и 50-55% (FeO + Fe2O3), выделяют из титаномагнетитовой руды методом магнитной сепарации. Для удаления серы концентрат подвергают окислительному обжигу при 1000-1150 °С.
В качестве восстановителя используют алюминий в виде крупки с зернами менее 2 мм. Чаще всего применяют вторичный алюминий, более дешевый, но содержащий примеси цветных металлов, которые в основном переходят з сплав.
Железную руду, как отмечалось, добавляют для увеличения прихода тепла. Применяют малофосфористую богатую (97% РегО3) руду с размером частиц <3мм. Известь применяют свежеобожженную с содержанием СаО >90% и крупностью менее 3 мм. Известь добавляют для обеспечения более полного восстановления титана; СаО извести высвобождает TiO2, вытесняя его из химических соединений с оксидом А12О3, и тем самым облегчает восстановление TiO2. Молотый 75% -ный ферросилиций вводят в шихту в связи с тем, что, образуя с титаном силициды, кремний способствует более полному восстановлению титана и снижает содержание алюминия в сплаве. Компоненты шихты дозируют и смешивают перед загрузкой в плавильную шахту. Ильменитовый концентрат на смешение подают непосредственно после обжига с температурой 400 - 450°С, что обеспечивает нагрев шихты на 150-250°С. Иногда в шихту вводят отходы титана и его сплавов (стружку, обрезь, куски), которые загружают на дно шахты.
Плавильная шахта (горн) представляет собой разборный цилиндрический чугунный кожух, футерованный магнезитохромитовым кирпичом. Дозированную и перемешанную шихту полают в расположенный нал шахтой загрузочный (плавильный) бункер, а из него в шахту. На одну плавку расходуют 4-6 т ильменитового концентрата.
На дно шахты из бункера насыпают около 150 кг шихты и зажигают ее запальной смесью, состоящей из магниевой стружки и селитры. Смесь помещают в лунку в центре засыпанного слоя шихты и воспламеняют ее электрической искрой. От тепла сгорающей запальной смеси начинается экзотермический процесс восстановления сначала части шихты, находящейся рядом с лункой, а от нее затем зажигается шихта по всей шахте. Из бункера в шахту равномерно поступает остальная часть шихты. Проплавление навески, содержащей 5т концентрата, длится 15-18 мин.
В течение этого времени из загружаемой шихты идет восстановление железа и титана, последний растворяется в железе. Тепло экзотермических реакций восстановления обеспечивает нагрев и плавление сплава и образующегося шлака, температура процесса составляет " 1950 °С. Формирующиеся в объеме шахты капли сплава опускаются через слой шлака и накапливаются на дне шахты. Примерный состав шлака,%: ТiO2 11-14, А12О3 70-74, СаО 10-14, MgO 3-4, FeO 0,8-2, SiO2 < 1.
Шлак, содержащий около 70% А12О3, является тугоплавким и густым. Поэтому по окончании плавки на поверхность шлака дают термитную осадительную смесь из железной руды, алюминиевого порошка, ферросилиция и извести. Пол действием дополнительного тепла, выделяющегося при взаимодействии оксидов руды и восстановителей, шлак разжижается и запутавшиеся в шлаке корольки ферротитана получают дополнительную возможность осесть на дно, присоединиться к блоку металла.
После затвердевания блок шлака снимают, блок металла охлаждают в баке с проточной водой и дробят на куски массой до 10 кг.
Во время плавки восстанавливается и переходит в сплав примерно 77% титана и 99% железа.
На 1т ферротитана, содержащего 20% Ti, расходуется 1070 кг концентрата 100 кг железной руды, 470 кг алюминиевого порошка,20 кг 75% -ного ферросилиция и 100 кг извести. Извлечение титана составляет 72-75%.
В данной курсовой работе проведен анализ технологии производства ферросплавов. Дано описание технологии и оборудования для производства ферросилиция, ферромарганца, феррохрома, ферротитана.
В ходе выполнения курсовой работы была изучена и проанализирована техническая литература по металлургии черных и цветных металлов. Изучены теоретические основы металлургических процессов, определено направление развития и совершенствования технологий и оборудования.
1. Воскобойников В.Г., Кудрин В.А., Якушев А.М. Общая металлургия – М.: Академкнига, 2002
2. Поволоцкий Д.Я., Рощин В.Е., Мальков Н.В. Электрометаллургия стали и ферросплавов. М.: Металлургия, 1995
3. Севрюков Н. Н, Кузьмин Б.А., Челищев Е.В. Общая металлургия. – М.: Металлургия, 1976
4. Тарасов А.В., Уткин Н.И. Общая металлургия. Учебник для вузов. – М.: Металлургия, 1997
|
